
一种无内胎车轮轮缘加工工艺.pdf

猫巷****松臣


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种无内胎车轮轮缘加工工艺.pdf
本发明提供一种无内胎车轮轮缘加工工艺,轮缘加工工艺包括轮缘型钢轧制、切断、卷圆、整形、双切、合口点焊、对焊、刮渣、焊缝处理、扩涨、收缩、车加工、成品检验和包装。对钢坯进行轧制后获得轮缘型钢条料;对轮缘型钢条料进行单倍尺切断,切断后坯件进行卷圆,卷圆后坯件进行整形,整形后坯件进行双切,双切后坯件进行合口点焊,点焊后坯件进行对焊,对焊后坯件的焊渣进行刮渣清除,刮渣后坯件的焊缝进行处理,焊缝处理后坯件进行扩涨,扩涨后坯件进行收缩,收缩后坯件的内侧面进行车加工,车加工后坯件进行检验,成品轮缘进行包装。本发明的无内

一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮.pdf
本发明提供了一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮,可拆装轮缘的无内胎车轮轮辋包括轮辋主体和环形轮缘,环形轮缘包括位于轮辋主体一侧的固定轮缘和位于轮辋主体另一侧的活动轮缘,活动轮缘能拆装的与所述轮辋主体相连接,沿轮辋主体外周中部设有供拆装轮胎使用的轮胎拆装凹槽,轮胎拆装凹槽与固定轮缘之间的所述轮辋主体外周表面形成第一胎圈座,轮胎拆装凹槽与所述活动轮缘之间的所述轮辋主体外周表面形成第二胎圈座,所述第一胎圈座和所述第二胎圈座沿所述轮辋主体的中心轴线方向均呈圆柱状。本发明具有既能在大载荷使用时防止轮胎脱出,
一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮.pdf
本发明提供了一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮,可拆装轮缘的无内胎车轮轮辋包括轮辋主体和位于所述轮辋主体两侧的环形轮缘,环形轮缘的高度和形状与轮辋对应的有内胎轮胎的胎圈部位的高度和形状相适配,环形轮缘包括固定轮缘和可拆卸轮缘,可拆卸轮缘能拆装的与轮辋主体相连接,沿轮辋主体外周设有供拆装轮胎使用的轮胎拆装深槽,由固定轮缘至所述轮胎拆装深槽之间的轮辋主体的外表面形成径向渐缩状的第一胎圈座,由可拆卸轮缘至轮胎拆装深槽之间的轮辋主体的外表面形成径向渐缩状的第二胎圈座。本发明具有既能在大载荷使用时防止轮胎脱
一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮.pdf
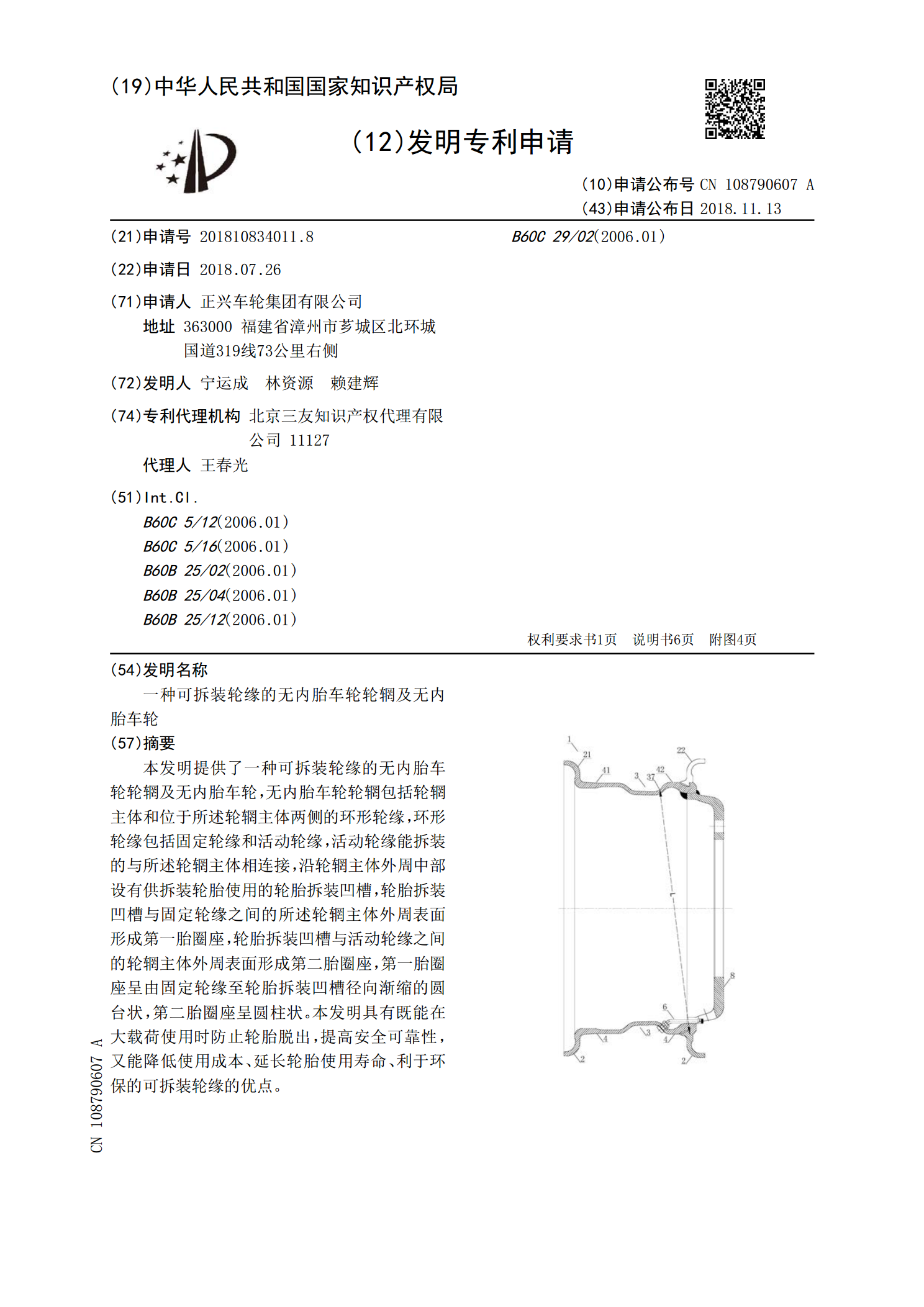
本发明提供了一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮,无内胎车轮轮辋包括轮辋主体和位于所述轮辋主体两侧的环形轮缘,环形轮缘包括固定轮缘和活动轮缘,活动轮缘能拆装的与所述轮辋主体相连接,沿轮辋主体外周中部设有供拆装轮胎使用的轮胎拆装凹槽,轮胎拆装凹槽与固定轮缘之间的所述轮辋主体外周表面形成第一胎圈座,轮胎拆装凹槽与活动轮缘之间的轮辋主体外周表面形成第二胎圈座,第一胎圈座呈由固定轮缘至轮胎拆装凹槽径向渐缩的圆台状,第二胎圈座呈圆柱状。本发明具有既能在大载荷使用时防止轮胎脱出,提高安全可靠性,又能降低使用成本
一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮.pdf
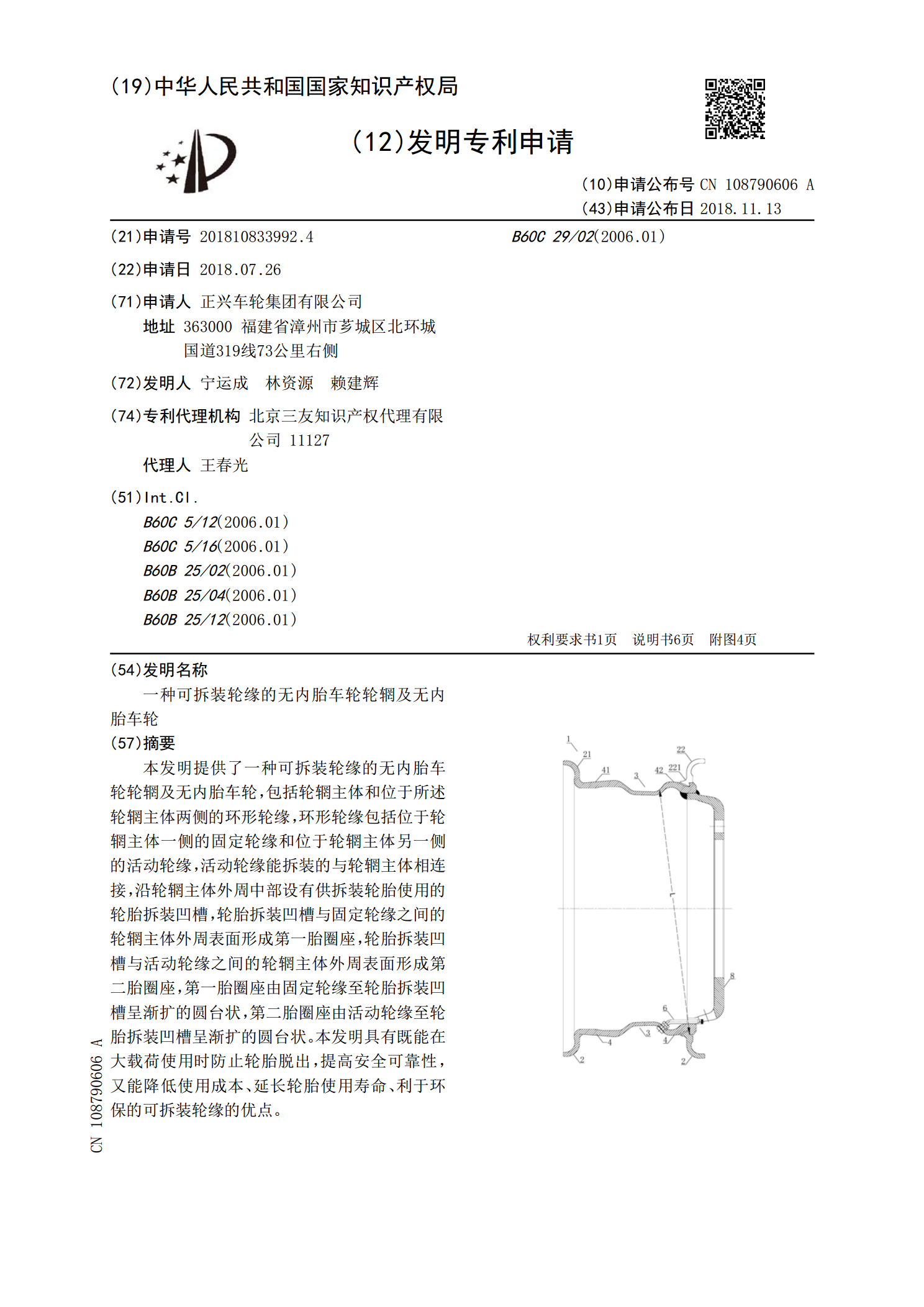
本发明提供了一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮,包括轮辋主体和位于所述轮辋主体两侧的环形轮缘,环形轮缘包括位于轮辋主体一侧的固定轮缘和位于轮辋主体另一侧的活动轮缘,活动轮缘能拆装的与轮辋主体相连接,沿轮辋主体外周中部设有供拆装轮胎使用的轮胎拆装凹槽,轮胎拆装凹槽与固定轮缘之间的轮辋主体外周表面形成第一胎圈座,轮胎拆装凹槽与活动轮缘之间的轮辋主体外周表面形成第二胎圈座,第一胎圈座由固定轮缘至轮胎拆装凹槽呈渐扩的圆台状,第二胎圈座由活动轮缘至轮胎拆装凹槽呈渐扩的圆台状。本发明具有既能在大载荷使用时防止