
一种储能飞轮复合材料转子的快速制备方法.pdf

小代****回来

1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种储能飞轮复合材料转子的快速制备方法.pdf
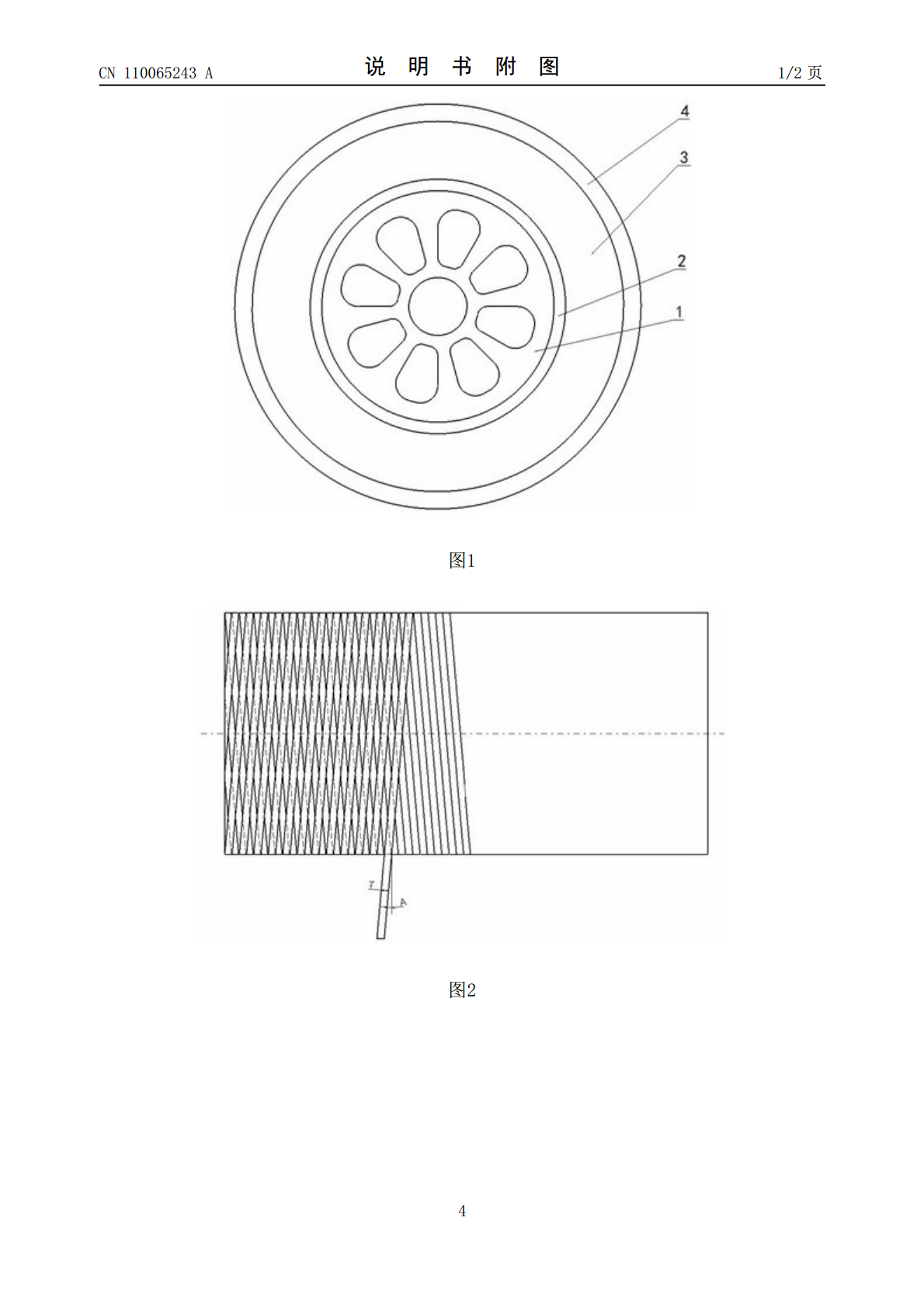
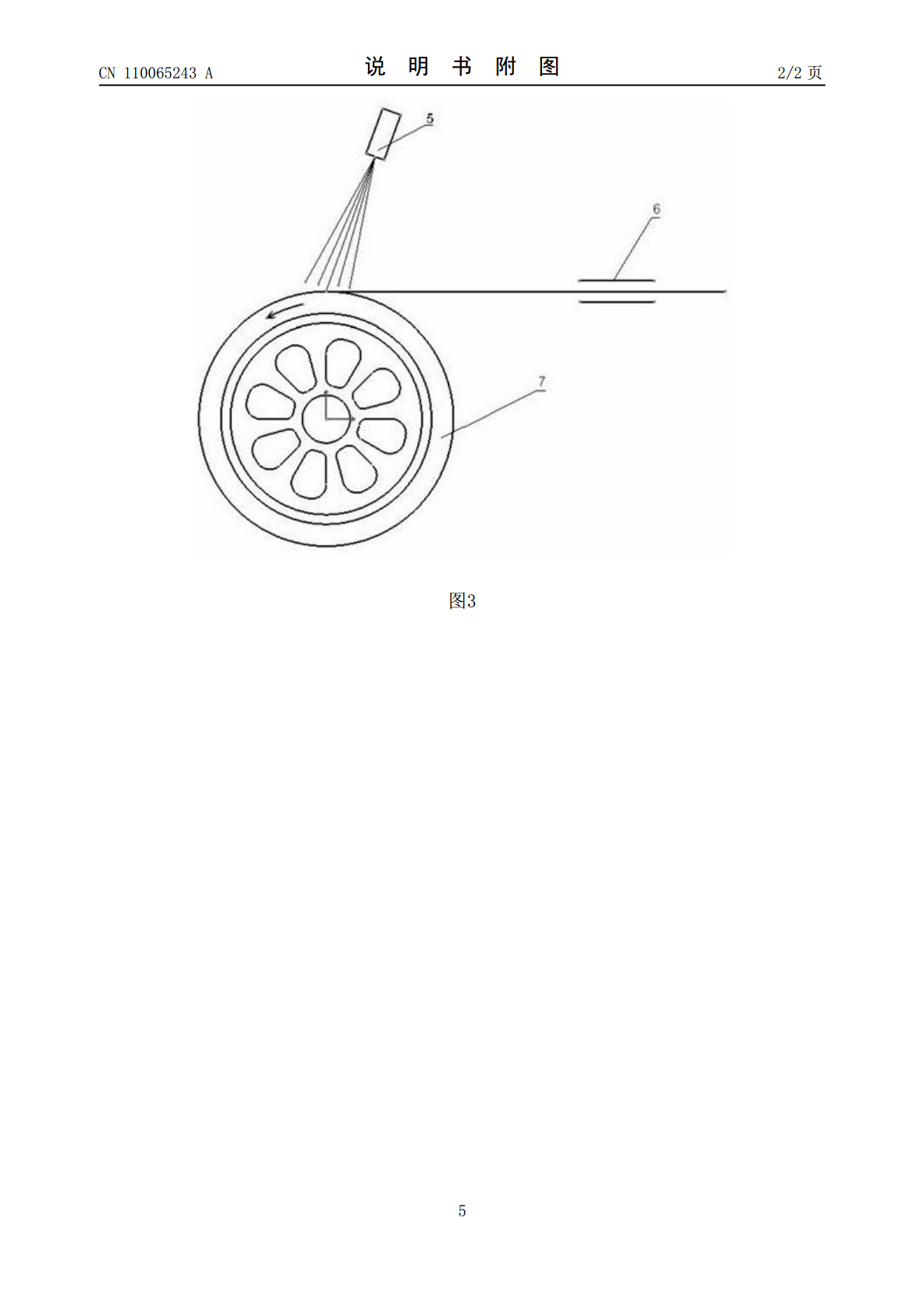
本发明涉及一种储能飞轮复合材料转子的快速制备方法,该储能飞轮复合材料转子由铝合金轮毂(1)、钢圈(2)、玻璃纤维复合材料环(3)、碳纤维复合材料环(4)(根据需要选配)组成。铝合金轮毂(1)和钢圈(2)都是由锻造毛坯机加工而成,并经过过盈装配到一起,然后把金属转子放置到数控缠绕机上将预浸复合材料带(玻璃纤维预浸带或碳纤维预浸带)通过预张力进行缠绕,缠绕同时利用高能电子束(5)(紫外光或激光)轰击,使预浸复合材料带上的特殊配方树脂在线固化,最终得到复合材料层的抗拉强度高达1000‑3000Mpa。本发明主要
一种飞轮储能转子的安装方法.pdf
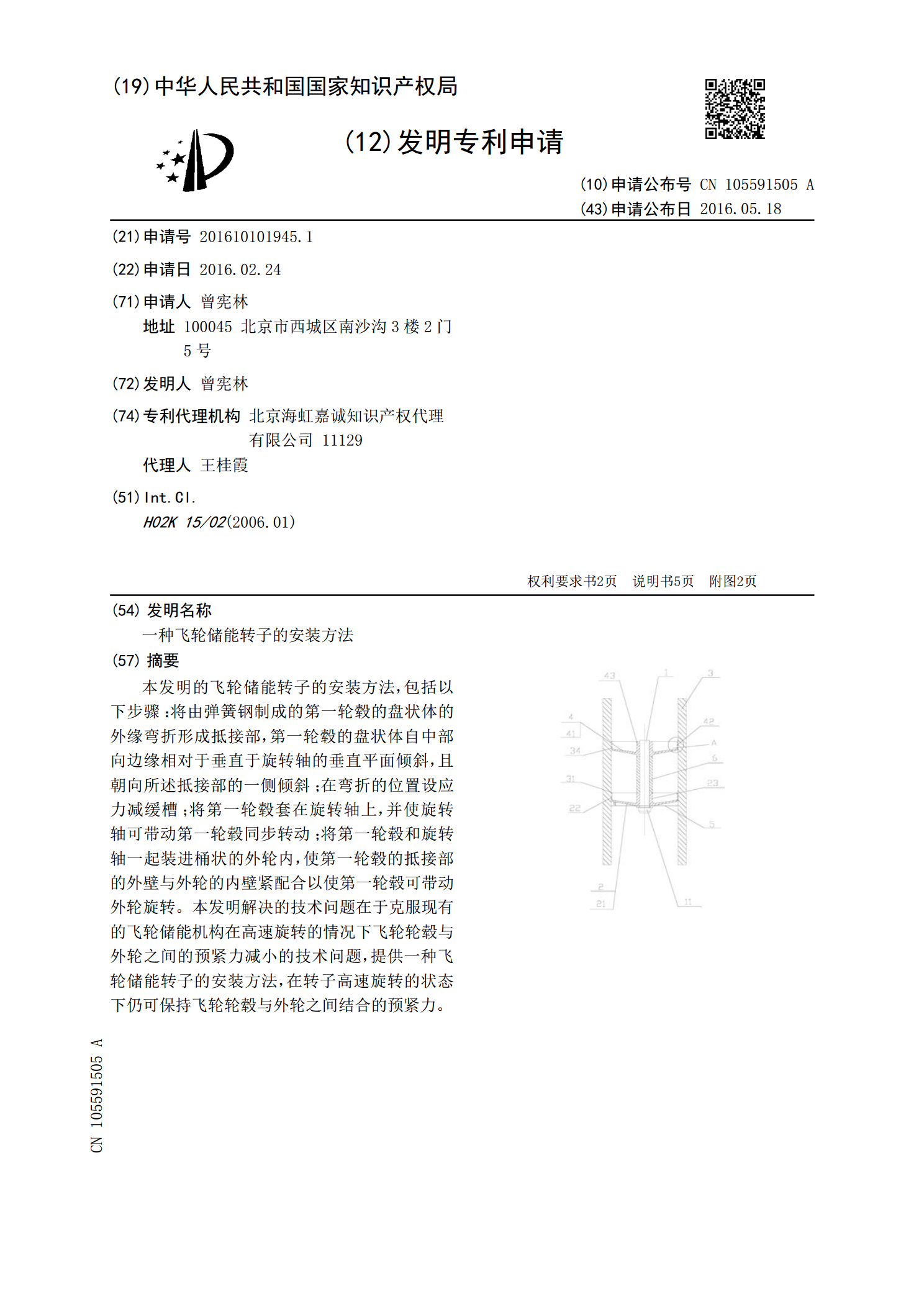
本发明的飞轮储能转子的安装方法,包括以下步骤:将由弹簧钢制成的第一轮毂的盘状体的外缘弯折形成抵接部,第一轮毂的盘状体自中部向边缘相对于垂直于旋转轴的垂直平面倾斜,且朝向所述抵接部的一侧倾斜;在弯折的位置设应力减缓槽;将第一轮毂套在旋转轴上,并使旋转轴可带动第一轮毂同步转动;将第一轮毂和旋转轴一起装进桶状的外轮内,使第一轮毂的抵接部的外壁与外轮的内壁紧配合以使第一轮毂可带动外轮旋转。本发明解决的技术问题在于克服现有的飞轮储能机构在高速旋转的情况下飞轮轮毂与外轮之间的预紧力减小的技术问题,提供一种飞轮储能转子
一种飞轮储能转子.pdf
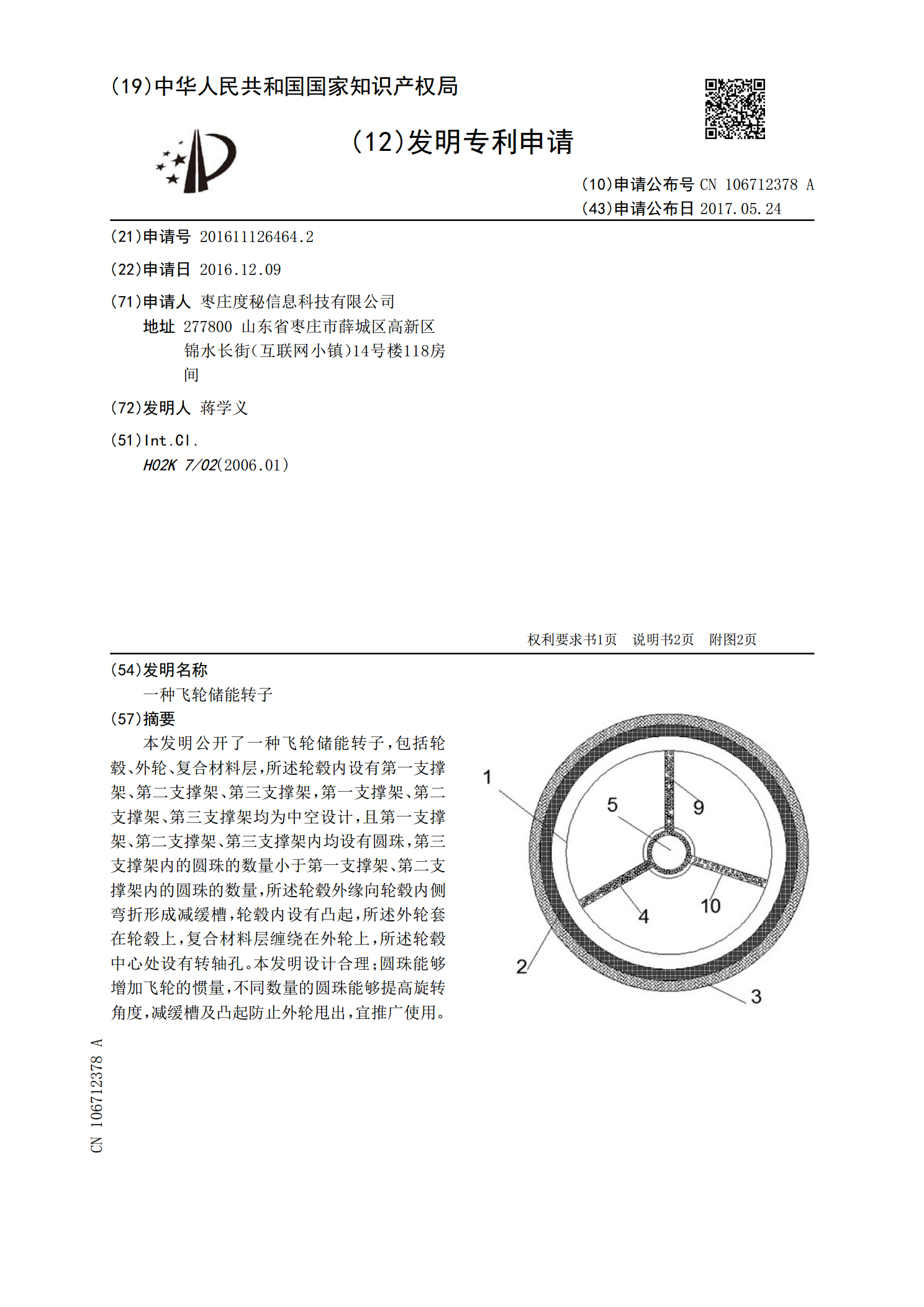
本发明公开了一种飞轮储能转子,包括轮毂、外轮、复合材料层,所述轮毂内设有第一支撑架、第二支撑架、第三支撑架,第一支撑架、第二支撑架、第三支撑架均为中空设计,且第一支撑架、第二支撑架、第三支撑架内均设有圆珠,第三支撑架内的圆珠的数量小于第一支撑架、第二支撑架内的圆珠的数量,所述轮毂外缘向轮毂内侧弯折形成减缓槽,轮毂内设有凸起,所述外轮套在轮毂上,复合材料层缠绕在外轮上,所述轮毂中心处设有转轴孔。本发明设计合理;圆珠能够增加飞轮的惯量,不同数量的圆珠能够提高旋转角度,减缓槽及凸起防止外轮甩出,宜推广使用。
一种飞轮储能转子.pdf
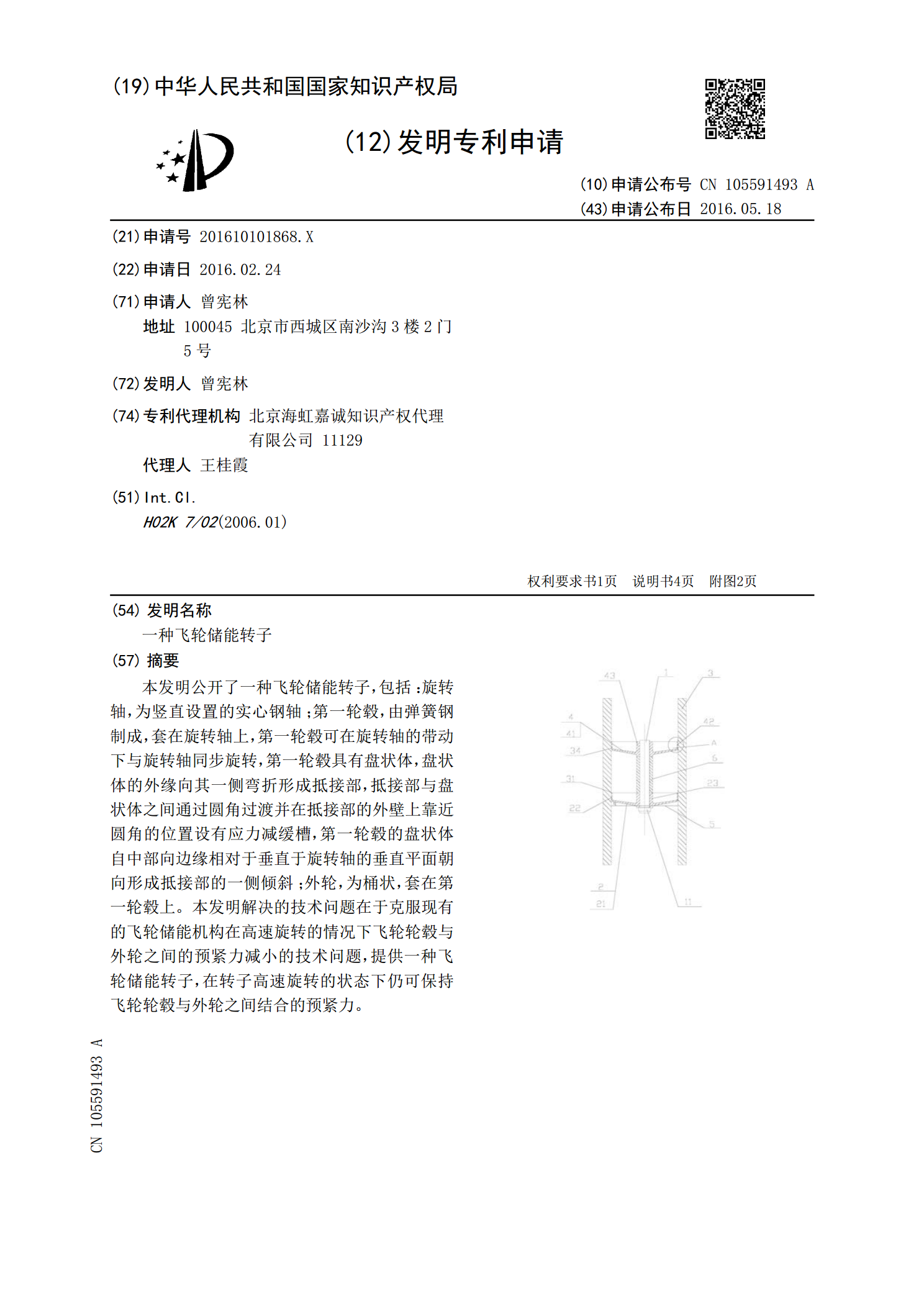
本发明公开了一种飞轮储能转子,包括:旋转轴,为竖直设置的实心钢轴;第一轮毂,由弹簧钢制成,套在旋转轴上,第一轮毂可在旋转轴的带动下与旋转轴同步旋转,第一轮毂具有盘状体,盘状体的外缘向其一侧弯折形成抵接部,抵接部与盘状体之间通过圆角过渡并在抵接部的外壁上靠近圆角的位置设有应力减缓槽,第一轮毂的盘状体自中部向边缘相对于垂直于旋转轴的垂直平面朝向形成抵接部的一侧倾斜;外轮,为桶状,套在第一轮毂上。本发明解决的技术问题在于克服现有的飞轮储能机构在高速旋转的情况下飞轮轮毂与外轮之间的预紧力减小的技术问题,提供一种飞

一种飞轮储能转子轴.pdf
本发明提供一种飞轮储能转子轴装置,包括上轴承、无磁性轴、电机转子芯轴、电机转子、飞轮、下端轴和下轴承组成,在电机转子轴的上端安装有动平衡工艺盘。本发明通过在电机转子轴的上端安装有动平衡工艺盘,在飞轮高速旋转的时候,使飞轮达到平衡,减小运转时的振动,降低设备运行时的噪音,保证整个装置平稳运行。同时,飞轮的结构为哑铃型,其应力水平比空心飞轮低50%,增加了飞轮外侧轮缘厚度,提高了飞轮的转动惯量。