
对斜齿轮去毛刺的方法及具有用于去毛刺的相应软件的CNC齿轮切削机.pdf

书生****萌哒


1/10

2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

对斜齿轮去毛刺的方法及具有用于去毛刺的相应软件的CNC齿轮切削机.pdf
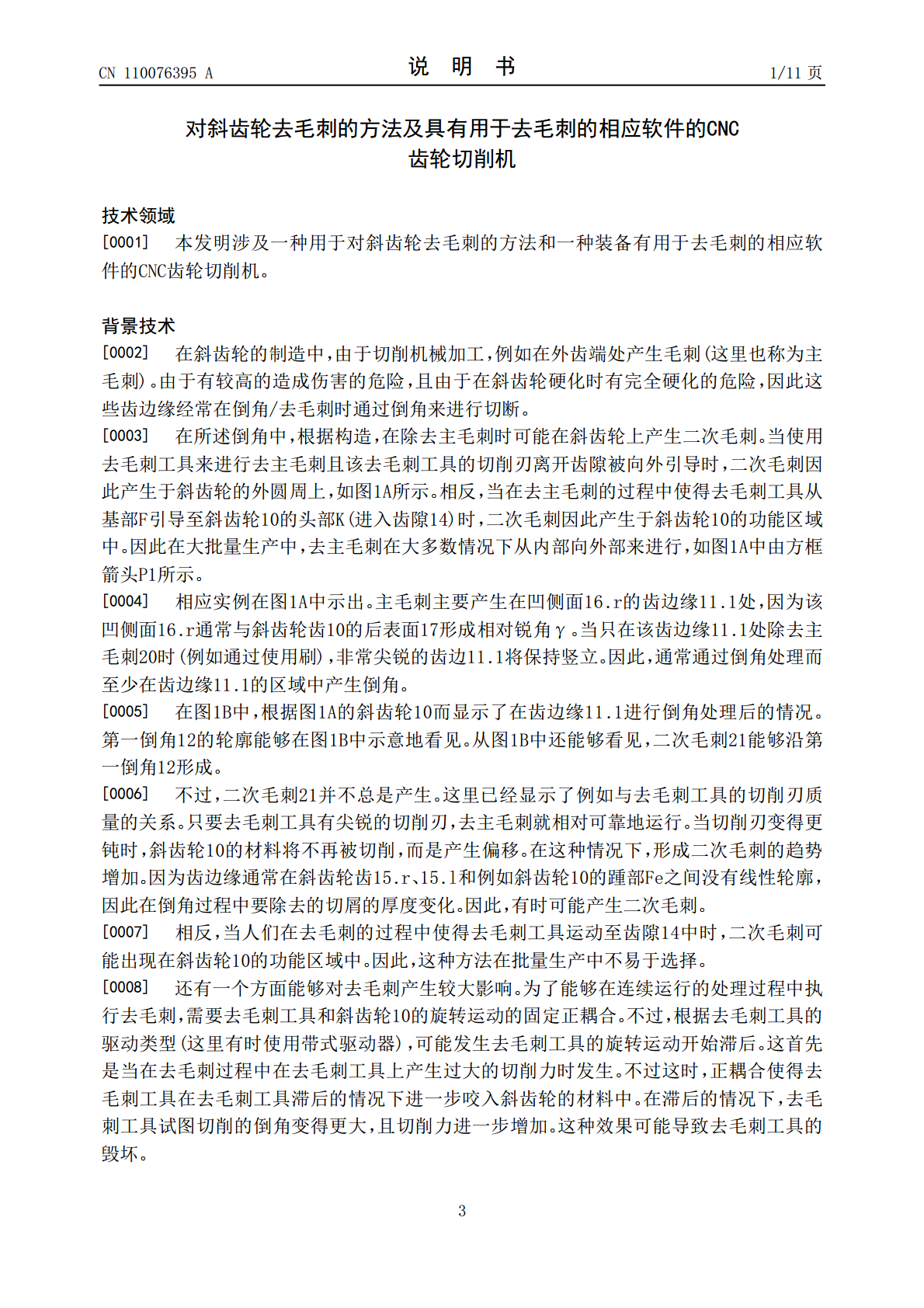
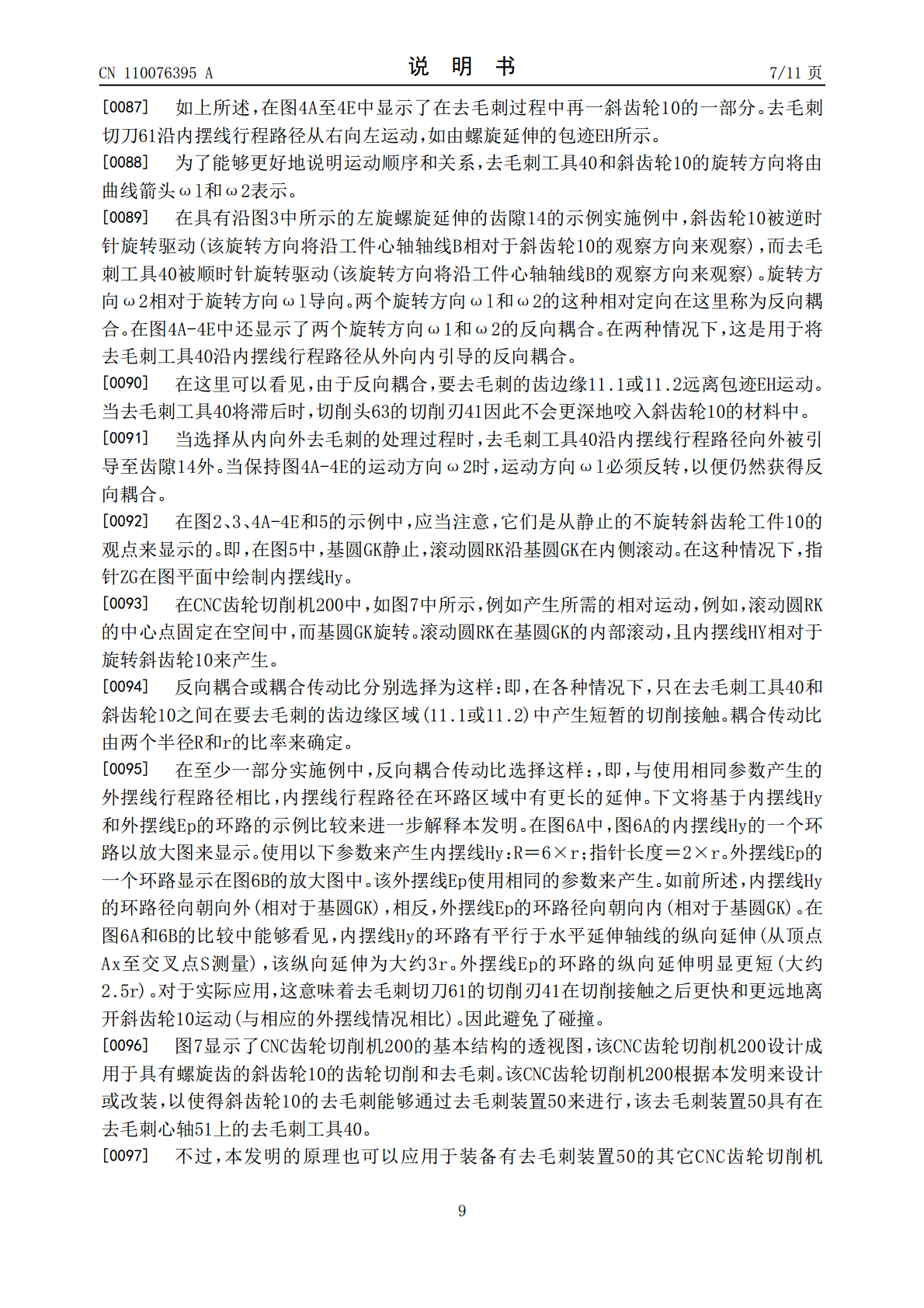
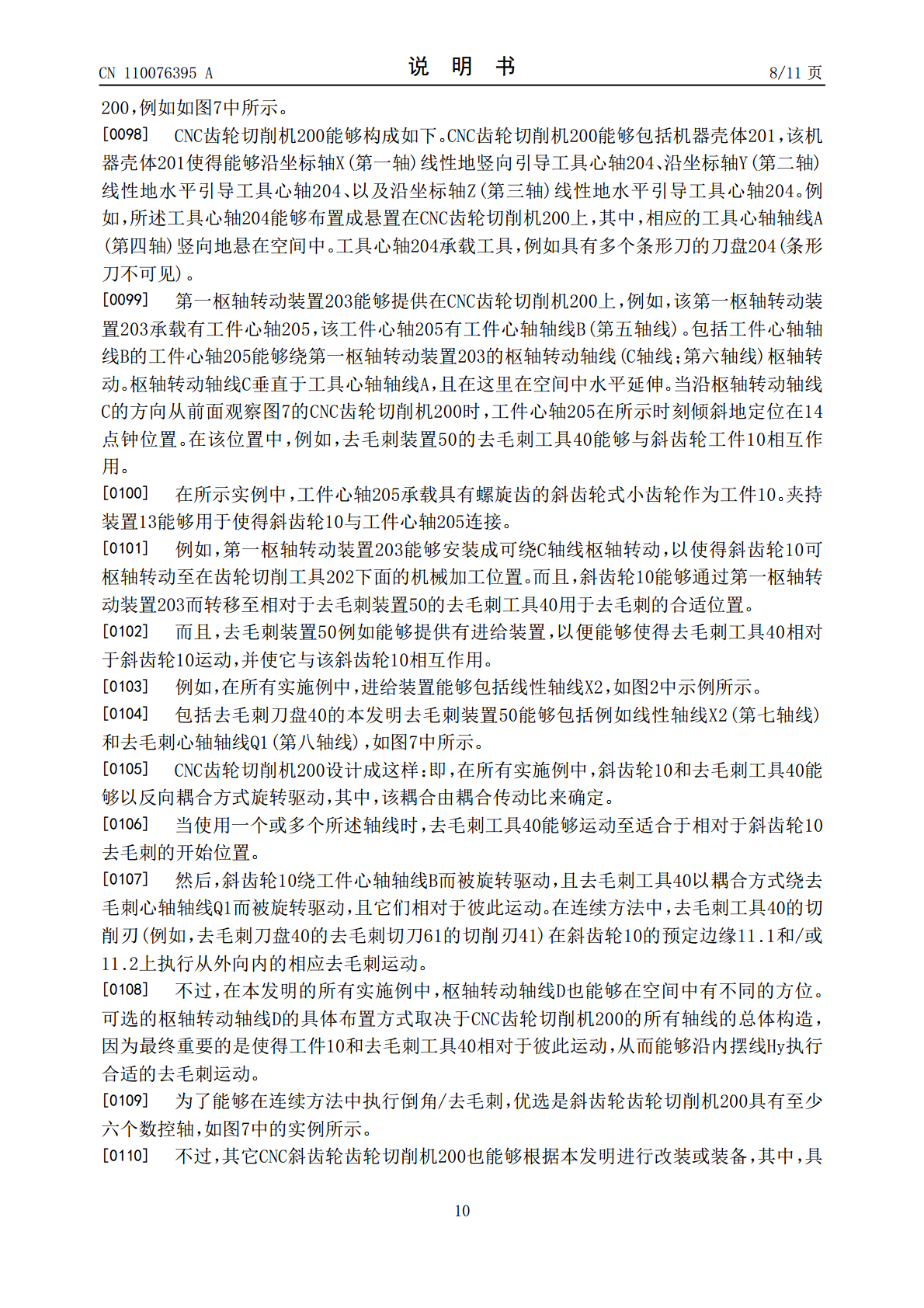
一种使用去毛刺工具来对斜齿轮去毛刺的方法,该去毛刺工具包括至少一个切削刃,该方法包括步骤:绕去毛刺心轴轴线旋转驱动所述去毛刺工具;绕工件心轴轴线来旋转驱动斜齿轮;其中,去毛刺工具的旋转驱动和斜齿轮的旋转驱动以具有反向耦合传动比的耦合方式来进行;该方法是一种用于去毛刺的连续方法,其中,切削刃相对于斜齿轮执行相对行程运动;该相对行程运动由内摆线确定,至少在斜齿轮踵和/或斜齿轮趾的区域中在齿隙的一个齿边缘上通过切削刃与齿边缘的切削接触而除去毛刺。本申请还涉及一种CNC齿轮切削机,其工件心轴而用于容纳和旋转驱动工
去毛刺装置和包括所述去毛刺装置的CNC齿轮切削机.pdf
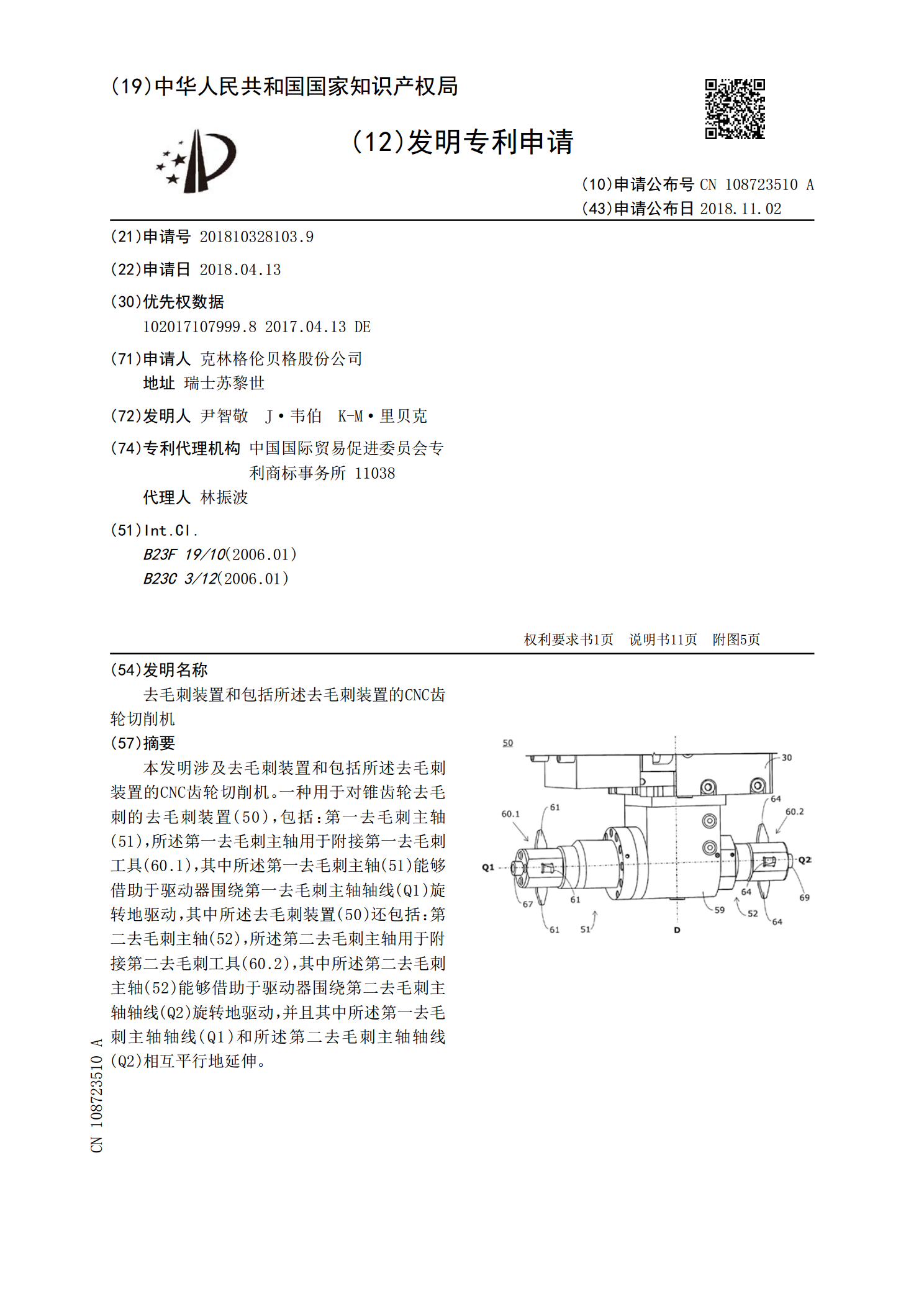
本发明涉及去毛刺装置和包括所述去毛刺装置的CNC齿轮切削机。一种用于对锥齿轮去毛刺的去毛刺装置(50),包括:第一去毛刺主轴(51),所述第一去毛刺主轴用于附接第一去毛刺工具(60.1),其中所述第一去毛刺主轴(51)能够借助于驱动器围绕第一去毛刺主轴轴线(Q1)旋转地驱动,其中所述去毛刺装置(50)还包括:第二去毛刺主轴(52),所述第二去毛刺主轴用于附接第二去毛刺工具(60.2),其中所述第二去毛刺主轴(52)能够借助于驱动器围绕第二去毛刺主轴轴线(Q2)旋转地驱动,并且其中所述第一去毛刺主轴轴线(Q

齿轮去毛刺方法.docx
齿轮去毛刺方法标题:齿轮去毛刺方法摘要:齿轮是一种常见的机械传动元件,用于传递动力和转换运动形式。然而,在制造过程中,齿轮表面常常会出现毛刺,这不仅会降低齿轮的传动效率和使用寿命,还会导致噪音和过早失效。因此,本论文将系统地介绍齿轮去毛刺的方法,包括机械去毛刺、化学去毛刺以及电化学去毛刺等,旨在提供给制造业从业人员和研究人员一个全面了解齿轮去毛刺方法的参考。第一节:引言1.1研究背景1.2研究目的第二节:齿轮毛刺形成原因2.1加工误差2.2材料变形2.3过热和残留应力第三节:机械去毛刺方法3.1打磨3.1
齿轮去毛刺装置.pdf
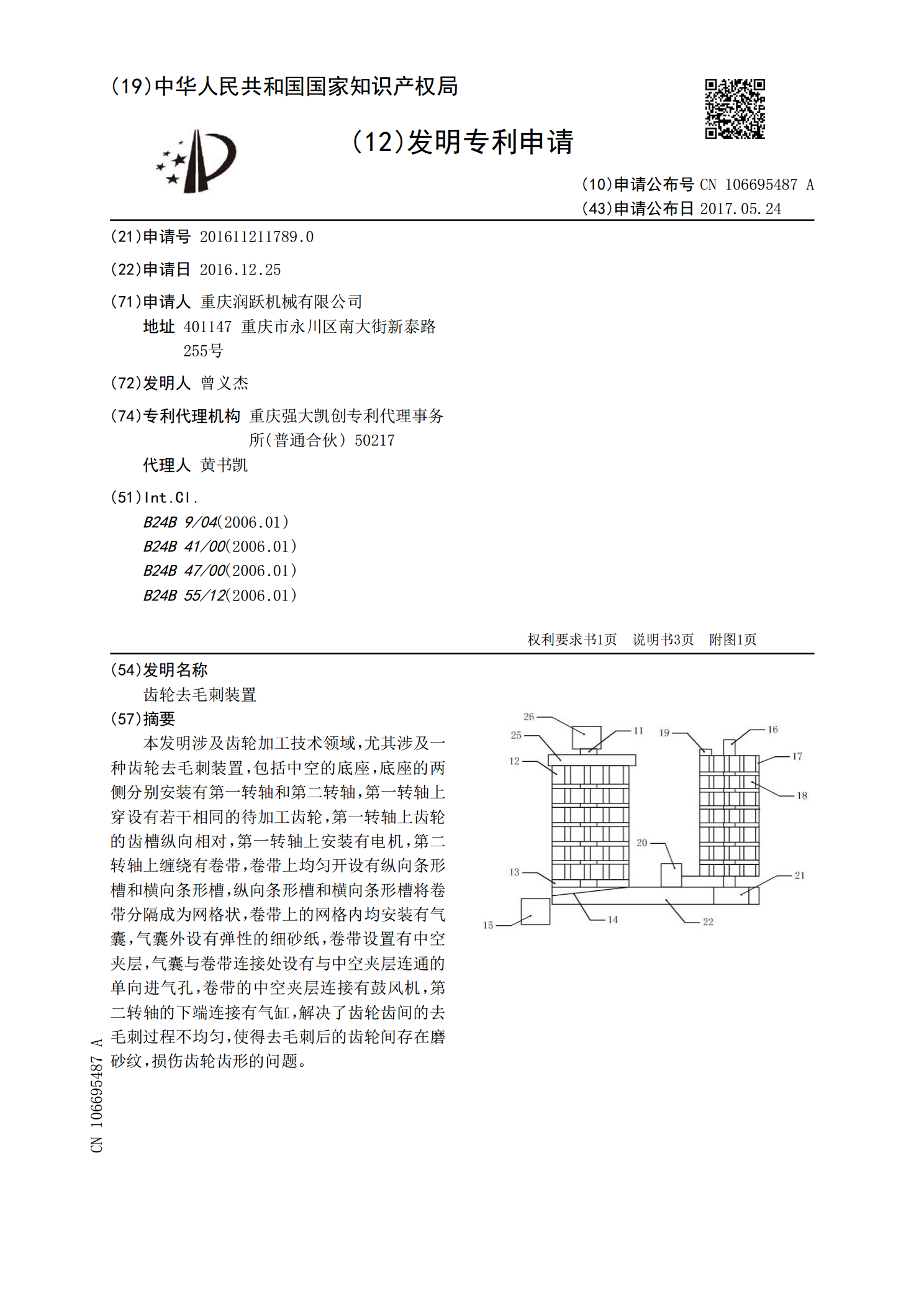
本发明涉及齿轮加工技术领域,尤其涉及一种齿轮去毛刺装置,包括中空的底座,底座的两侧分别安装有第一转轴和第二转轴,第一转轴上穿设有若干相同的待加工齿轮,第一转轴上齿轮的齿槽纵向相对,第一转轴上安装有电机,第二转轴上缠绕有卷带,卷带上均匀开设有纵向条形槽和横向条形槽,纵向条形槽和横向条形槽将卷带分隔成为网格状,卷带上的网格内均安装有气囊,气囊外设有弹性的细砂纸,卷带设置有中空夹层,气囊与卷带连接处设有与中空夹层连通的单向进气孔,卷带的中空夹层连接有鼓风机,第二转轴的下端连接有气缸,解决了齿轮齿间的去毛刺过程不

齿轮去毛刺工艺.pdf
本发明属于齿轮加工技术领域,具体公开了一种齿轮去毛刺工艺,该工艺用滚齿机去毛刺装置操作。该工艺包括以下步骤:(1)电磁铁通电,人工将中心轴和电磁铁连接;(2)启动升降驱动机构,带动中心轴向下运动;(3)齿轮定位台对齿轮定位;(4)启动气胀轴,固定齿轮;(5)启动升降驱动机构,使升降驱动机构反向动作,带动中心轴和齿轮上升,去刺盘下降,齿轮穿过去刺盘后,停止升降驱动机构;(6)启动升降驱动机构,中心轴带动齿轮下降,去刺盘上升,齿轮穿过去刺盘后,关闭气胀轴,人工将齿轮取出;(7)重复步骤(2)至(6),开始下一