
一种锥孔量具及应用其测量齿轮锥孔大端面直径的方法.pdf

景福****90

1/8
2/8

3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锥孔量具及应用其测量齿轮锥孔大端面直径的方法.pdf
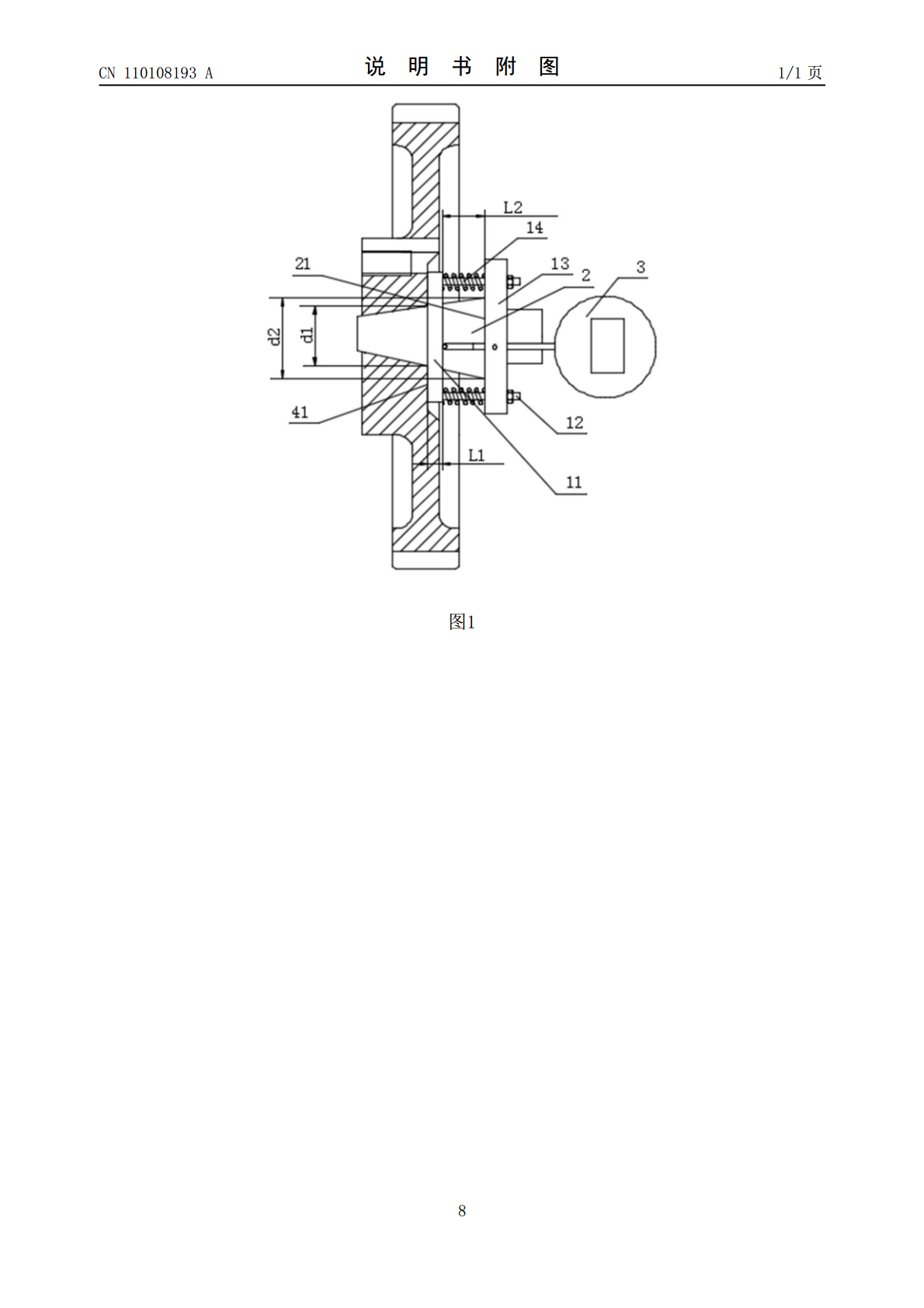
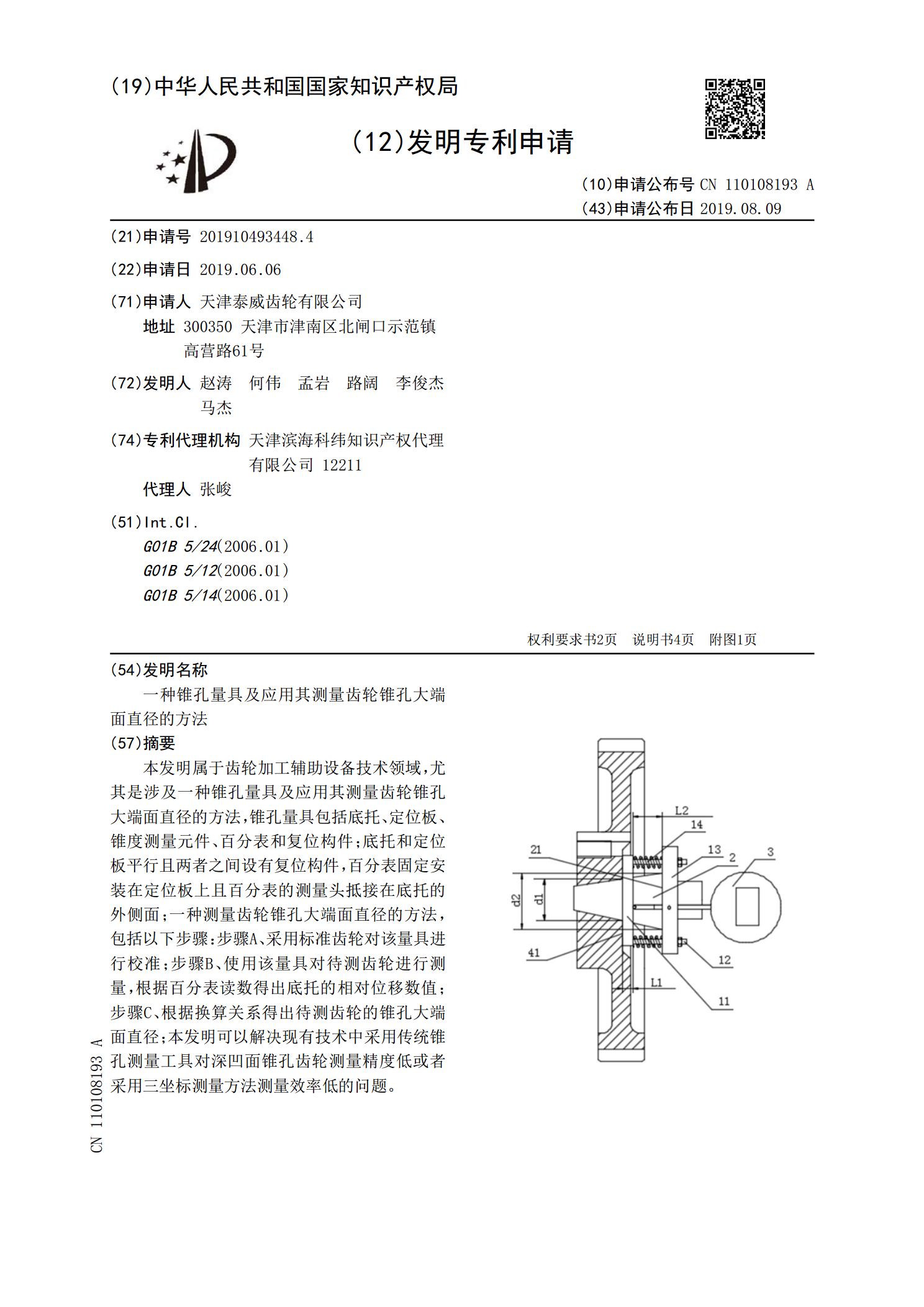
本发明属于齿轮加工辅助设备技术领域,尤其是涉及一种锥孔量具及应用其测量齿轮锥孔大端面直径的方法,锥孔量具包括底托、定位板、锥度测量元件、百分表和复位构件;底托和定位板平行且两者之间设有复位构件,百分表固定安装在定位板上且百分表的测量头抵接在底托的外侧面;一种测量齿轮锥孔大端面直径的方法,包括以下步骤:步骤A、采用标准齿轮对该量具进行校准;步骤B、使用该量具对待测齿轮进行测量,根据百分表读数得出底托的相对位移数值;步骤C、根据换算关系得出待测齿轮的锥孔大端面直径;本发明可以解决现有技术中采用传统锥孔测量工具
大锥孔工件的锥孔在线磨削加工测量方法.pdf
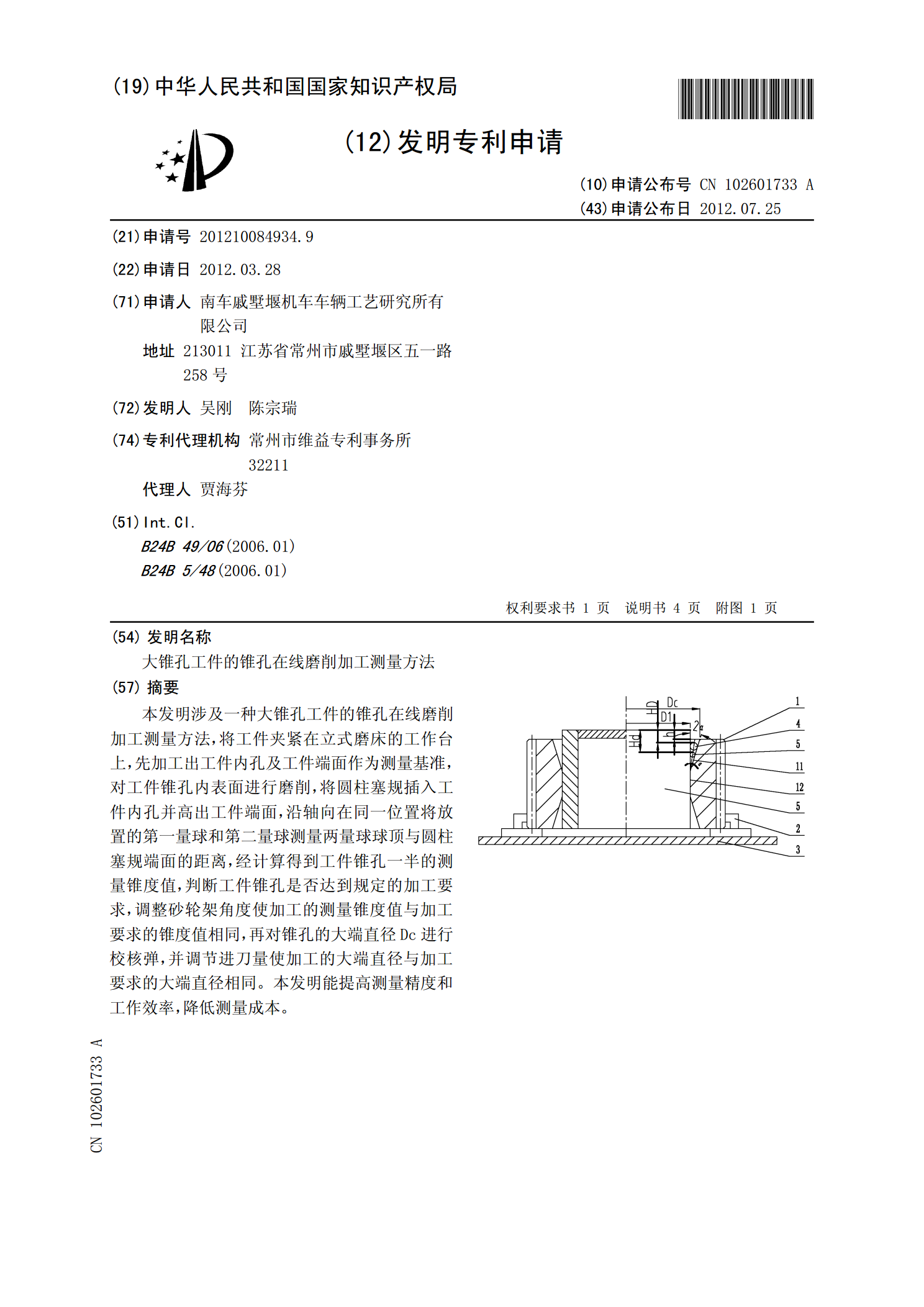
本发明涉及一种大锥孔工件的锥孔在线磨削加工测量方法,将工件夹紧在立式磨床的工作台上,先加工出工件内孔及工件端面作为测量基准,对工件锥孔内表面进行磨削,将圆柱塞规插入工件内孔并高出工件端面,沿轴向在同一位置将放置的第一量球和第二量球测量两量球球顶与圆柱塞规端面的距离,经计算得到工件锥孔一半的测量锥度值,判断工件锥孔是否达到规定的加工要求,调整砂轮架角度使加工的测量锥度值与加工要求的锥度值相同,再对锥孔的大端直径Dc进行校核弹,并调节进刀量使加工的大端直径与加工要求的大端直径相同。本发明能提高测量精度和工作效

锥齿轮端面沉孔跳动检具.pdf
本发明公开了一种锥齿轮端面沉孔跳动检具,它由衬套、芯轴、底座和百分表共同组成。所述芯轴朝下一节轴段插入底座的通孔中,中部台肩用于轴向限位,留下朝上的一节轴段用于定位安装衬套。所述衬套与芯轴配合长度不超过待检锥齿轮相配合的轴孔长度。所述百分表由置放在底座上的表架支承,呈悬壁状的百分表以表尖靠到待检锥齿轮的端面沉孔壁上,由此构成以轴孔为基准旋转测量待检锥齿轮端面沉孔径向跳动的测量结构。该结构做到了测量基准与设计基准相一致,所以测量结果准确,而且从百分表的指针偏摆方向来判断产品径向跳动大小及方向,有利于实施后续

锥孔加工工具及锥孔加工方法.pdf
本发明公开一种锥孔加工工具及锥孔加工方法,其中,锥孔加工工具包括:刀具主体;装配套,装配套与刀具主体可拆连接,装配套的内周壁凹设有沿其轴向延伸的三个以上的装配槽,三个以上的装配槽沿着装配套的周向均匀排布,三个以上的装配槽的槽底均呈圆弧状设置,三个以上的装配槽的槽底均朝同一方向倾斜设置;装配槽的槽底部分贯穿,形成沿其长度方向延伸的让位开口;若干挤压圆柱棒分设于对应的装配槽内,挤压圆柱棒的一侧与对应的装配槽的槽底配合并自对应的让位开口伸出,挤压圆柱棒的另一侧与装配槽的槽口相齐平;刀具主体与装配套插接配合,以使

利用锥孔刀具加工锥孔的方法.pdf
本发明涉及机械加工技术领域,尤其涉及一种利用锥孔刀具加工锥孔的方法,使用特制的锥孔刀具,在锥孔刀具的前端设置有刀杆,该刀杆的侧面上沿圆锥螺旋线设置有若干个铣刀,相邻铣刀沿轴向方向的间距为4~8mm,相邻铣刀之间的夹角为不大于120°,在工件表面钻基准孔,使用所述锥孔刀具沿基准孔按转速不低于600转/分、进给量不低于1.0mm/转进行加工形成多级台阶孔,控制锥孔刀具的深度使得单边预留0.25mm,然后使用镗刀或绞刀将多级台阶孔加工成锥孔,分布的多个铣刀可以加工小台阶的多台阶孔,并且加工时,转速和进给量比现有