
一种用于检测齿轮轴深孔长度的检具.pdf

春景****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于检测齿轮轴深孔长度的检具.pdf
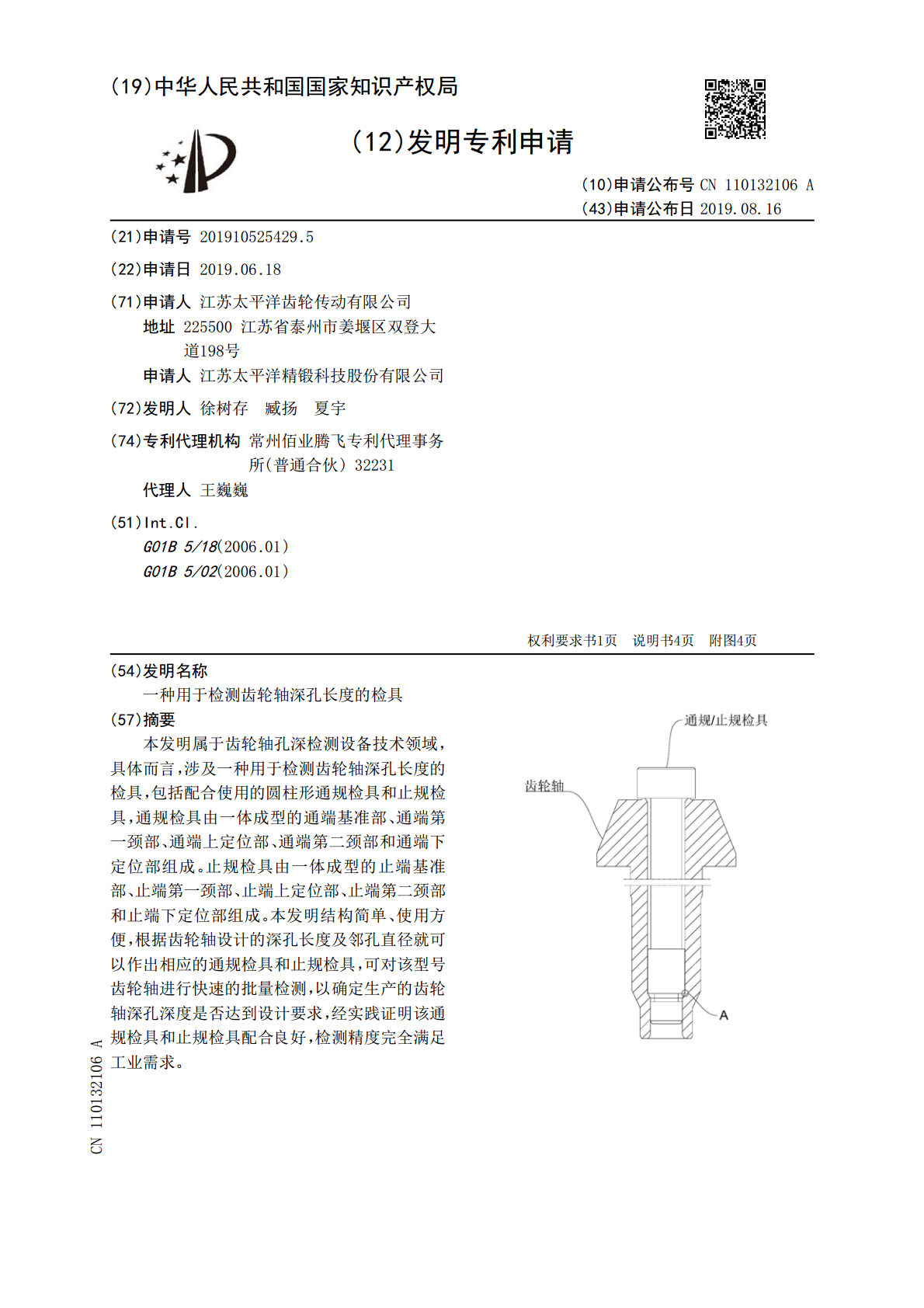
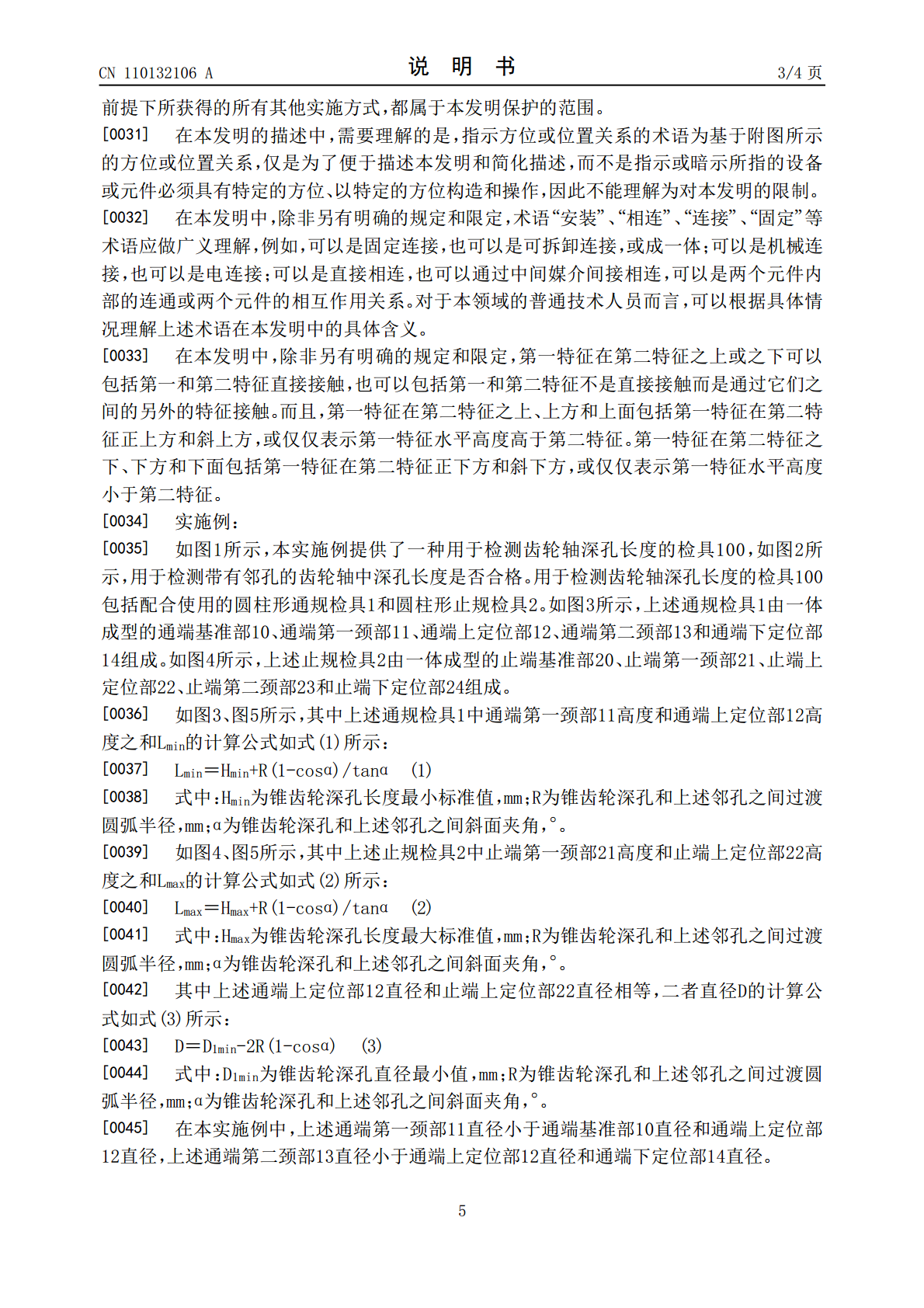
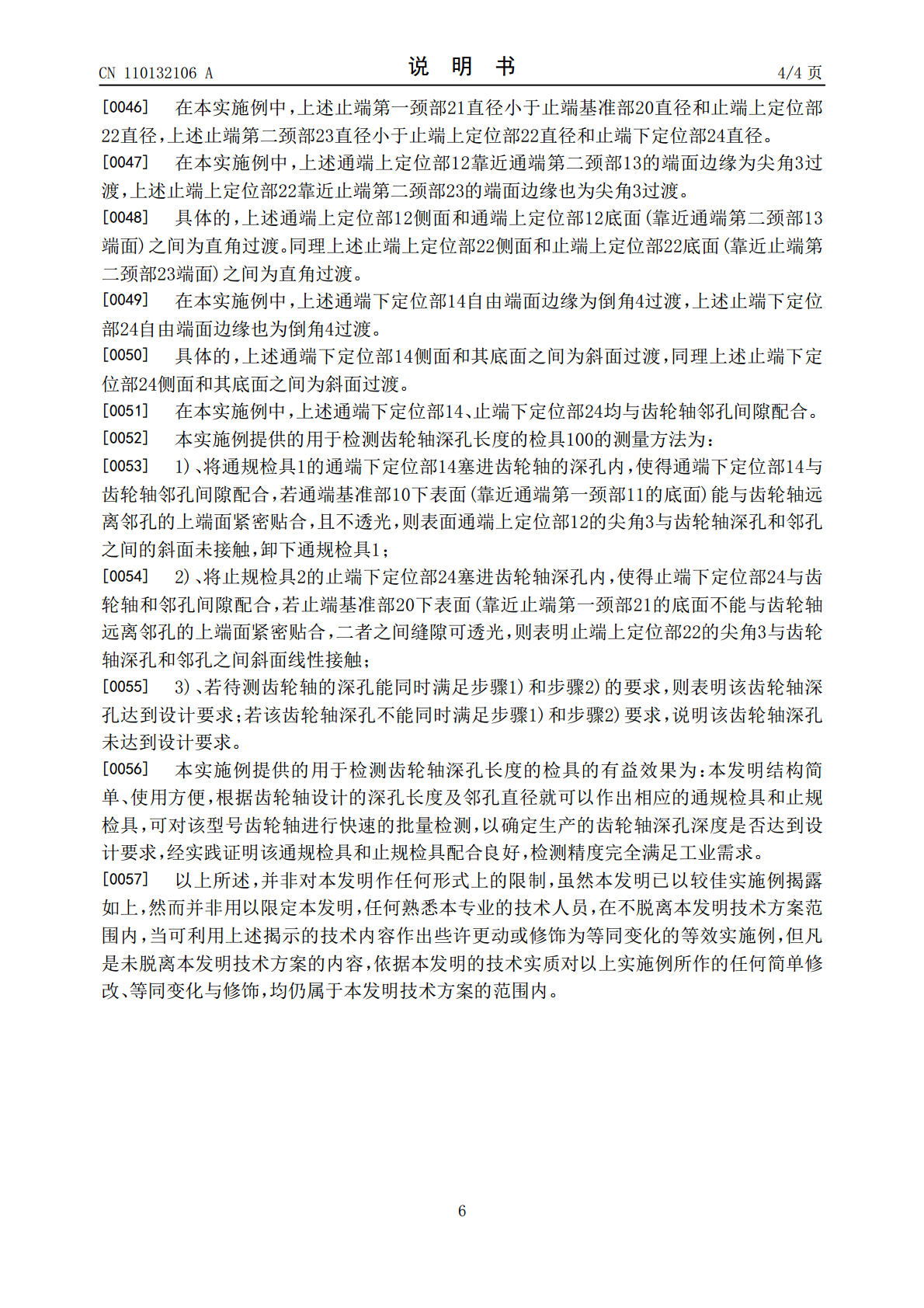
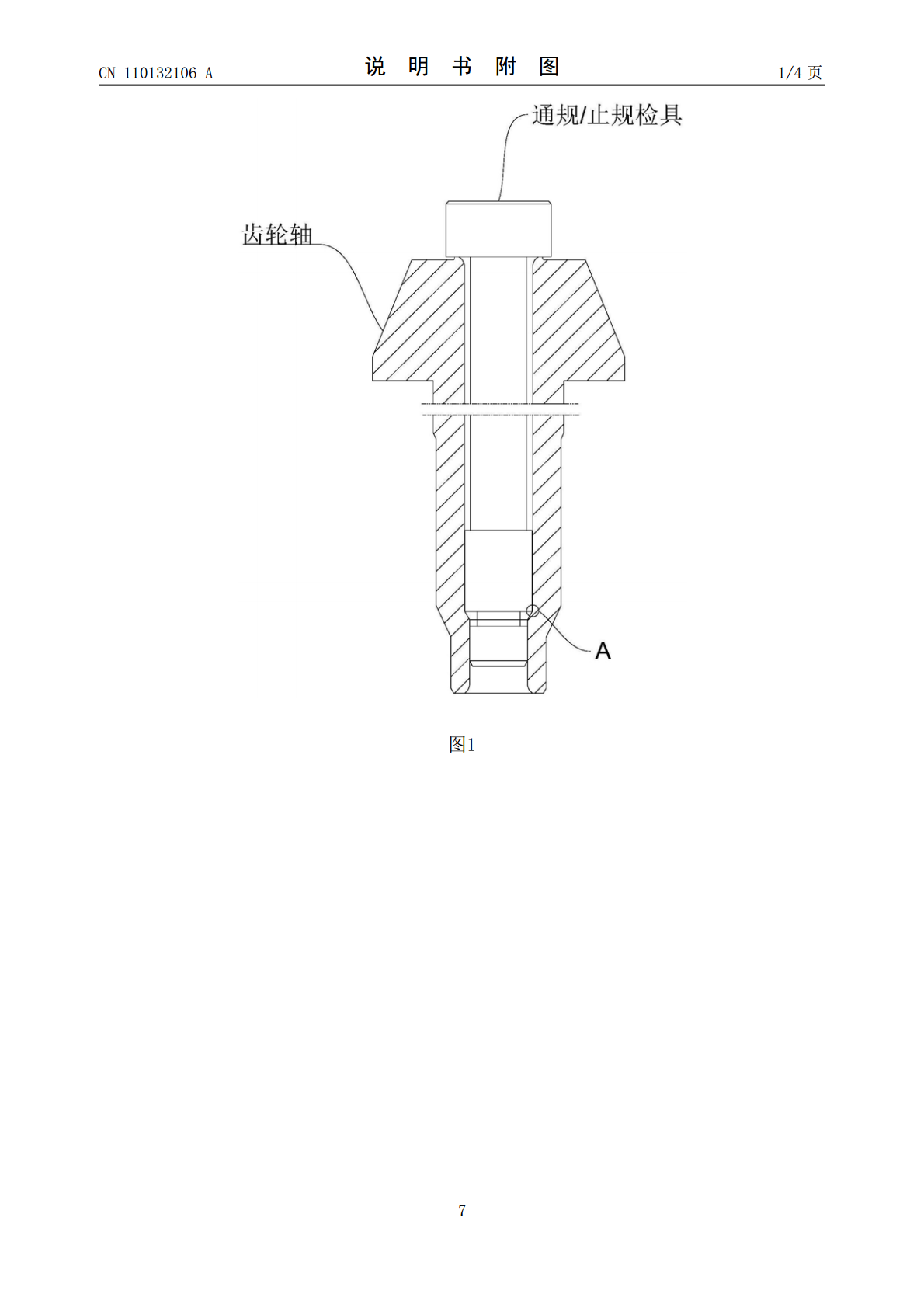
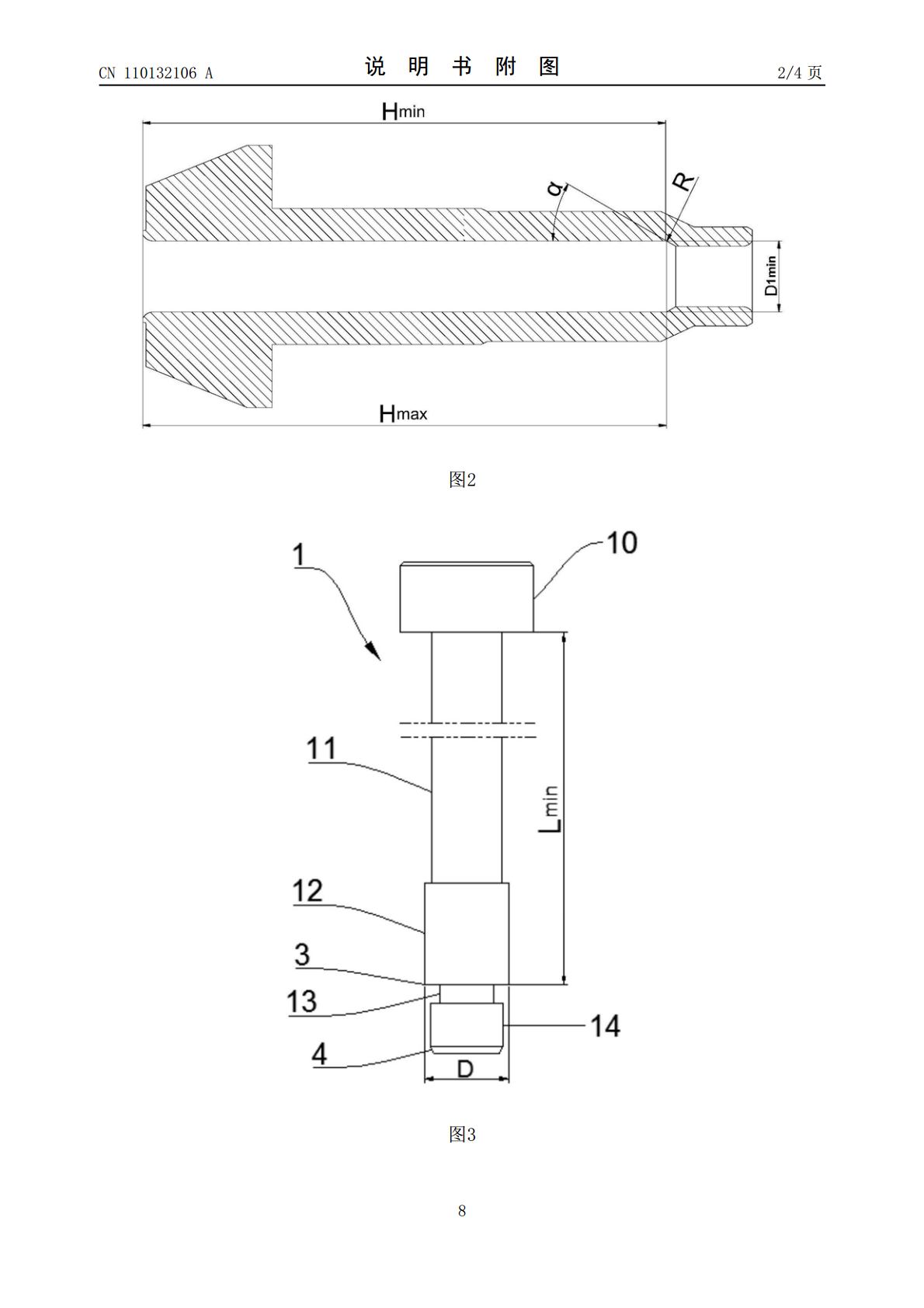
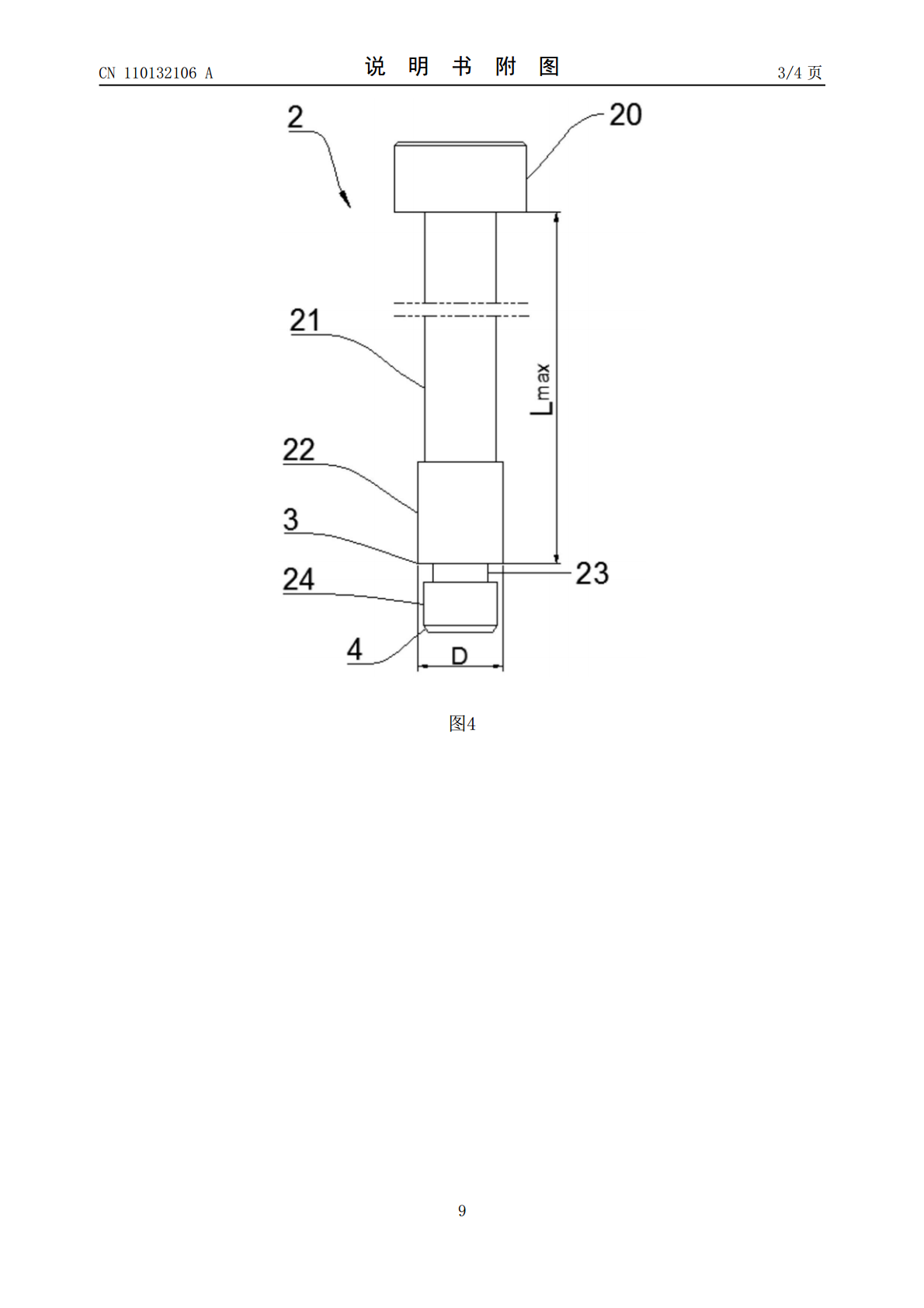
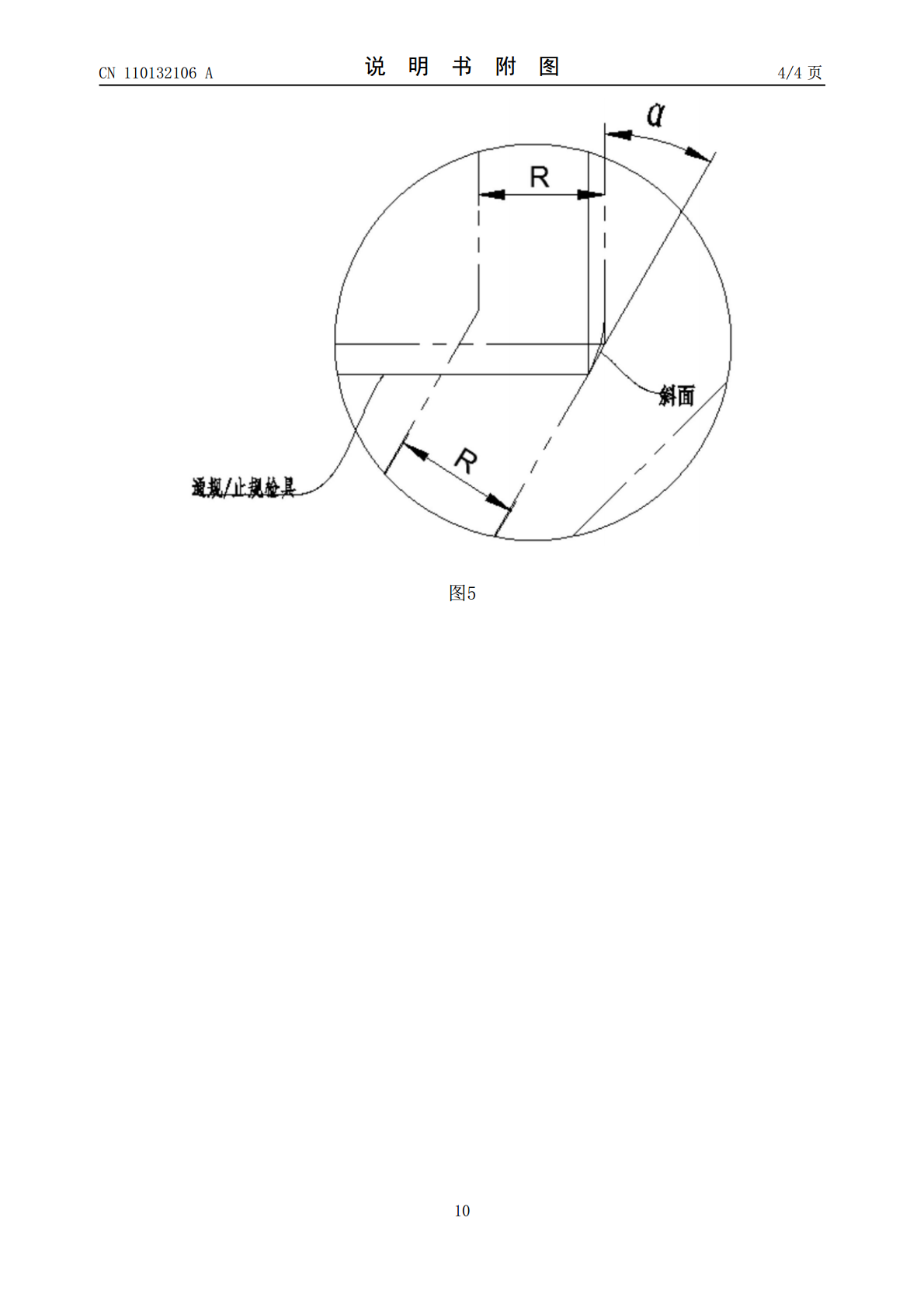
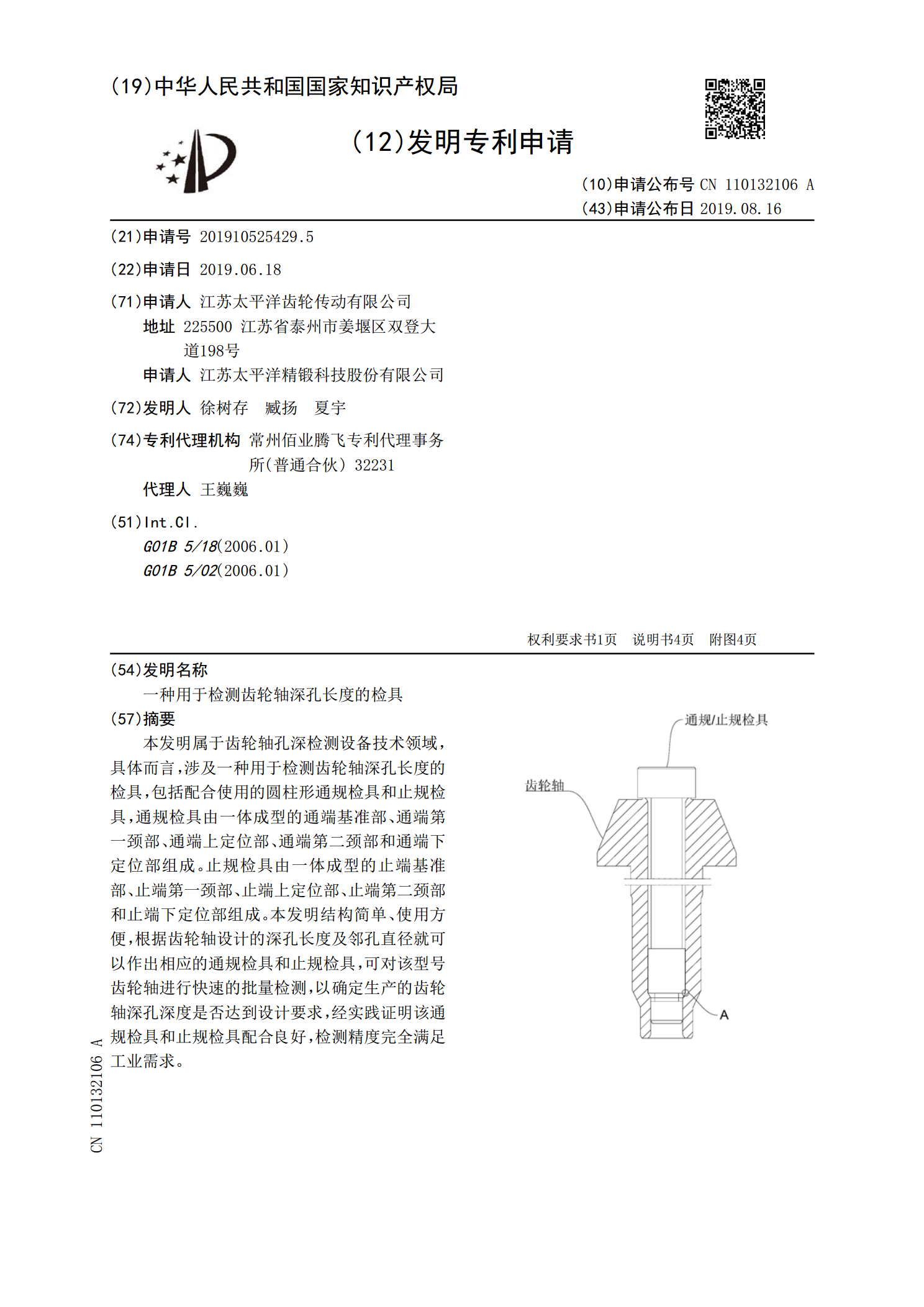
本发明属于齿轮轴孔深检测设备技术领域,具体而言,涉及一种用于检测齿轮轴深孔长度的检具,包括配合使用的圆柱形通规检具和止规检具,通规检具由一体成型的通端基准部、通端第一颈部、通端上定位部、通端第二颈部和通端下定位部组成。止规检具由一体成型的止端基准部、止端第一颈部、止端上定位部、止端第二颈部和止端下定位部组成。本发明结构简单、使用方便,根据齿轮轴设计的深孔长度及邻孔直径就可以作出相应的通规检具和止规检具,可对该型号齿轮轴进行快速的批量检测,以确定生产的齿轮轴深孔深度是否达到设计要求,经实践证明该通规检具和止

一种用于检测齿轮室的轴承孔位置度的检具.pdf
本发明公开了一种用于检测齿轮室的轴承孔位置度的检具,包括:底板,该底板上开设有多个底板孔,多个底板孔分别与齿轮室的多个轴承孔相对应;多个定位销,其设于底板上,多个定位销分别与齿轮室的多个定位点相卡以将齿轮室固定于所述底板上;多个转轴,每个转轴以能够旋转地设于一个轴承孔内;多个表座,每个表座设于一个转轴上以随转轴旋转;以及多个百分表,每个百分表安装于一个表座上,该百分表的测杆头与轴承孔的内周缘相抵,当百分表旋转时,百分表的测杆头能够绕轴承孔的内周缘旋转。本发明通过能够自转的百分表的测杆头对轴承孔的内周缘进行
用于深孔电镀的电镀制具.pdf
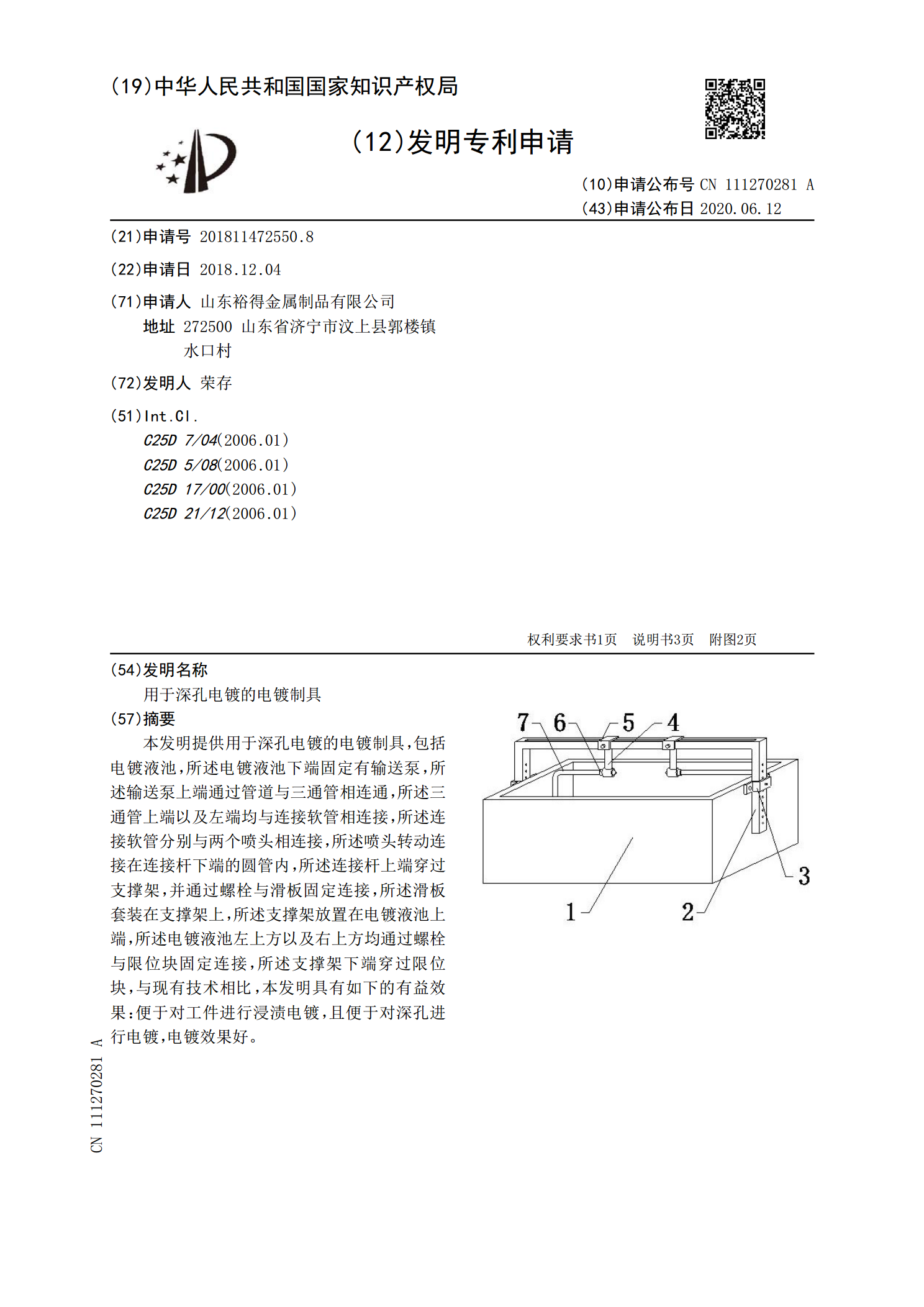
本发明提供用于深孔电镀的电镀制具,包括电镀液池,所述电镀液池下端固定有输送泵,所述输送泵上端通过管道与三通管相连通,所述三通管上端以及左端均与连接软管相连接,所述连接软管分别与两个喷头相连接,所述喷头转动连接在连接杆下端的圆管内,所述连接杆上端穿过支撑架,并通过螺栓与滑板固定连接,所述滑板套装在支撑架上,所述支撑架放置在电镀液池上端,所述电镀液池左上方以及右上方均通过螺栓与限位块固定连接,所述支撑架下端穿过限位块,与现有技术相比,本发明具有如下的有益效果:便于对工件进行浸渍电镀,且便于对深孔进行电镀,电镀
一种用于型材检测的检具.pdf
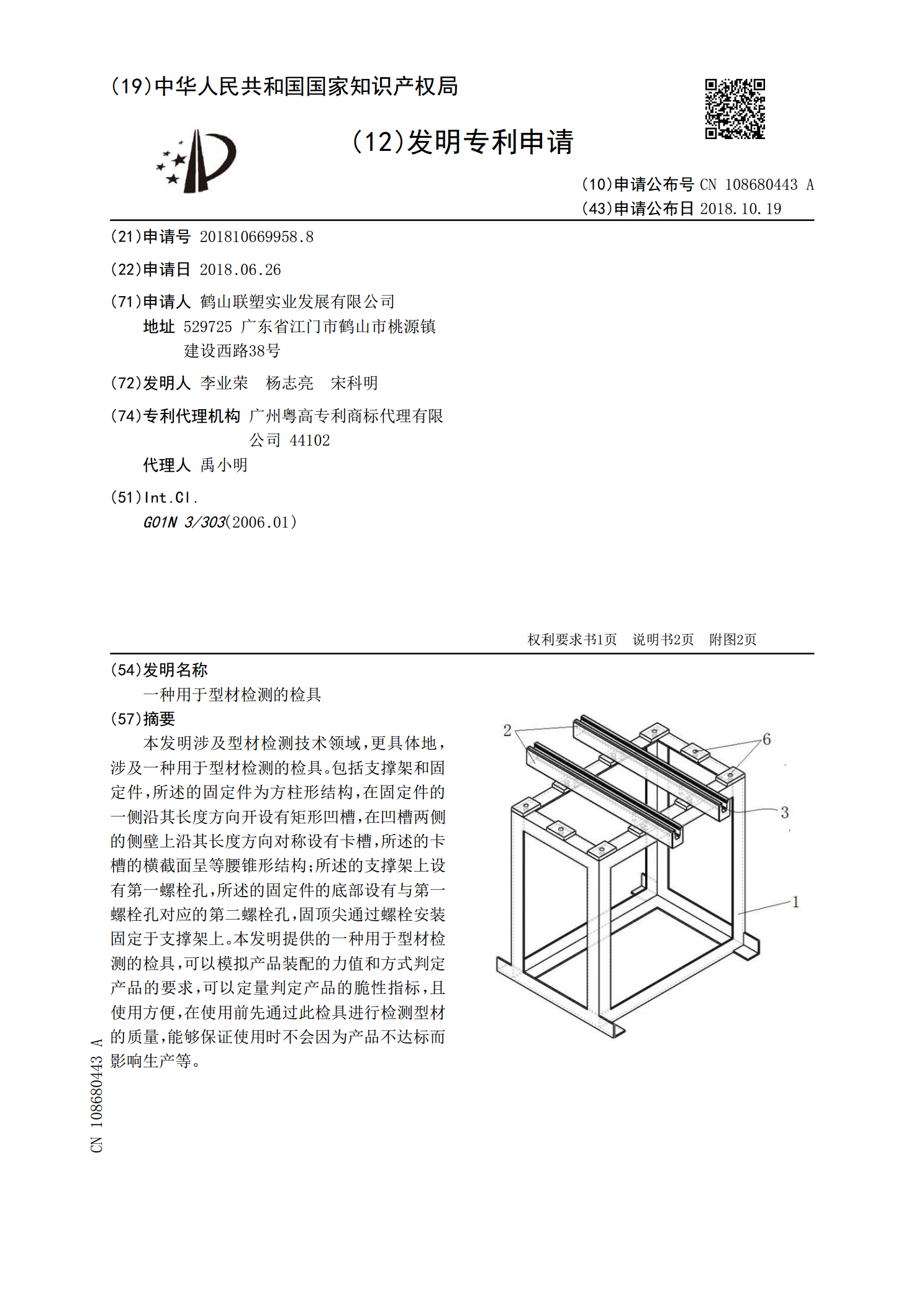
本发明涉及型材检测技术领域,更具体地,涉及一种用于型材检测的检具。包括支撑架和固定件,所述的固定件为方柱形结构,在固定件的一侧沿其长度方向开设有矩形凹槽,在凹槽两侧的侧壁上沿其长度方向对称设有卡槽,所述的卡槽的横截面呈等腰锥形结构;所述的支撑架上设有第一螺栓孔,所述的固定件的底部设有与第一螺栓孔对应的第二螺栓孔,固顶尖通过螺栓安装固定于支撑架上。本发明提供的一种用于型材检测的检具,可以模拟产品装配的力值和方式判定产品的要求,可以定量判定产品的脆性指标,且使用方便,在使用前先通过此检具进行检测型材的质量,能
一种用于检测锥齿轮内孔球端倒角高度的检具.pdf
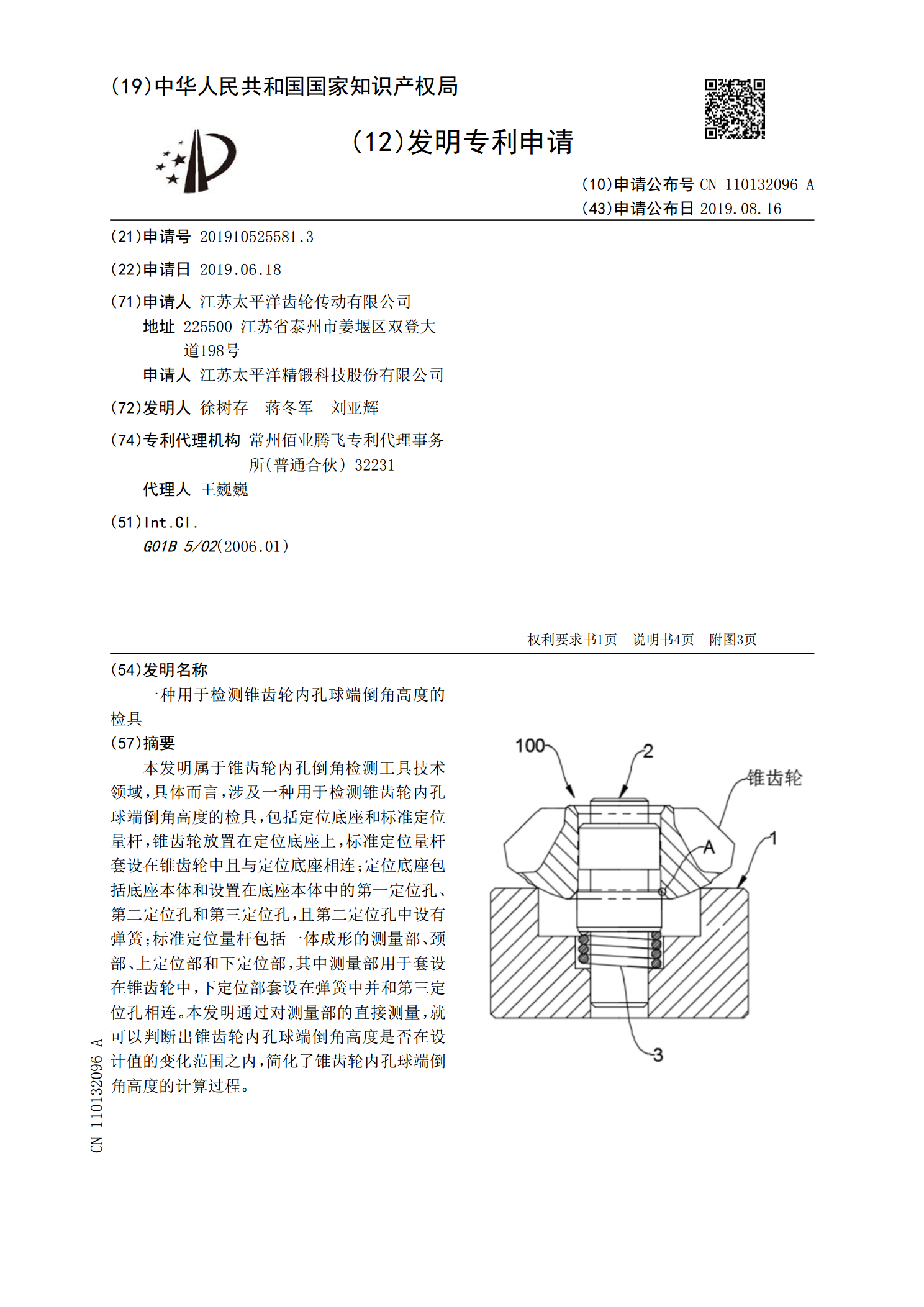
本发明属于锥齿轮内孔倒角检测工具技术领域,具体而言,涉及一种用于检测锥齿轮内孔球端倒角高度的检具,包括定位底座和标准定位量杆,锥齿轮放置在定位底座上,标准定位量杆套设在锥齿轮中且与定位底座相连;定位底座包括底座本体和设置在底座本体中的第一定位孔、第二定位孔和第三定位孔,且第二定位孔中设有弹簧;标准定位量杆包括一体成形的测量部、颈部、上定位部和下定位部,其中测量部用于套设在锥齿轮中,下定位部套设在弹簧中并和第三定位孔相连。本发明通过对测量部的直接测量,就可以判断出锥齿轮内孔球端倒角高度是否在设计值的变化范围