
金刚线切割硅片的方法.pdf

森林****来了

1/9
2/9

3/9

4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
金刚线切割硅片的方法.pdf
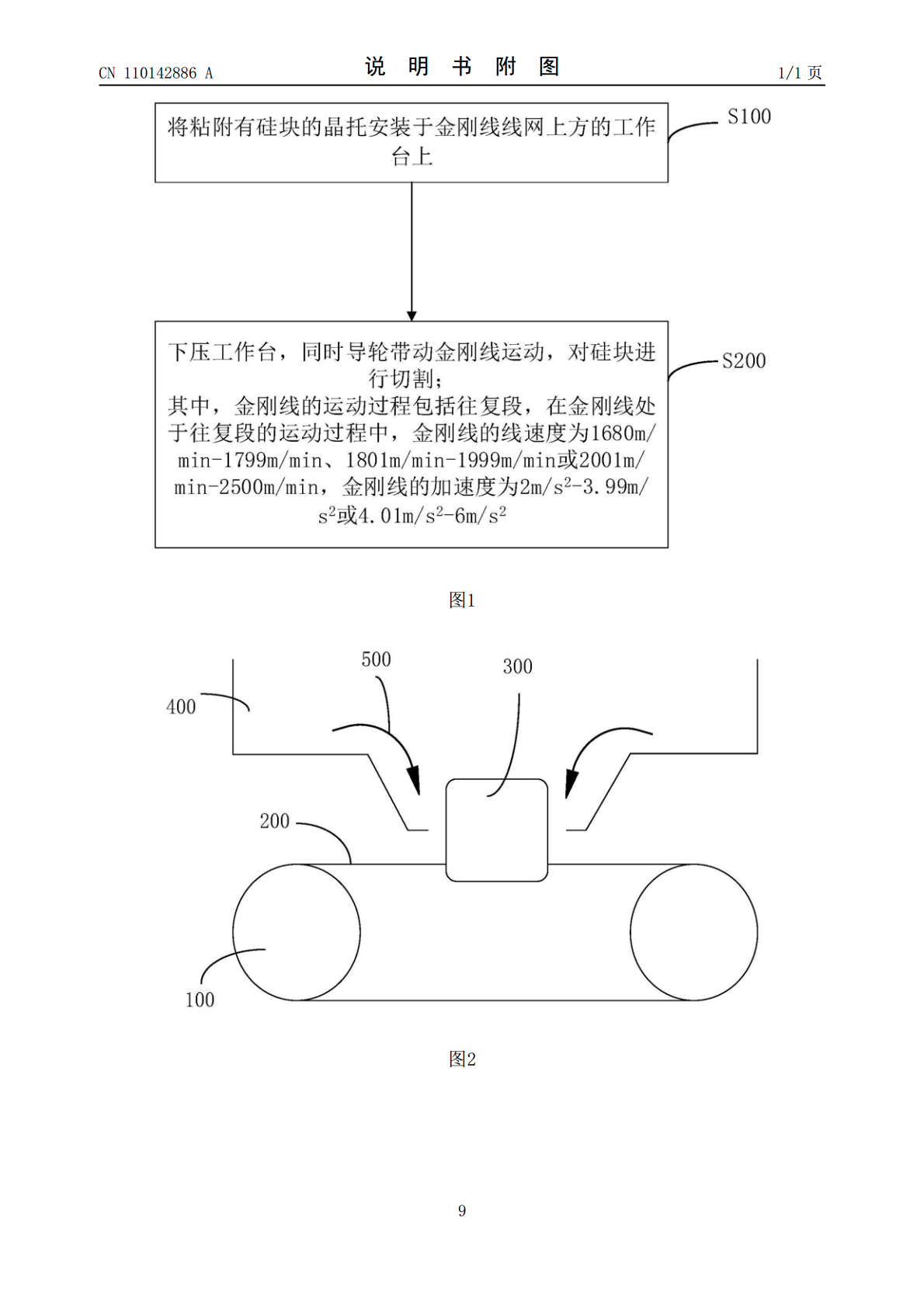
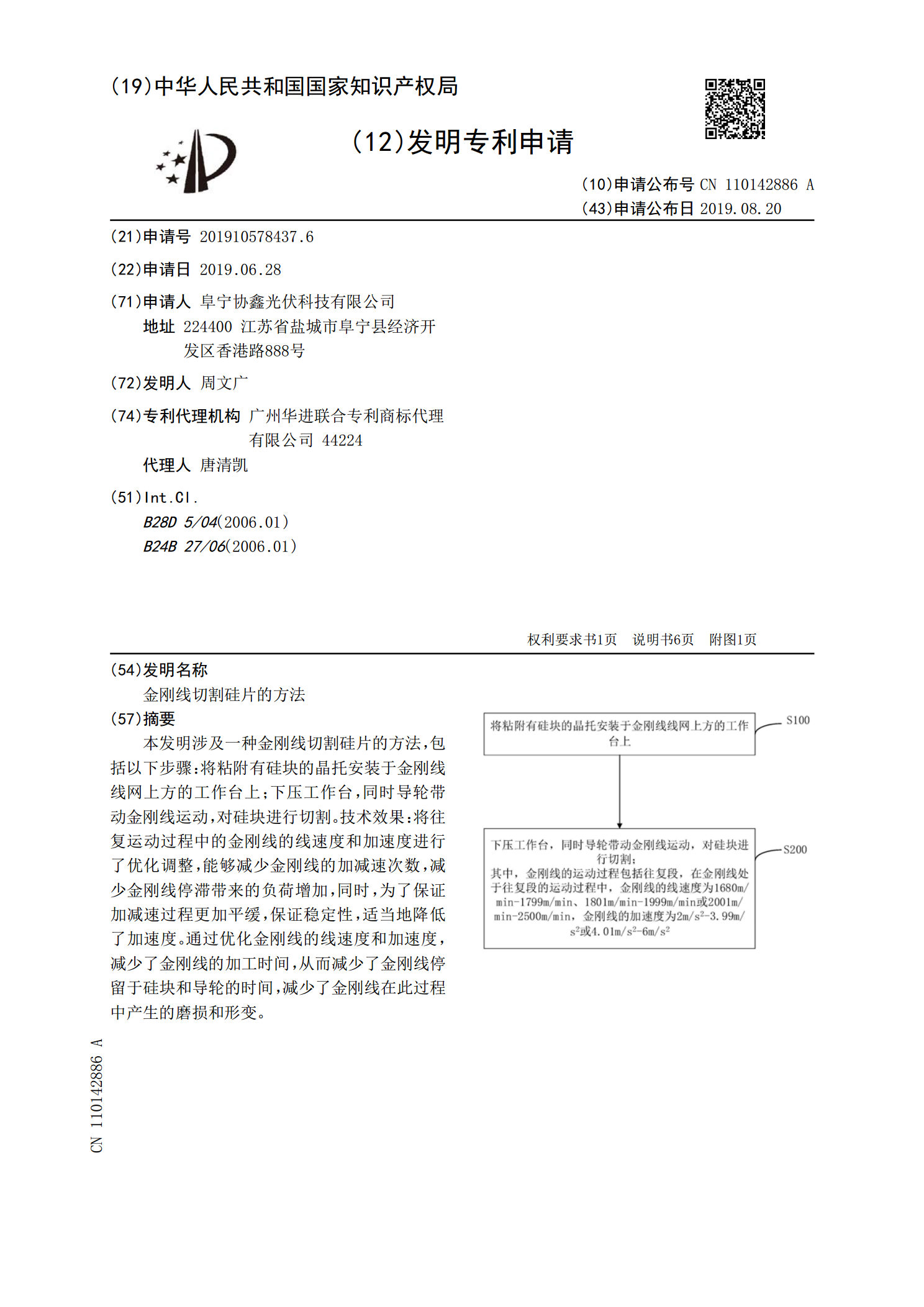
本发明涉及一种金刚线切割硅片的方法,包括以下步骤:将粘附有硅块的晶托安装于金刚线线网上方的工作台上;下压工作台,同时导轮带动金刚线运动,对硅块进行切割。技术效果:将往复运动过程中的金刚线的线速度和加速度进行了优化调整,能够减少金刚线的加减速次数,减少金刚线停滞带来的负荷增加,同时,为了保证加减速过程更加平缓,保证稳定性,适当地降低了加速度。通过优化金刚线的线速度和加速度,减少了金刚线的加工时间,从而减少了金刚线停留于硅块和导轮的时间,减少了金刚线在此过程中产生的磨损和形变。

一种55μm金刚线切割硅片的方法.pdf
本发明涉及一种55μm金刚线切割硅片的方法,包括如下步骤:在上线轮和下线轮之间切割区域中布好切割线网,线网呈Z字形布置,两个导线轮之间的距离为M,上线轮和下线轮之间的距离为N,且M=N;设定切割线网的张力及运行速度、硅棒运动速度:起始加工阶段线网张力为8N、工件运动速度为2.3‑2.4mm/min、金刚线运动速度为600m/min、冷却液;连续加工过程中线网张力为9‑10N,工件运动速度为2.4mm/min、金刚线运动速度1500m/min;结束阶段线网张力为12N、工件运动速度为1.0mm/min金刚线

一种金刚线切割后的硅片清洗方法.pdf
本发明涉及硅片清洗领域,特别是涉及金刚线切割后的硅片领域。一种金刚线切割后的硅片清洗方法,按照如下的步骤进行,步骤一、将金刚线切割过的硅片在柠檬酸水溶液中清洗的步骤;步骤二、硅片在碱性清洗剂中清洗的步骤;步骤三、硅片在双氧水中清洗的步骤。通过碱洗前增加弱酸活化工艺,使得其硅片表面残留的金属离子更少,碱洗后增加双氧水清洗工艺祛除表面残留碱液、有机物、金属离子,同时使表面损伤层去除更大。硅片在后续电池制绒过程金字塔绒面的覆盖率更高,绒面更均一。
金刚线切割多晶硅片的装置及切割方法.pdf
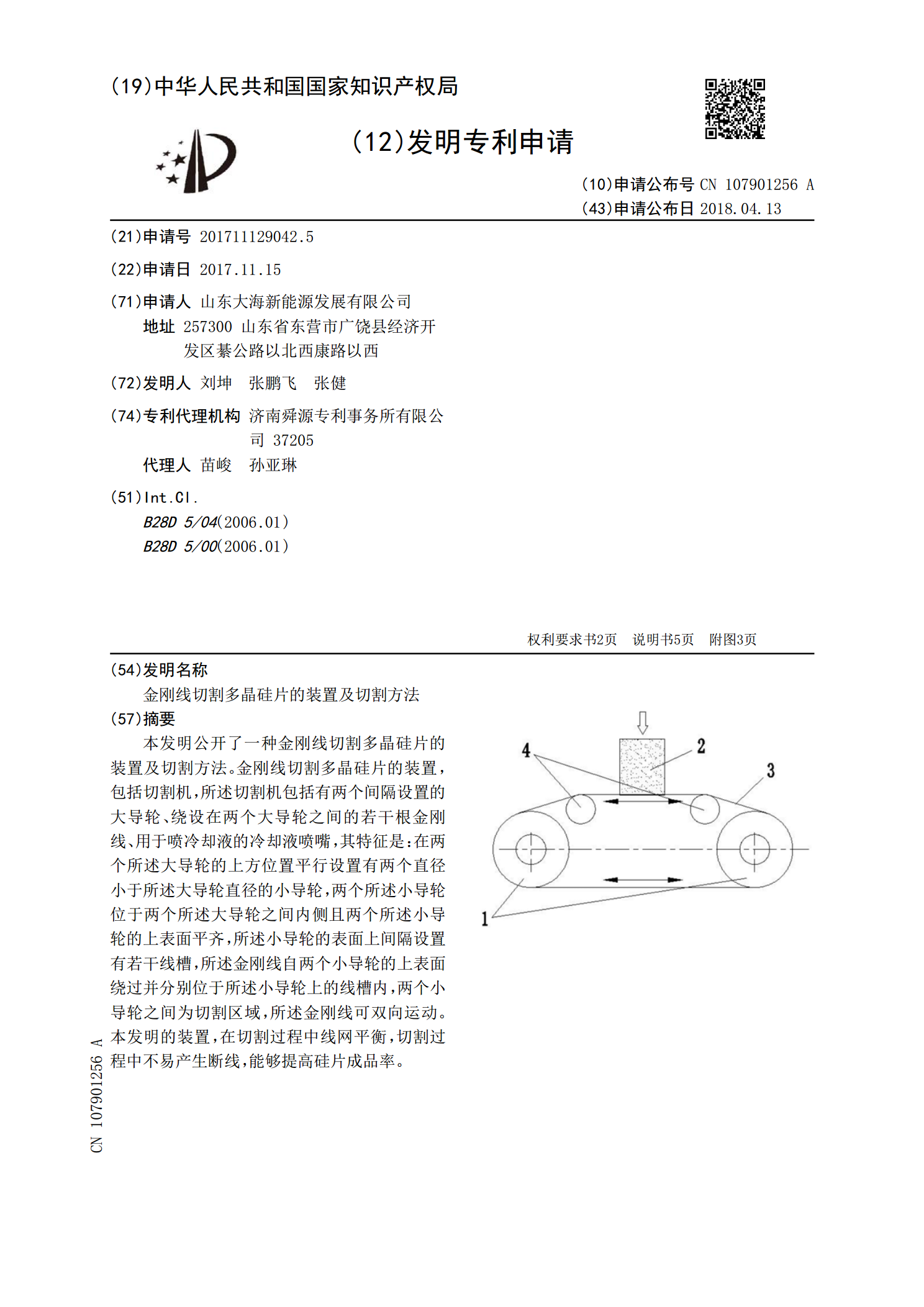
本发明公开了一种金刚线切割多晶硅片的装置及切割方法。金刚线切割多晶硅片的装置,包括切割机,所述切割机包括有两个间隔设置的大导轮、绕设在两个大导轮之间的若干根金刚线、用于喷冷却液的冷却液喷嘴,其特征是:在两个所述大导轮的上方位置平行设置有两个直径小于所述大导轮直径的小导轮,两个所述小导轮位于两个所述大导轮之间内侧且两个所述小导轮的上表面平齐,所述小导轮的表面上间隔设置有若干线槽,所述金刚线自两个小导轮的上表面绕过并分别位于所述小导轮上的线槽内,两个小导轮之间为切割区域,所述金刚线可双向运动。本发明的装置,在
一种晶硅片金刚线切割废料回收的方法.pdf
本发明公开了一种晶硅片金刚线切割废料回收的方法,包括以下步骤:选取晶硅片金刚线切割废料为原料,在120‑160℃下干燥3‑5h,粉碎后向其中加入10‑20倍水,搅拌均匀后静置10‑20分钟,除去漂浮的杂质,投入球磨机球磨后静置沉淀,排出上清液,将沉淀进行压滤,得到滤饼,将滤饼放入球磨机内研磨筛分后加入胶黏剂后进行造粒,经过挤压制成球体,加入8%氧化钙进行混合后,再投入中频炉中,投入完毕确认安全后送电,电流从500A起送,冶炼过程中通过人工稳定在1000A左右,随着主料的消耗,液位每下降10cm,出炉前添加