
型材分拣上料装置及其分拣方法.pdf

映雁****魔王

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
型材分拣上料装置及其分拣方法.pdf
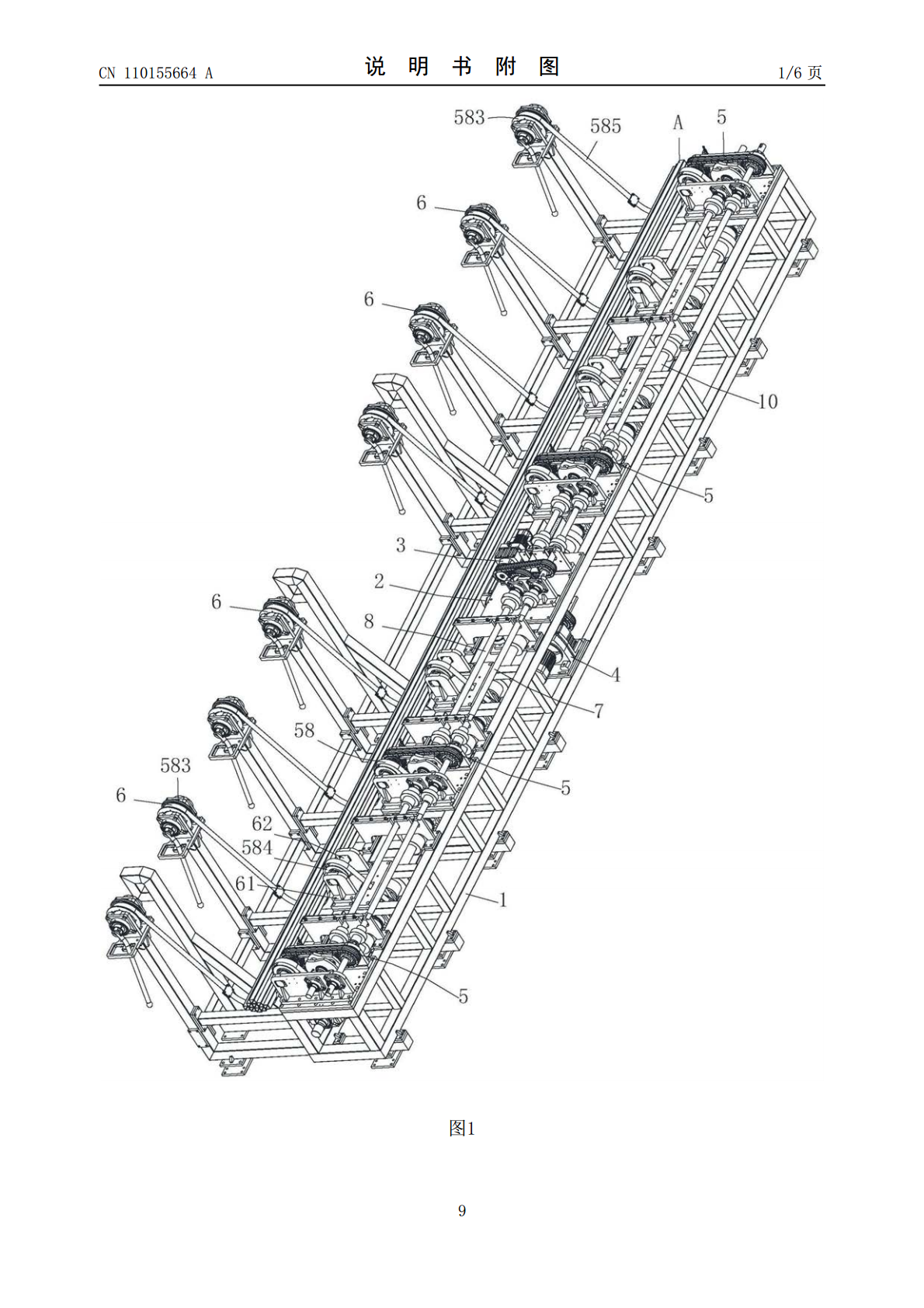
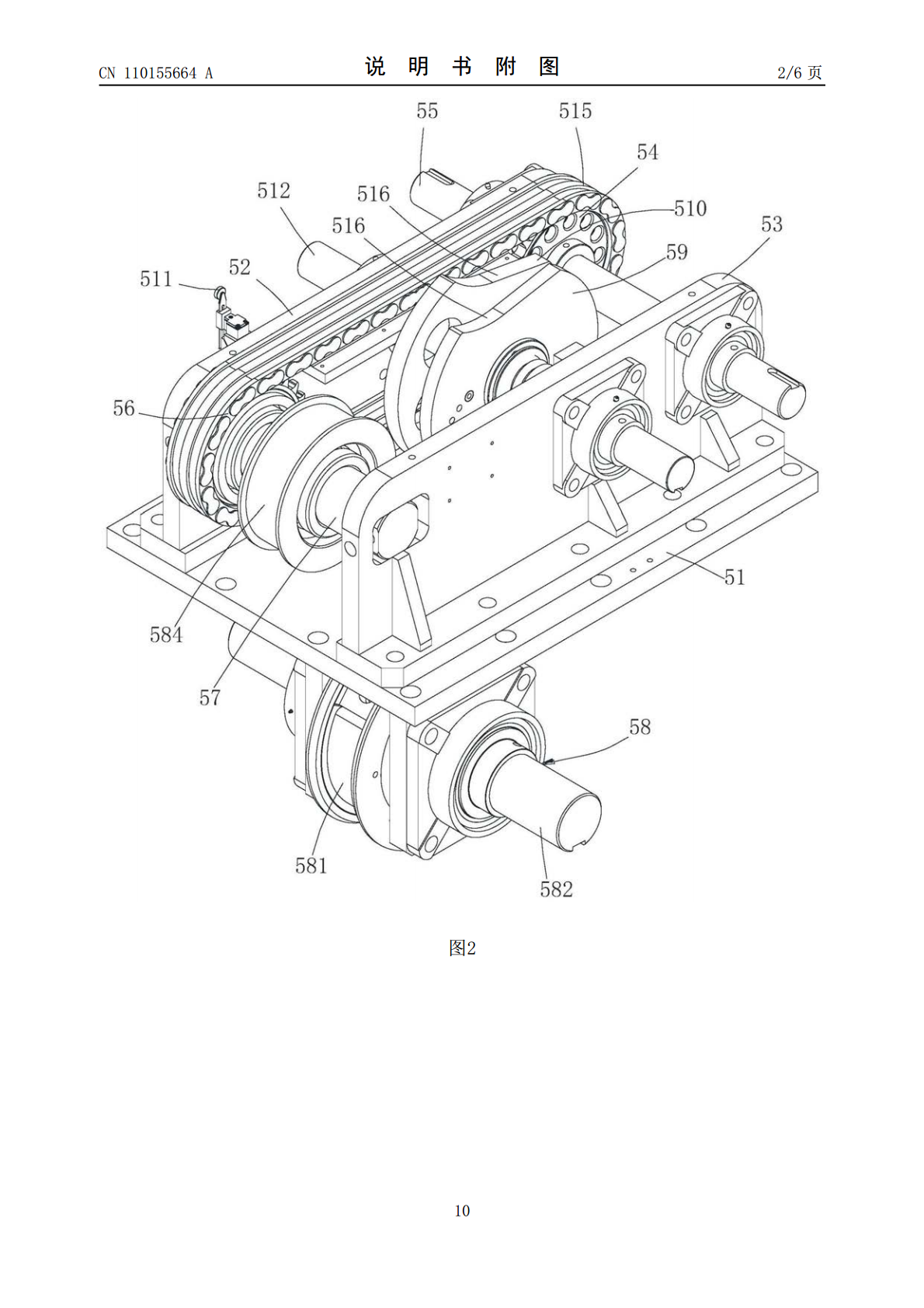
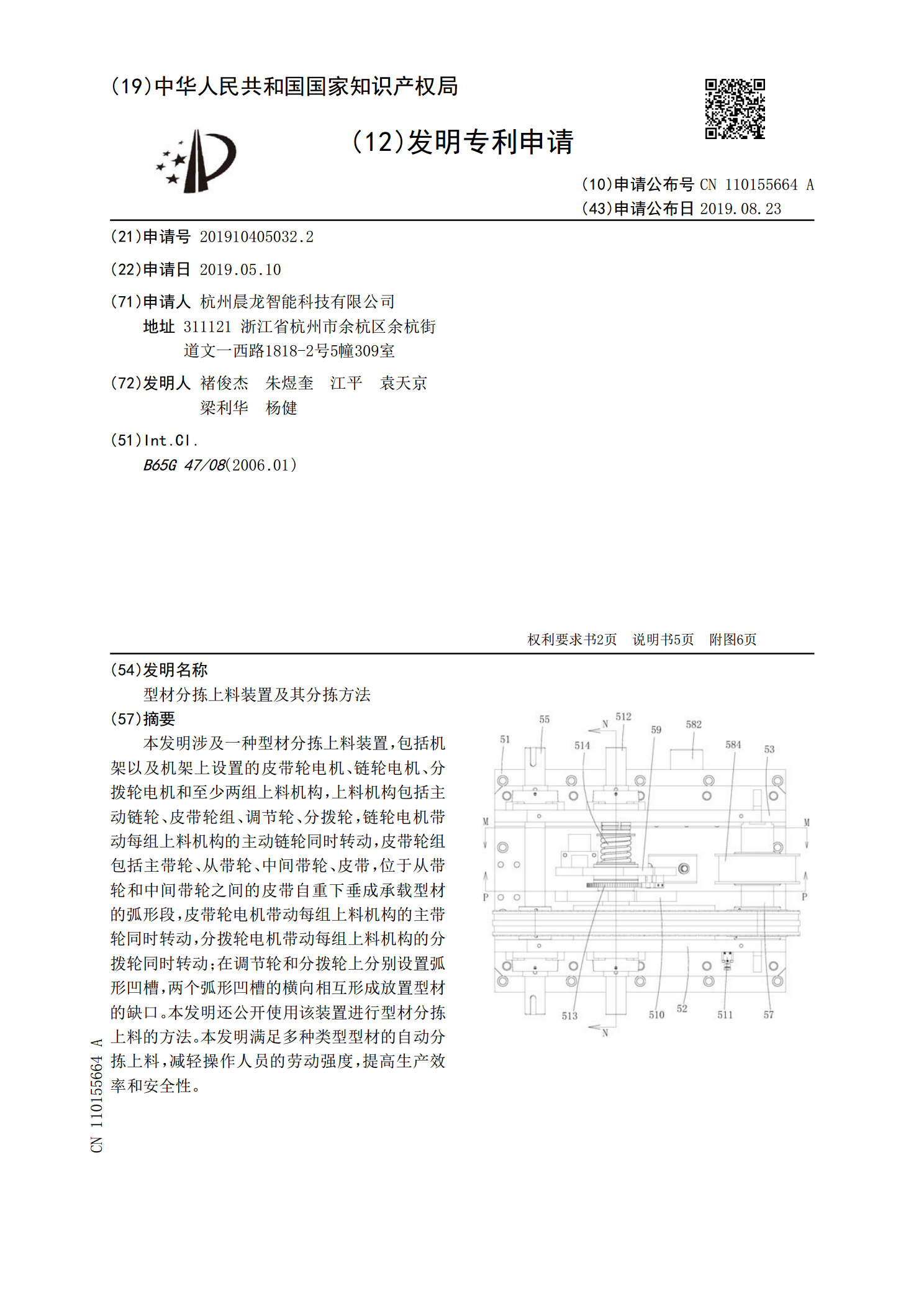
本发明涉及一种型材分拣上料装置,包括机架以及机架上设置的皮带轮电机、链轮电机、分拨轮电机和至少两组上料机构,上料机构包括主动链轮、皮带轮组、调节轮、分拨轮,链轮电机带动每组上料机构的主动链轮同时转动,皮带轮组包括主带轮、从带轮、中间带轮、皮带,位于从带轮和中间带轮之间的皮带自重下垂成承载型材的弧形段,皮带轮电机带动每组上料机构的主带轮同时转动,分拨轮电机带动每组上料机构的分拨轮同时转动;在调节轮和分拨轮上分别设置弧形凹槽,两个弧形凹槽的横向相互形成放置型材的缺口。本发明还公开使用该装置进行型材分拣上料的方
衣物分拣箱分拣方法及其分拣装置.pdf
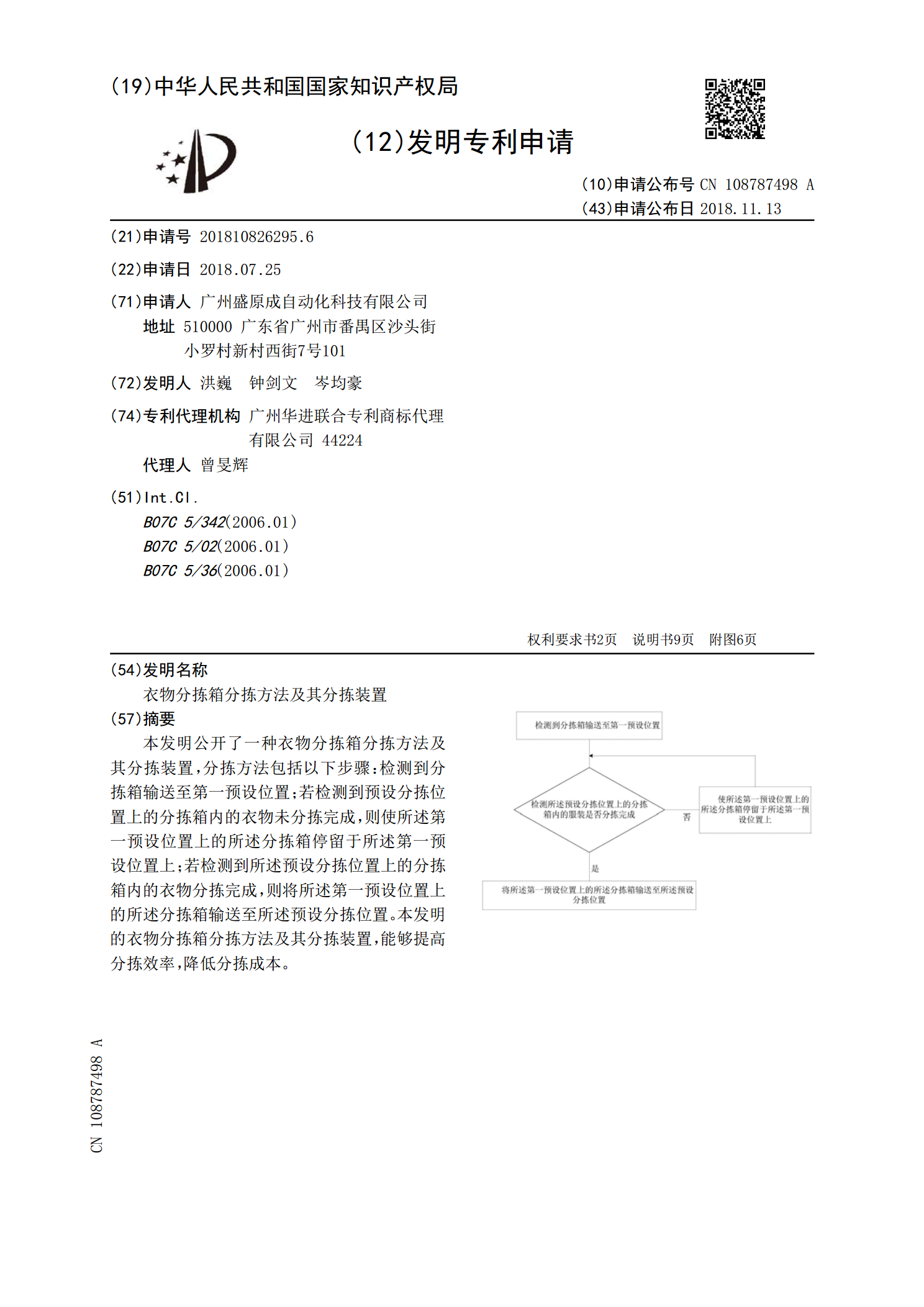
本发明公开了一种衣物分拣箱分拣方法及其分拣装置,分拣方法包括以下步骤:检测到分拣箱输送至第一预设位置;若检测到预设分拣位置上的分拣箱内的衣物未分拣完成,则使所述第一预设位置上的所述分拣箱停留于所述第一预设位置上;若检测到所述预设分拣位置上的分拣箱内的衣物分拣完成,则将所述第一预设位置上的所述分拣箱输送至所述预设分拣位置。本发明的衣物分拣箱分拣方法及其分拣装置,能够提高分拣效率,降低分拣成本。
半导体器件分拣装置及其分拣方法.pdf
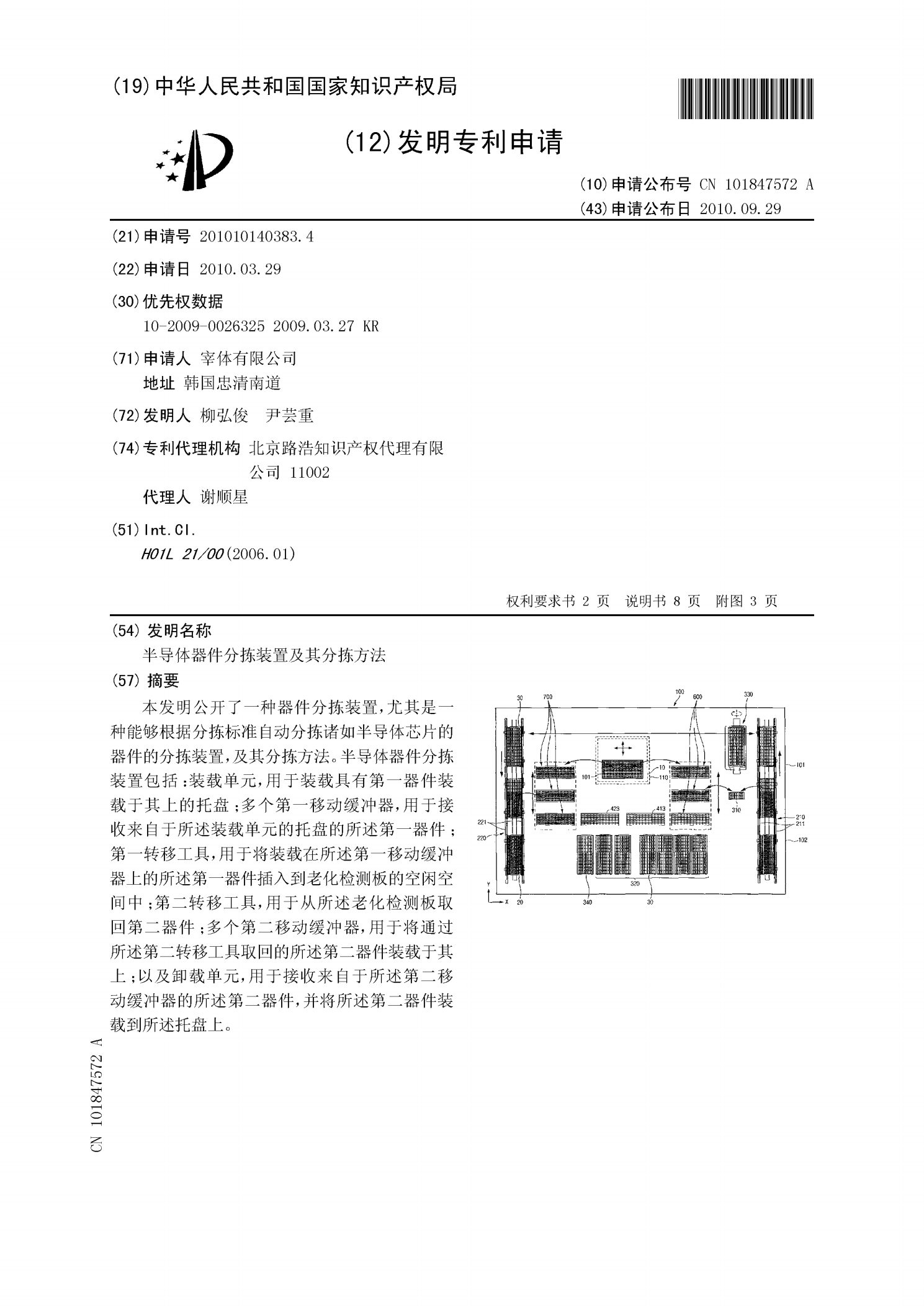
本发明公开了一种器件分拣装置,尤其是一种能够根据分拣标准自动分拣诸如半导体芯片的器件的分拣装置,及其分拣方法。半导体器件分拣装置包括:装载单元,用于装载具有第一器件装载于其上的托盘;多个第一移动缓冲器,用于接收来自于所述装载单元的托盘的所述第一器件;第一转移工具,用于将装载在所述第一移动缓冲器上的所述第一器件插入到老化检测板的空闲空间中;第二转移工具,用于从所述老化检测板取回第二器件;多个第二移动缓冲器,用于将通过所述第二转移工具取回的所述第二器件装载于其上;以及卸载单元,用于接收来自于所述第二移动缓冲器

成品笔自动分拣上料装置.pdf
本发明揭示了一种成品笔自动分拣上料装置,包括机架、设置在机架内的料仓、链轮,分拣机构及传送机构,所述分拣机构对堆置于所述料仓中的成品笔进行分拣,所述传送机构对分拣后的成品笔进行传送,所述分拣机构固定设置于所述传送机构上,所述传送机构环形绕置于所述链轮上,形成环形输送轨道,链轮包括主动轮和从动轮,主动轮在驱动电机的驱动下与从动轮配合带动分拣机构及传送机构的传送,实现对成品笔的自动分拣,自动分拣上料机构一端还与计数装置、装盒装置相连接,进一步实现成品笔的计数包装。本发明可以实现成品笔的分拣上料,从而实现笔的自
钢丝储料分拣定位输送装置及分拣定位输送的方法.pdf
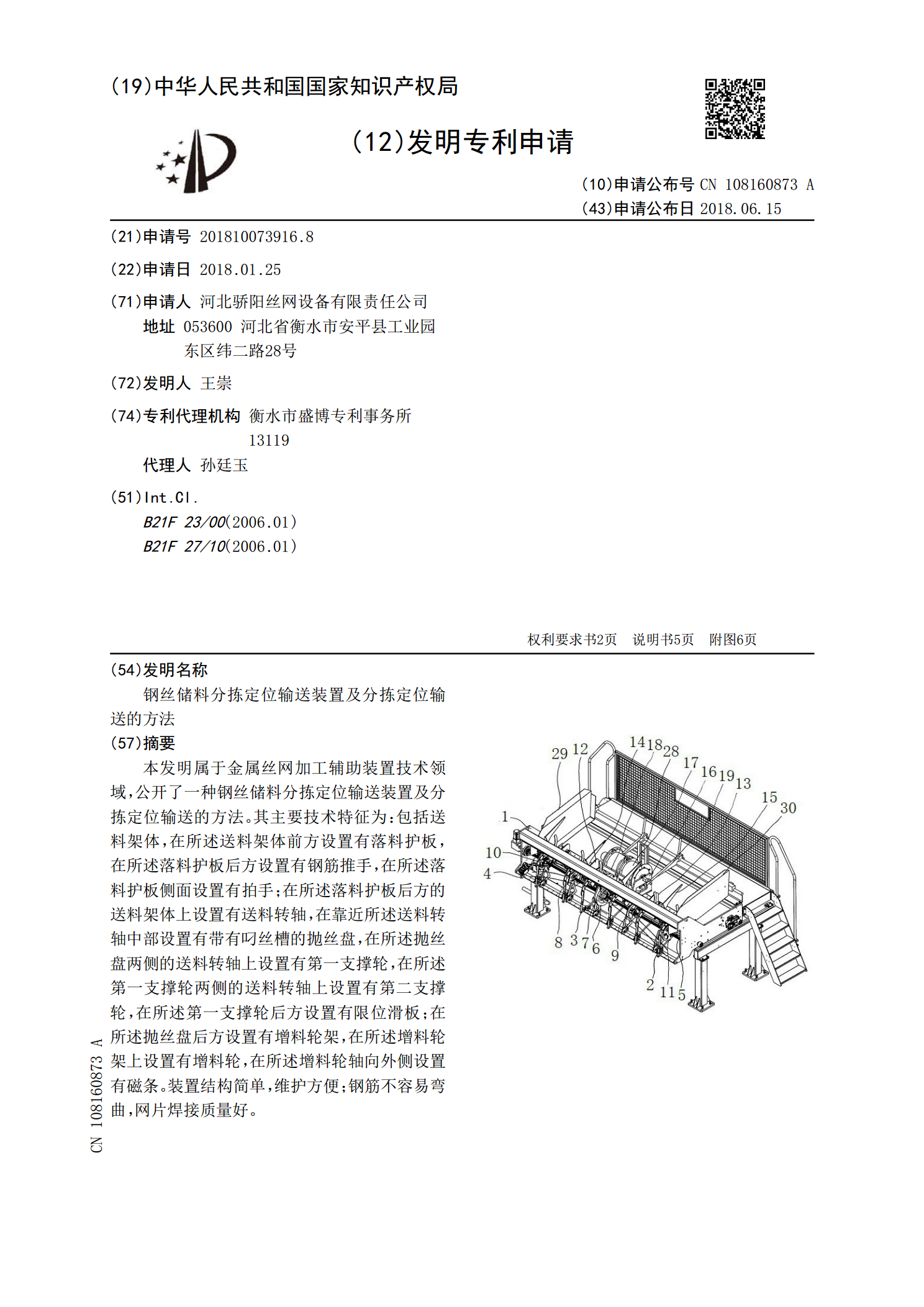
本发明属于金属丝网加工辅助装置技术领域,公开了一种钢丝储料分拣定位输送装置及分拣定位输送的方法。其主要技术特征为:包括送料架体,在所述送料架体前方设置有落料护板,在所述落料护板后方设置有钢筋推手,在所述落料护板侧面设置有拍手;在所述落料护板后方的送料架体上设置有送料转轴,在靠近所述送料转轴中部设置有带有叼丝槽的抛丝盘,在所述抛丝盘两侧的送料转轴上设置有第一支撑轮,在所述第一支撑轮两侧的送料转轴上设置有第二支撑轮,在所述第一支撑轮后方设置有限位滑板;在所述抛丝盘后方设置有增料轮架,在所述增料轮架上设置有增料