
双联式螺旋齿轮对齿装置及使用方法.pdf

努力****梓颖

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
双联式螺旋齿轮对齿装置及使用方法.pdf
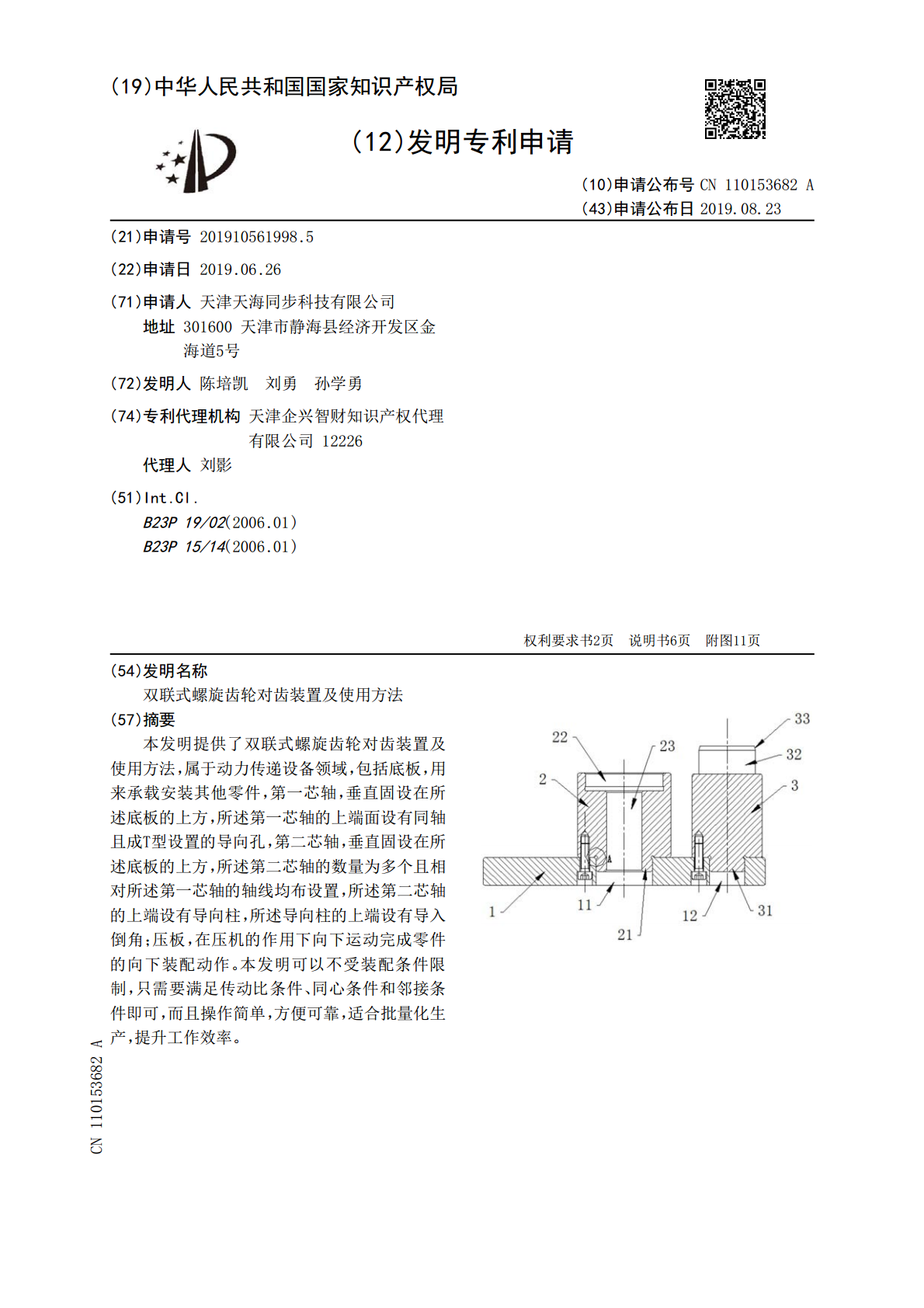
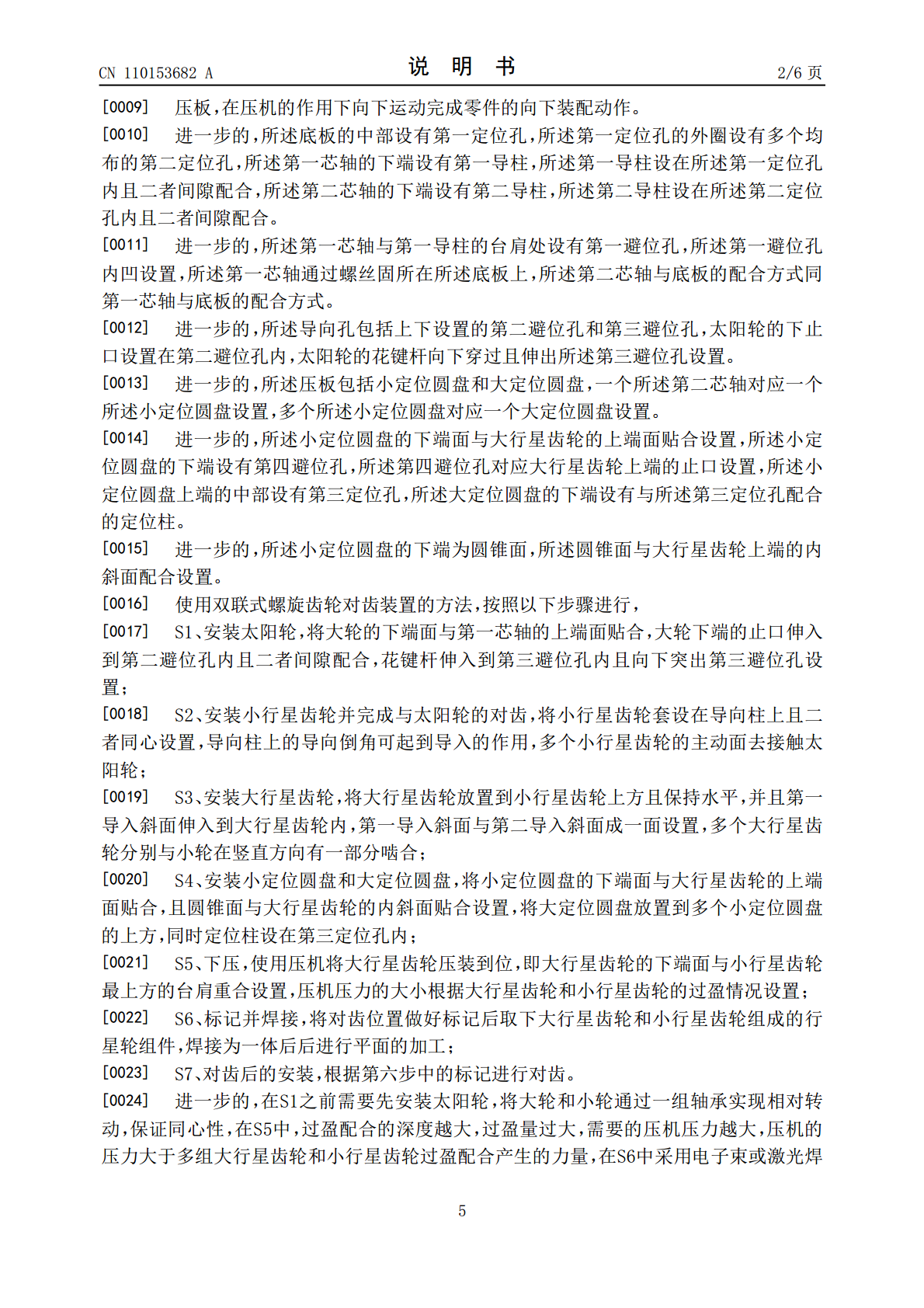
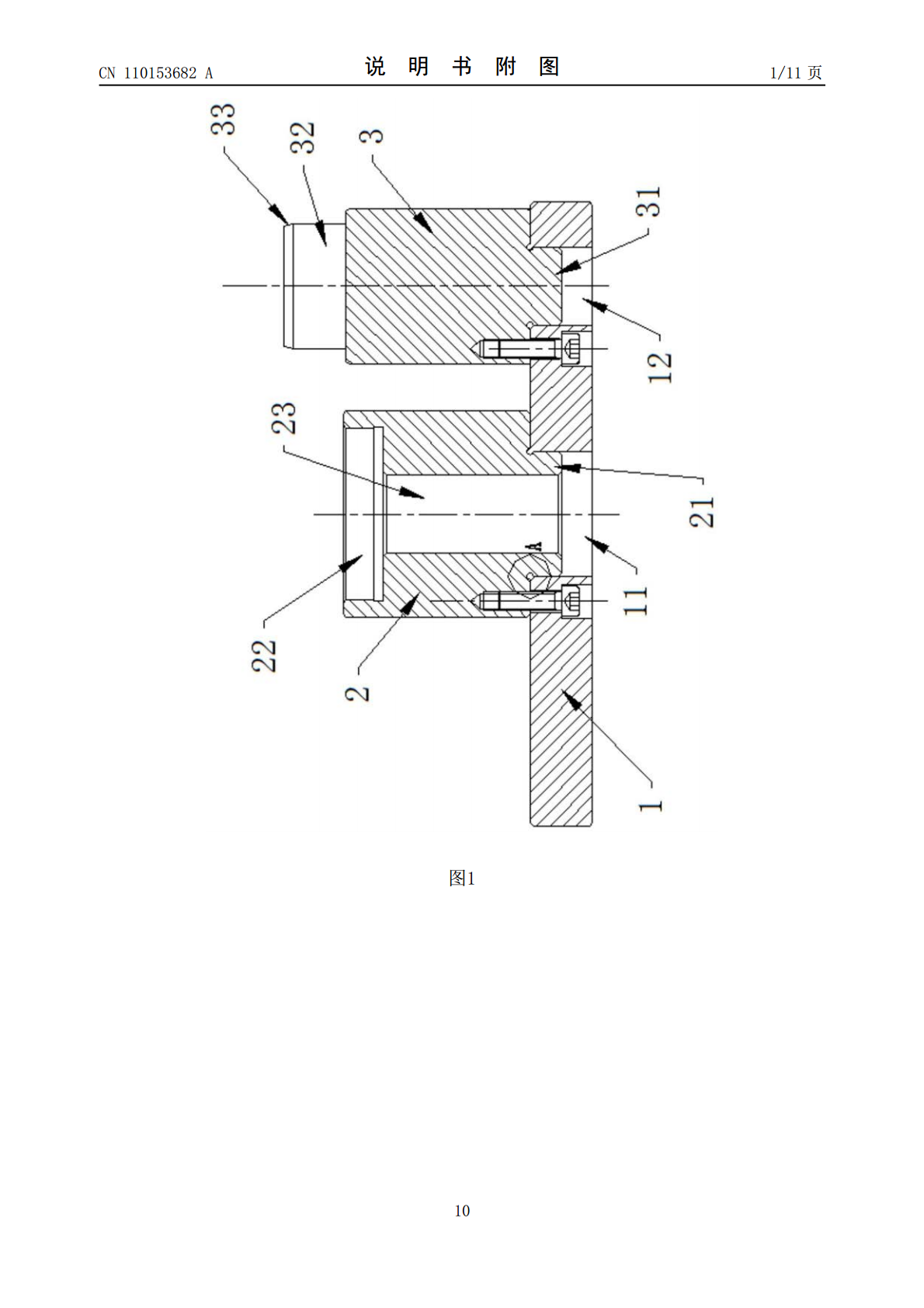
本发明提供了双联式螺旋齿轮对齿装置及使用方法,属于动力传递设备领域,包括底板,用来承载安装其他零件,第一芯轴,垂直固设在所述底板的上方,所述第一芯轴的上端面设有同轴且成T型设置的导向孔,第二芯轴,垂直固设在所述底板的上方,所述第二芯轴的数量为多个且相对所述第一芯轴的轴线均布设置,所述第二芯轴的上端设有导向柱,所述导向柱的上端设有导入倒角;压板,在压机的作用下向下运动完成零件的向下装配动作。本发明可以不受装配条件限制,只需要满足传动比条件、同心条件和邻接条件即可,而且操作简单,方便可靠,适合批量化生产,提升
双联齿轮对齿装置及其装配方法.pdf
本发明了公开一种齿轮装配领域的双联齿轮对齿装置及其装配方法,装置包括外支撑座、内筒、轴齿轮锥套、第一旋转支撑、第二旋转支撑、轴齿轮齿槽定位机构、盘齿轮齿槽定位机构和轴齿轮齿顶定位机构,所述内筒的上部通过第一旋转支撑与外支撑座的上部转动连接,内筒的下部通过第二旋转支撑与外支撑座的下部转动连接,所述外支撑座上具有第一平台及第二平台,所述轴齿轮齿顶定位机构安装在内筒的第三平台上,且与内筒的第一内螺纹配合,所述轴齿轮锥套具有第一外锥面和第一圆柱内孔,第一外锥面与内筒的第一锥孔配合。方法包括步骤1:将轴齿轮锥套套装

一种双联齿轮对齿热装夹具.pdf
本发明公开了一种双联齿轮对齿热装夹具,该对齿夹具采用上下对齿结构,用固定心轴方式对工件进行径向定位,两对齿块采用V型结构,其中下对齿块的驱动装置为螺纹丝杠结构,上对齿块的驱动装置为弹簧推动结构,各对齿块与其对应的驱动装置采用分体结构;其具有结构简单,操作方便,准确度高的特点。

双联齿轮对齿工艺技术研究与改进.docx
双联齿轮对齿工艺技术研究与改进一、引言双联齿轮对广泛应用于各种行业,如机械制造、汽车制造、飞机制造和船舶制造等领域。在双联齿轮对的生产过程中,齿轮对的精度要求非常高,因此对齿轮加工工艺和技术的研究和改进至关重要。本文将着重探讨双联齿轮对齿工艺技术的研究和改进。二、双联齿轮对齿工艺技术1.齿轮的精度要求齿轮对作为机械传动的主要组成部分,其工作精度和寿命对整个机械设备的性能和可靠性具有重要影响。齿轮对的质量主要取决于齿轮加工的精度,其中包括齿轮的基本公差、齿面尺寸公差、齿形公差、磨削机床的磨削稳定性、加工刀具

双齿错齿齿隙控制装置.pdf
本发明公开了一种双齿错齿齿隙控制装置,其包括传动轴、第一主动轮、第二主动轮和从动轮,第一主动轮与传动轴固定连接,第一主动轮和第二主动轮的齿宽均小于从动轮的齿槽宽,第一主动轮与从动轮保持啮合,第二主动轮的轴孔内壁设置有多道滚珠槽,传动轴的外壁面与第二主动轮的滚珠槽对应的部位也设置有对应的滚珠槽,滚珠槽内设置有若干个滚珠,滚珠槽与传动轴的轴向呈一定角度设置,在第二主动轮的顶端设置有压块,压块推动第二主动轮沿着传动轴移动,并使第二主动轮在移动过程中发生一定角度的转动,最终与从动轮啮合。本发明的双齿错齿齿隙控制装