
轮毂轴承单元游隙控制方法的研究.pdf

是你****盟主

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮毂轴承单元游隙控制方法的研究.pdf
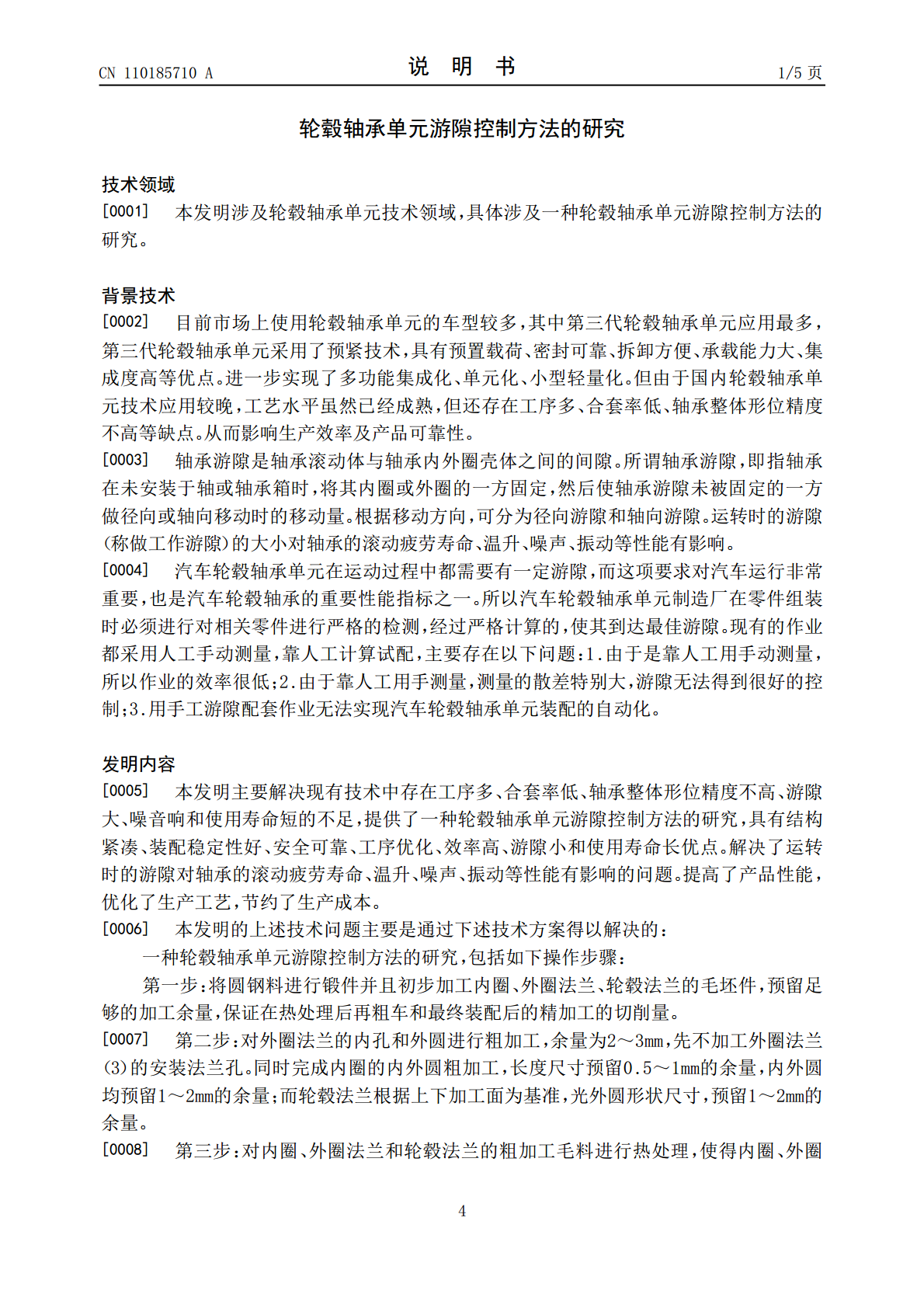
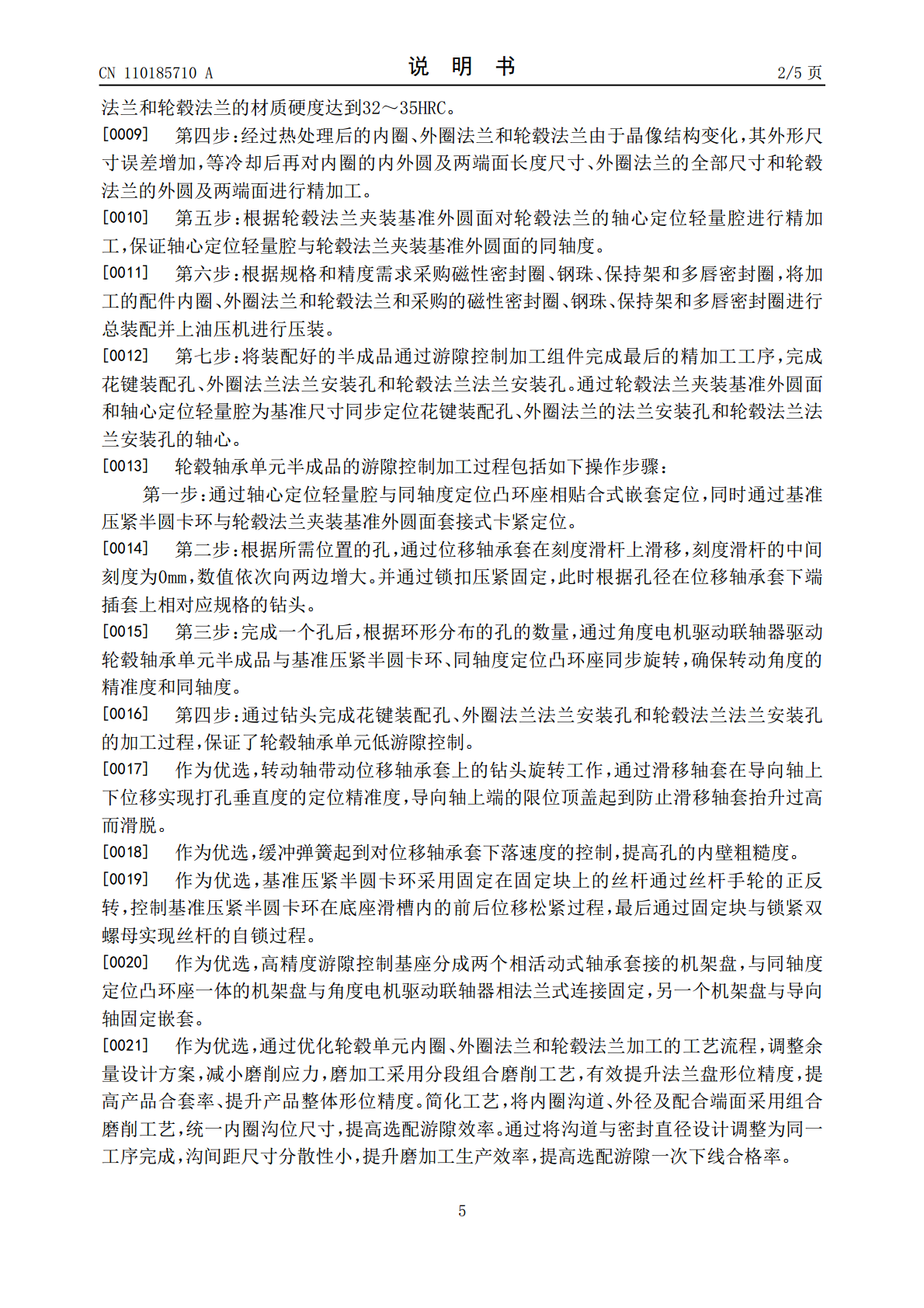
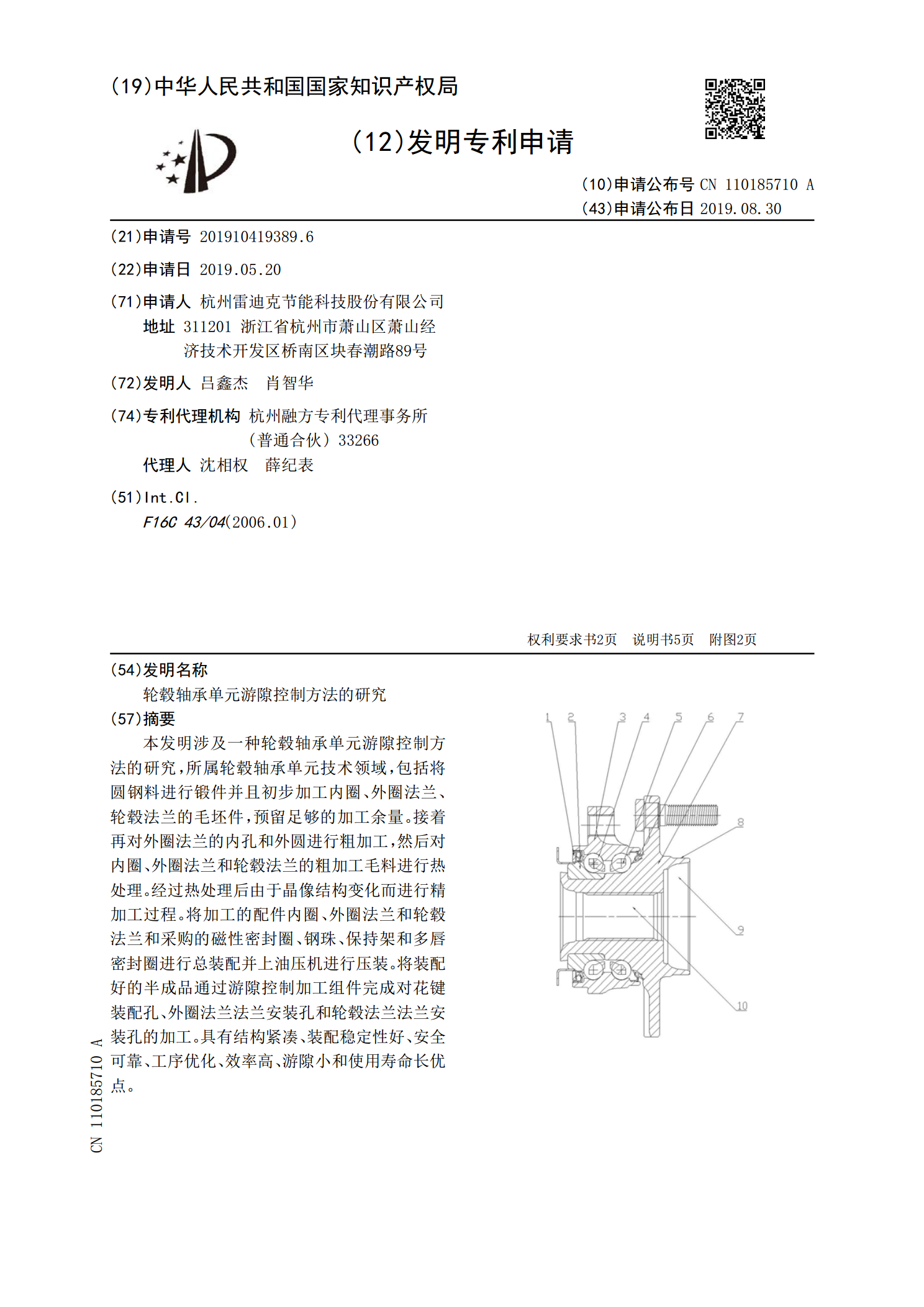
本发明涉及一种轮毂轴承单元游隙控制方法的研究,所属轮毂轴承单元技术领域,包括将圆钢料进行锻件并且初步加工内圈、外圈法兰、轮毂法兰的毛坯件,预留足够的加工余量。接着再对外圈法兰的内孔和外圆进行粗加工,然后对内圈、外圈法兰和轮毂法兰的粗加工毛料进行热处理。经过热处理后由于晶像结构变化而进行精加工过程。将加工的配件内圈、外圈法兰和轮毂法兰和采购的磁性密封圈、钢珠、保持架和多唇密封圈进行总装配并上油压机进行压装。将装配好的半成品通过游隙控制加工组件完成对花键装配孔、外圈法兰法兰安装孔和轮毂法兰法兰安装孔的加工。具
轮毂轴承负游隙检测方法.pdf
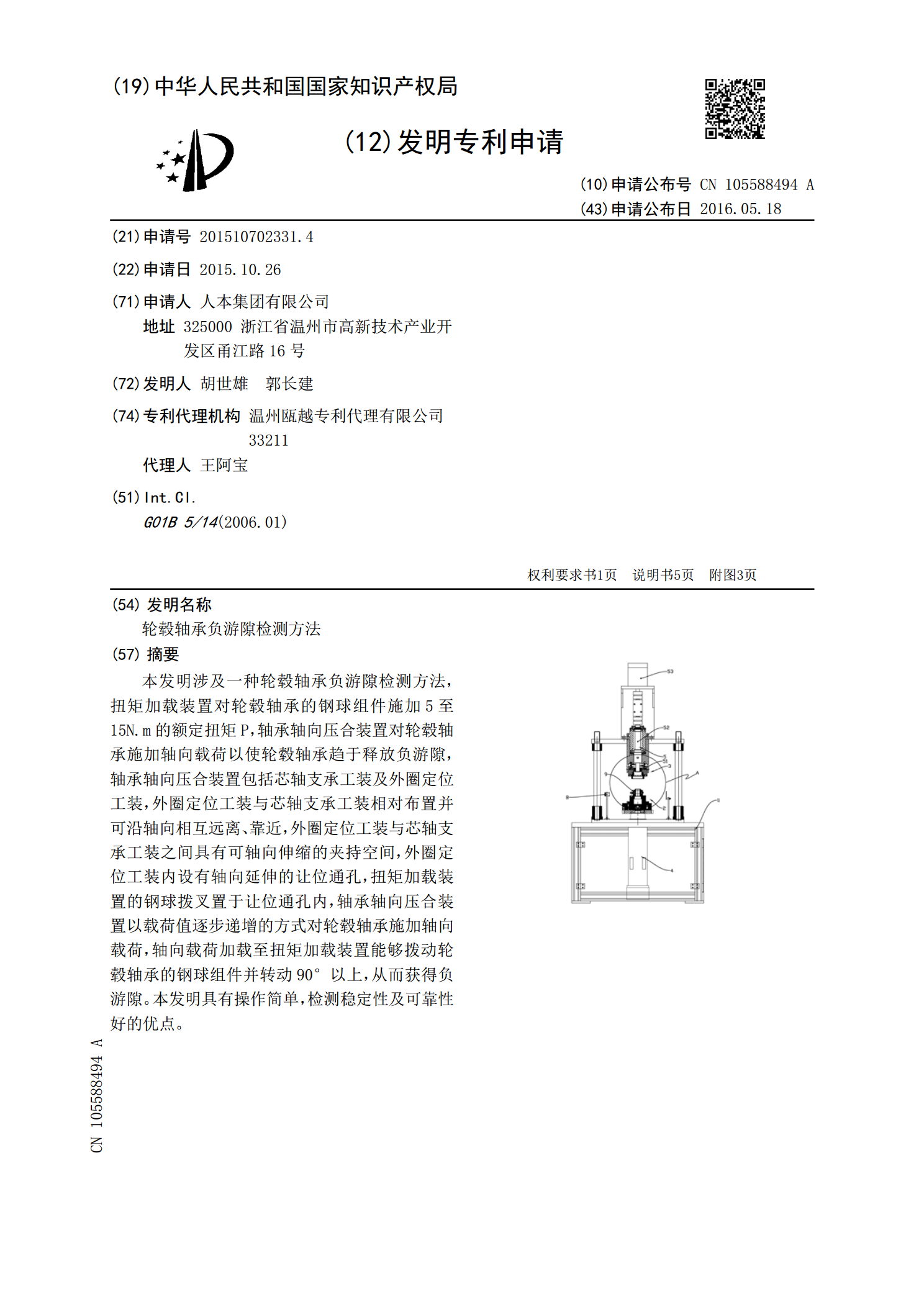
本发明涉及一种轮毂轴承负游隙检测方法,扭矩加载装置对轮毂轴承的钢球组件施加5至15N.m的额定扭矩P,轴承轴向压合装置对轮毂轴承施加轴向载荷以使轮毂轴承趋于释放负游隙,轴承轴向压合装置包括芯轴支承工装及外圈定位工装,外圈定位工装与芯轴支承工装相对布置并可沿轴向相互远离、靠近,外圈定位工装与芯轴支承工装之间具有可轴向伸缩的夹持空间,外圈定位工装内设有轴向延伸的让位通孔,扭矩加载装置的钢球拨叉置于让位通孔内,轴承轴向压合装置以载荷值逐步递增的方式对轮毂轴承施加轴向载荷,轴向载荷加载至扭矩加载装置能够拨动轮毂轴

驱动轮毂轴承单元总成游隙测量方法.pdf
本发明公开了一种对汽车驱动轮毂轴承单元总成游隙的新测量方法,该测量方法可以对汽车驱动轮毂轴承单元总成游隙进行旋转式多次精确测量,达到驱动轮毂轴承单元总成的内法兰盘滚道相对外法兰滚道的上下极限位置,消除外滚道和保持架之间干涉误差,使所有的滚动体与滚道充分接触,同时保证汽车驱动轮毂轴承单元总成的游隙重复精度。

一种游隙可调的轮毂轴承单元.pdf
本发明提供一种游隙可调的轮毂轴承单元,包括两个轴承、法兰盘和卡环,卡环固定压装在法兰盘内,在两个轴承内部安装有压力感应片,在两个轴承外圈中间设有环形液压装置,在液压装置的外部加装温度和压力感应装置,通过感应片接线与汽车外部连接;当温度和压力达到设定值时,两列轴承的外圈向中间移位,增大轴承游隙,反之则游隙减小,从而保证轮毂轴承单元在设定的游隙范围内工作,延长轮毂轴承的使用寿命,提高安全可靠性。
汽车轮毂轴承单元游隙选配机.pdf
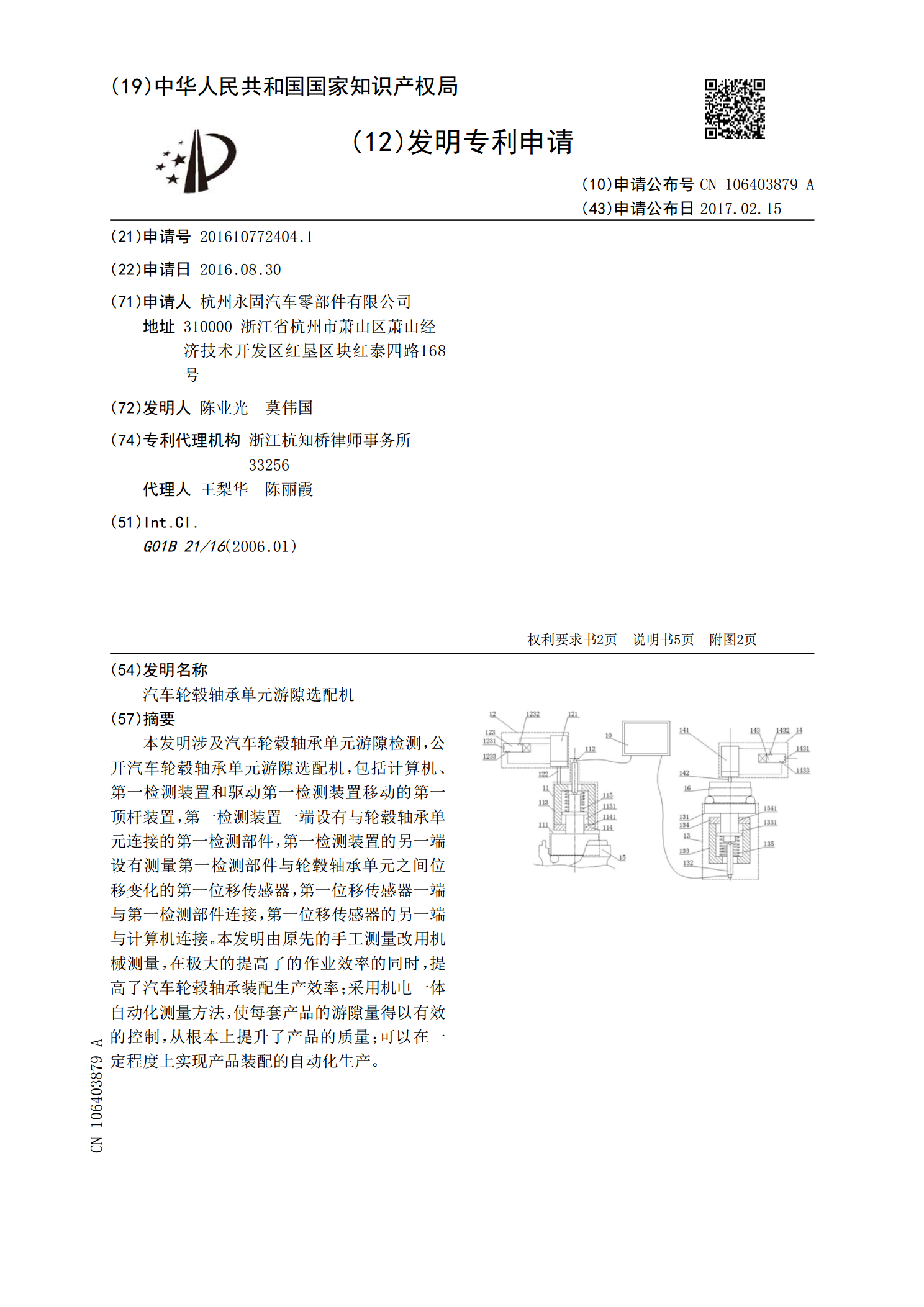
本发明涉及汽车轮毂轴承单元游隙检测,公开汽车轮毂轴承单元游隙选配机,包括计算机、第一检测装置和驱动第一检测装置移动的第一顶杆装置,第一检测装置一端设有与轮毂轴承单元连接的第一检测部件,第一检测装置的另一端设有测量第一检测部件与轮毂轴承单元之间位移变化的第一位移传感器,第一位移传感器一端与第一检测部件连接,第一位移传感器的另一端与计算机连接。本发明由原先的手工测量改用机械测量,在极大的提高了的作业效率的同时,提高了汽车轮毂轴承装配生产效率;采用机电一体自动化测量方法,使每套产品的游隙量得以有效的控制,从根本