
阀体类铸件铸造模具成型方法.pdf

景福****90

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
阀体类铸件铸造模具成型方法.pdf
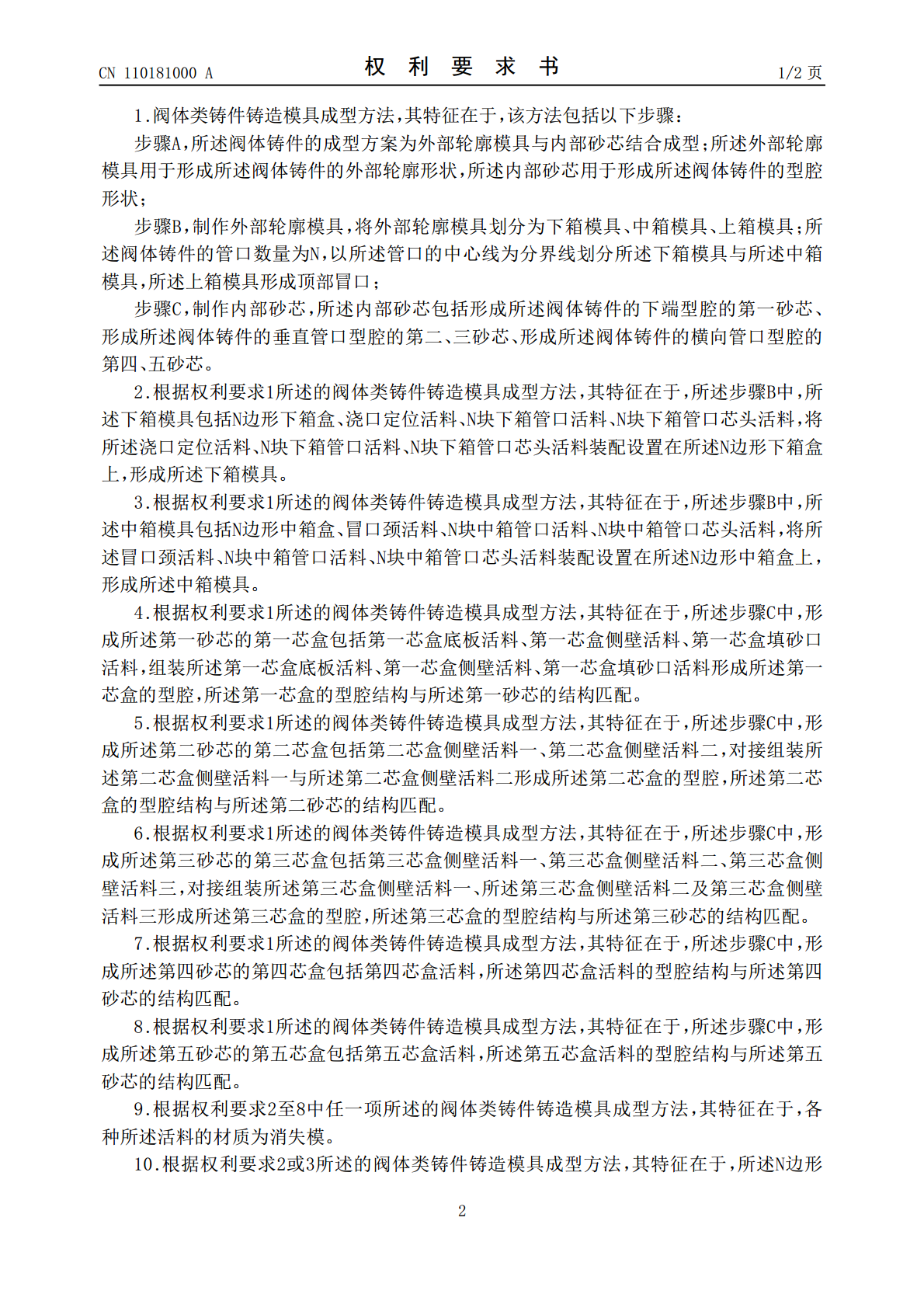
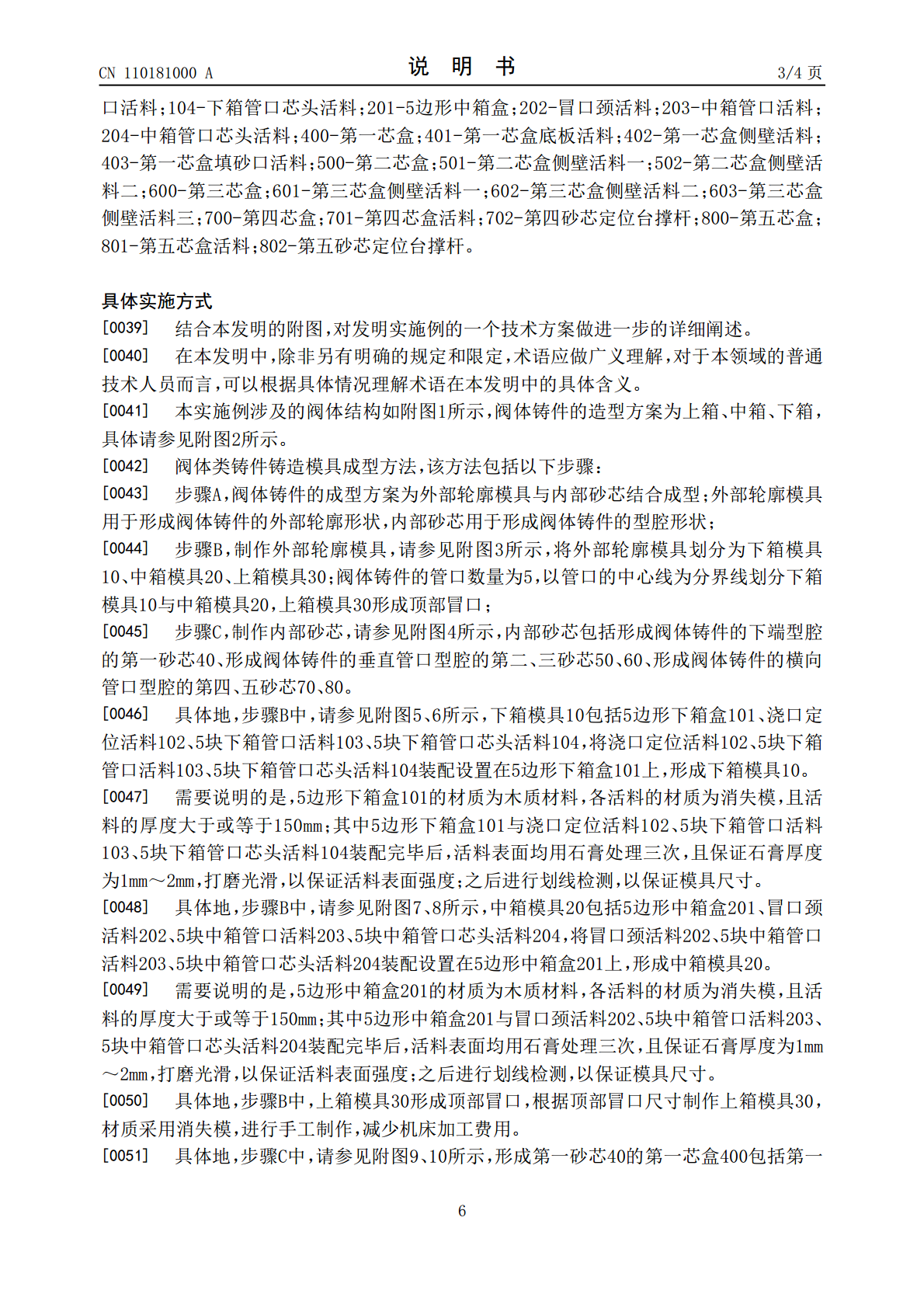
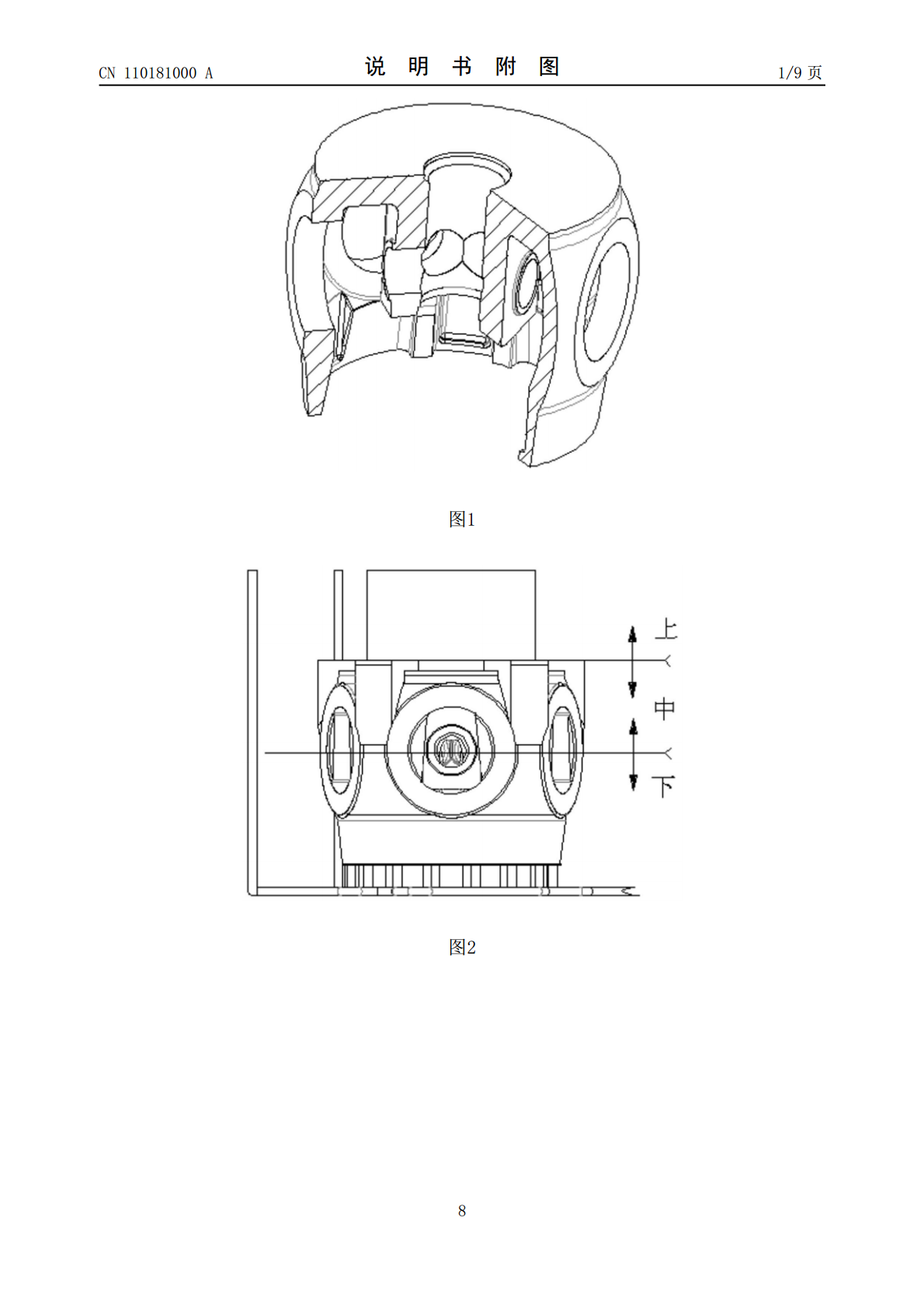
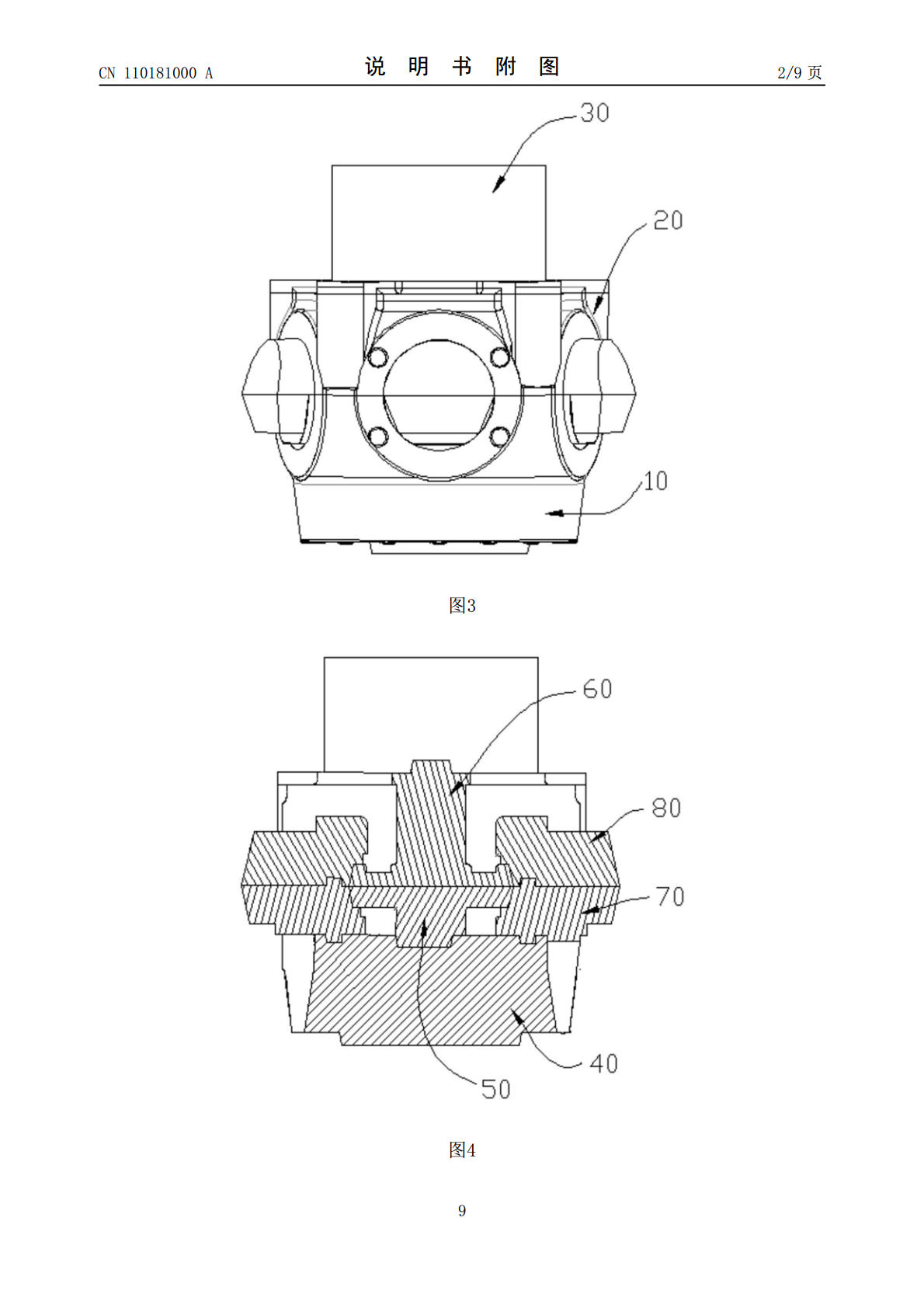
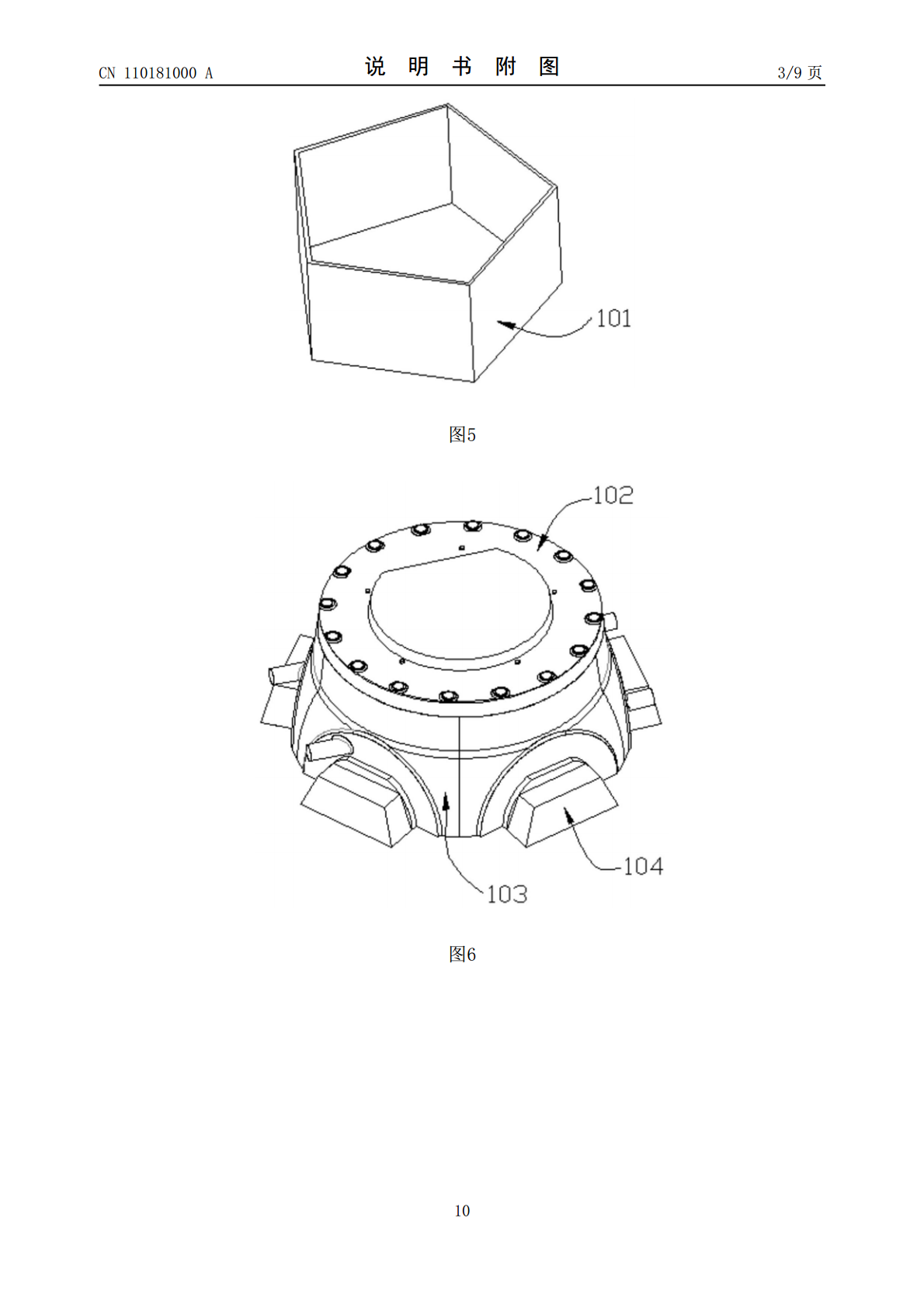
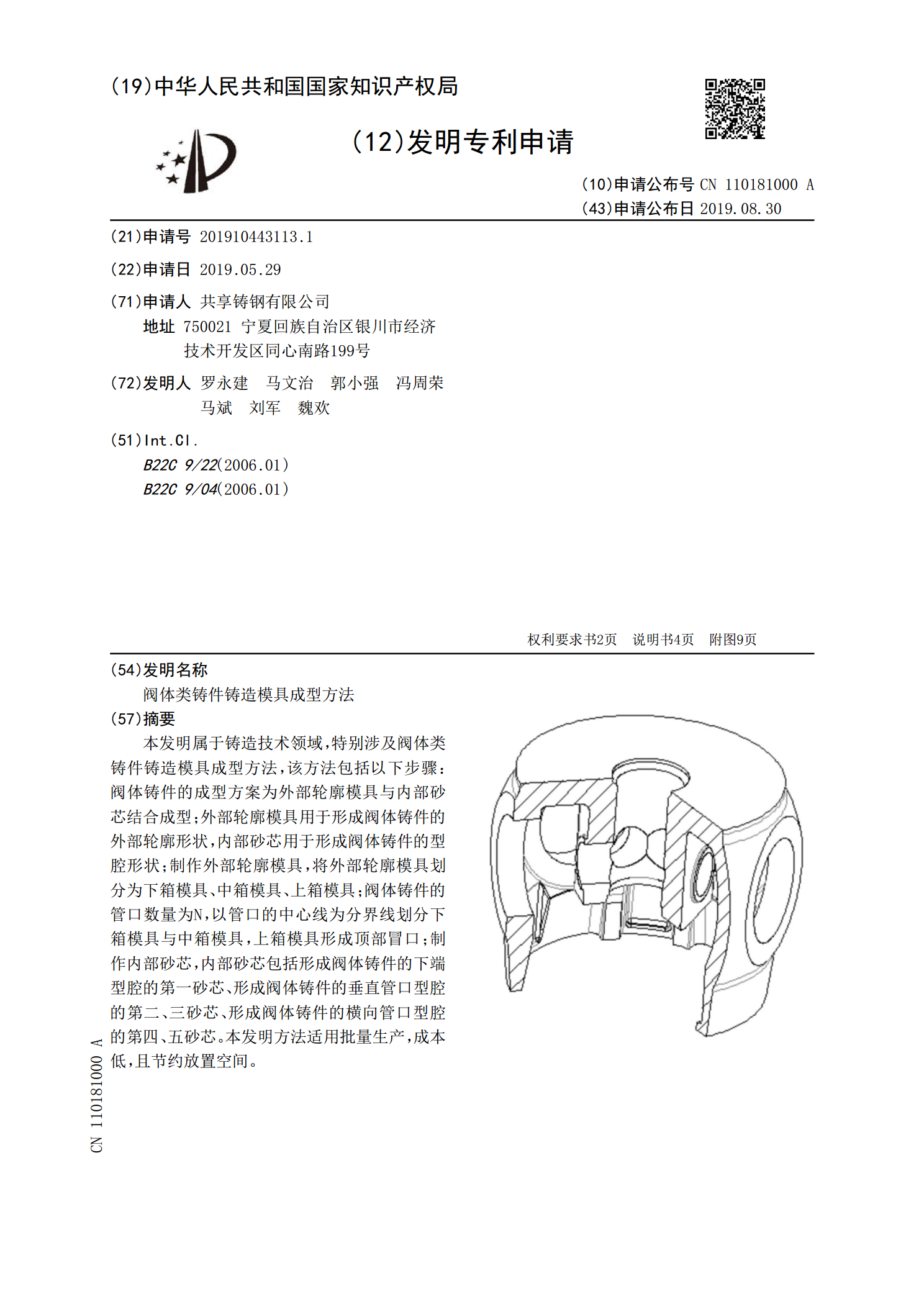
本发明属于铸造技术领域,特别涉及阀体类铸件铸造模具成型方法,该方法包括以下步骤:阀体铸件的成型方案为外部轮廓模具与内部砂芯结合成型;外部轮廓模具用于形成阀体铸件的外部轮廓形状,内部砂芯用于形成阀体铸件的型腔形状;制作外部轮廓模具,将外部轮廓模具划分为下箱模具、中箱模具、上箱模具;阀体铸件的管口数量为N,以管口的中心线为分界线划分下箱模具与中箱模具,上箱模具形成顶部冒口;制作内部砂芯,内部砂芯包括形成阀体铸件的下端型腔的第一砂芯、形成阀体铸件的垂直管口型腔的第二、三砂芯、形成阀体铸件的横向管口型腔的第四、五

阀体铸件的铸造生产工艺.pdf
本发明公开了一种阀体铸件的铸造生产工艺,该生产工艺依次包括模具制作、砂型制作、下芯操作、浇注操作和后续操作,其特征在于:所述砂型制作是指:先在模具的内部充实型砂,然后舂实型砂以完成造型,同时,在完成的造型上设置有充气孔;所述下芯操作与浇注操作之间设置有熔炼操作,该熔炼操作是指先按铸件要求选料,然后在熔化后的铁水中加入合金元素,再在铁水出炉时进行孕育处理,然后进行浇注;所述浇注操作是指:先将铁水注入型腔中,之后通过浇铸得到法兰铸件,这一方法克服了现有技术加工阀体铸件,工序较多,工作量大的问题,提高了生产效率
大气排放阀体铸件铸造工艺研究.pptx
汇报人:CONTENTS铸造工艺概述铸造工艺简介铸造工艺流程铸造工艺的应用和发展大气排放阀体铸件的特点和要求大气排放阀体铸件的特点大气排放阀体铸件的要求大气排放阀体铸件的质量控制铸造材料的选择和准备铸造材料的种类和特性铸造材料的选用原则铸造材料的准备和处理铸造工艺参数的确定熔炼温度和浇注温度模具温度和冷却速度铸造压力和充型速度铸造收缩率和溢流口设计铸造缺陷及防止措施铸造缺陷的分类和影响铸造缺陷的防止措施铸造缺陷的检测和处理大气排放阀体铸件的后续处理和性能检测铸件的清理和热处理铸件的性能检测和试验铸件的质量
一种精密铸件铸造模具及其铸造方法.pdf
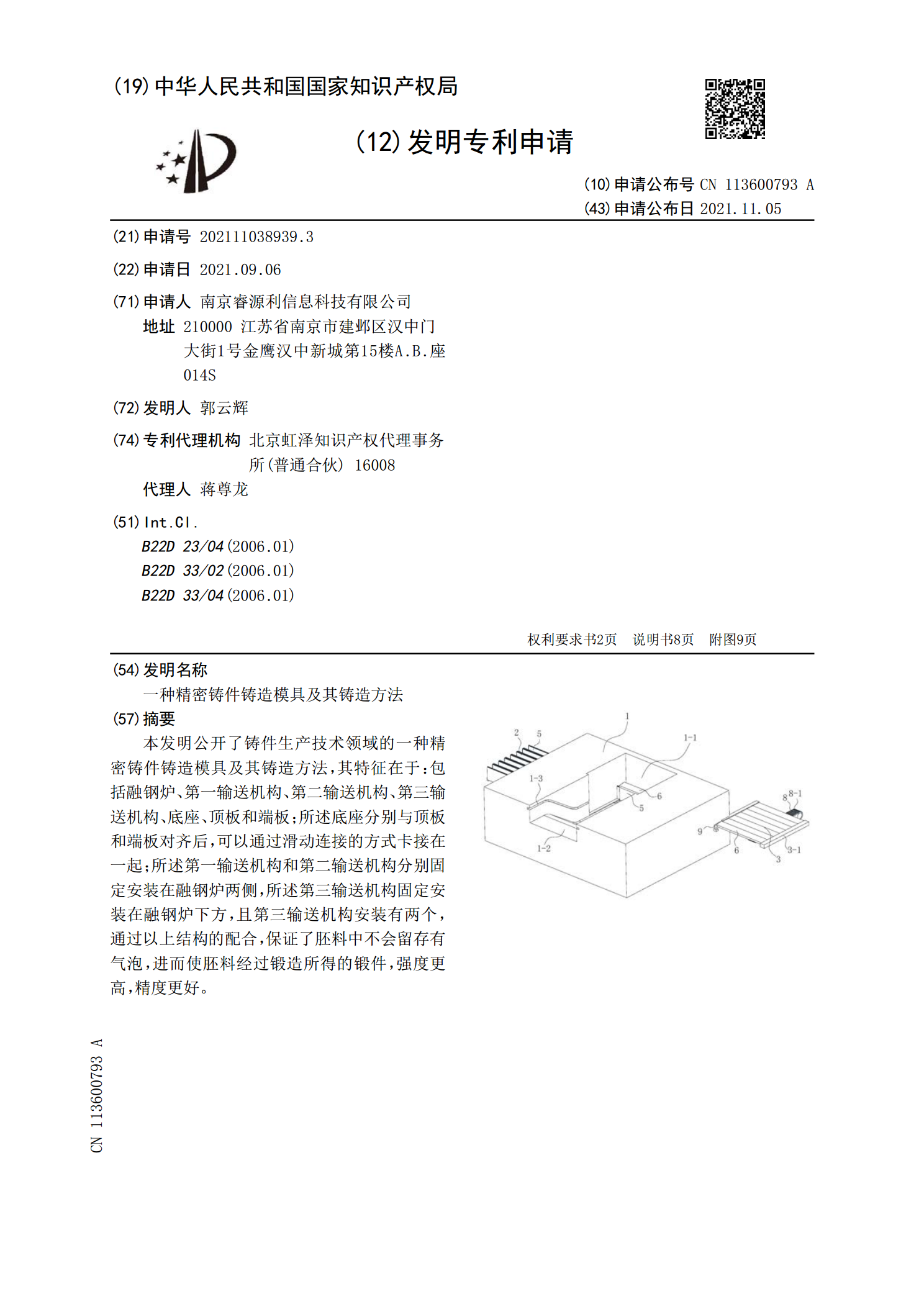
本发明公开了铸件生产技术领域的一种精密铸件铸造模具及其铸造方法,其特征在于:包括融钢炉、第一输送机构、第二输送机构、第三输送机构、底座、顶板和端板;所述底座分别与顶板和端板对齐后,可以通过滑动连接的方式卡接在一起;所述第一输送机构和第二输送机构分别固定安装在融钢炉两侧,所述第三输送机构固定安装在融钢炉下方,且第三输送机构安装有两个,通过以上结构的配合,保证了胚料中不会留存有气泡,进而使胚料经过锻造所得的锻件,强度更高,精度更好。

成型模具及铸造蜡模成型方法.pdf
本发明提供了一种成型模具及铸造蜡模成型方法,涉及铸造的技术领域,包括:模具主体;模具主体内设置有成型腔室;模具主体上设置有抽气口,抽气口与成型腔室连通,抽气口配置为能够将成型腔室内的气体排出,以使成型腔室为真空状态。通过在模具主体上设置抽气口,模具主体内的成型腔室中的气体通过抽气口排出,使成型腔室为真空状态,有效防止气体影响蜡模的成型质量,缓解了现有技术中存在的模具内型腔会有残留的空气,影响成型后的蜡模质量的技术问题,实现了提高蜡模成型质量的技术效果。