
一种精密铸件铸造模具及其铸造方法.pdf

王秋****哥哥

1/10
2/10
3/10

4/10
5/10
6/10
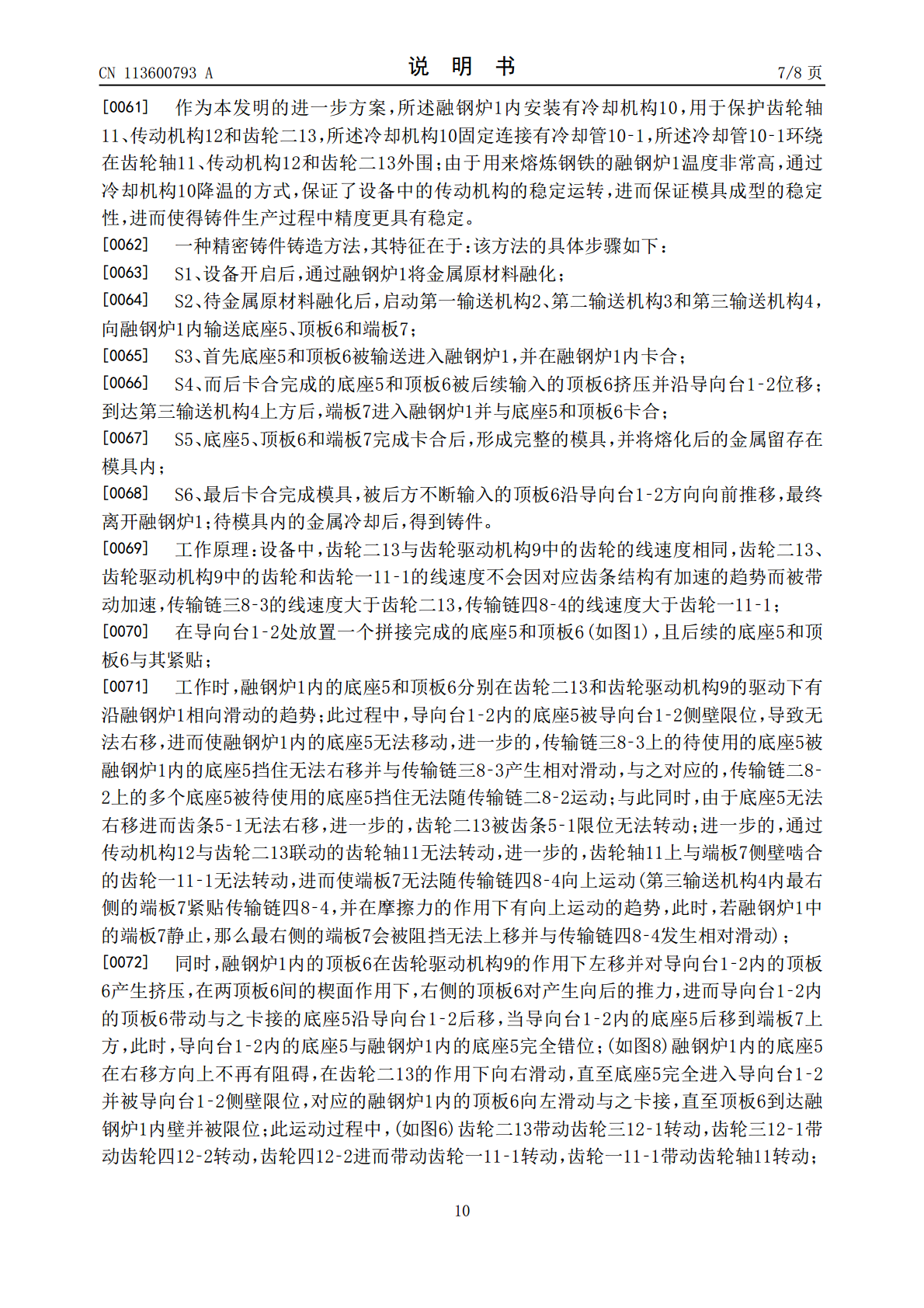
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种精密铸件铸造模具及其铸造方法.pdf
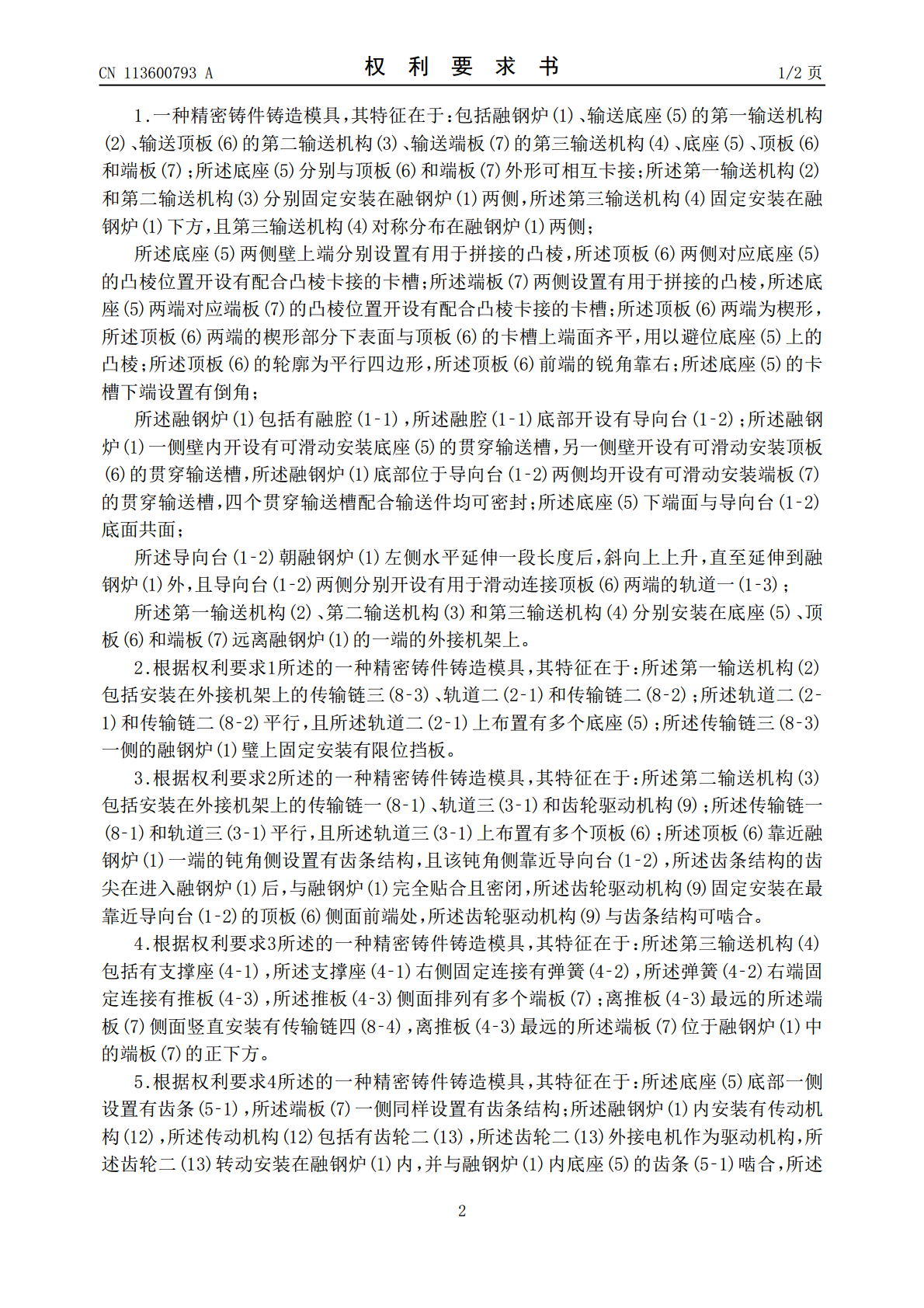
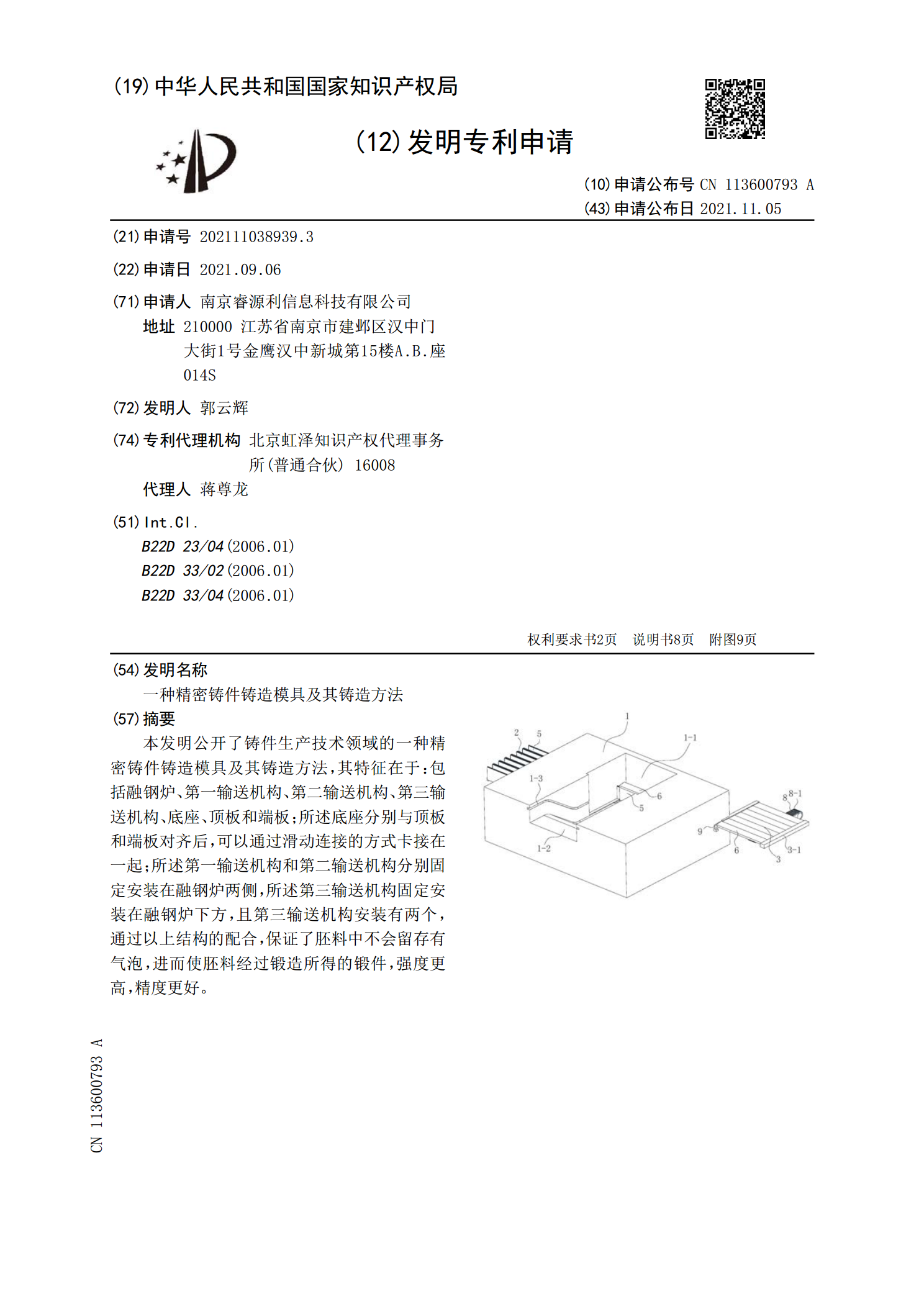
本发明公开了铸件生产技术领域的一种精密铸件铸造模具及其铸造方法,其特征在于:包括融钢炉、第一输送机构、第二输送机构、第三输送机构、底座、顶板和端板;所述底座分别与顶板和端板对齐后,可以通过滑动连接的方式卡接在一起;所述第一输送机构和第二输送机构分别固定安装在融钢炉两侧,所述第三输送机构固定安装在融钢炉下方,且第三输送机构安装有两个,通过以上结构的配合,保证了胚料中不会留存有气泡,进而使胚料经过锻造所得的锻件,强度更高,精度更好。
大型铸件的精密铸造方法.pdf
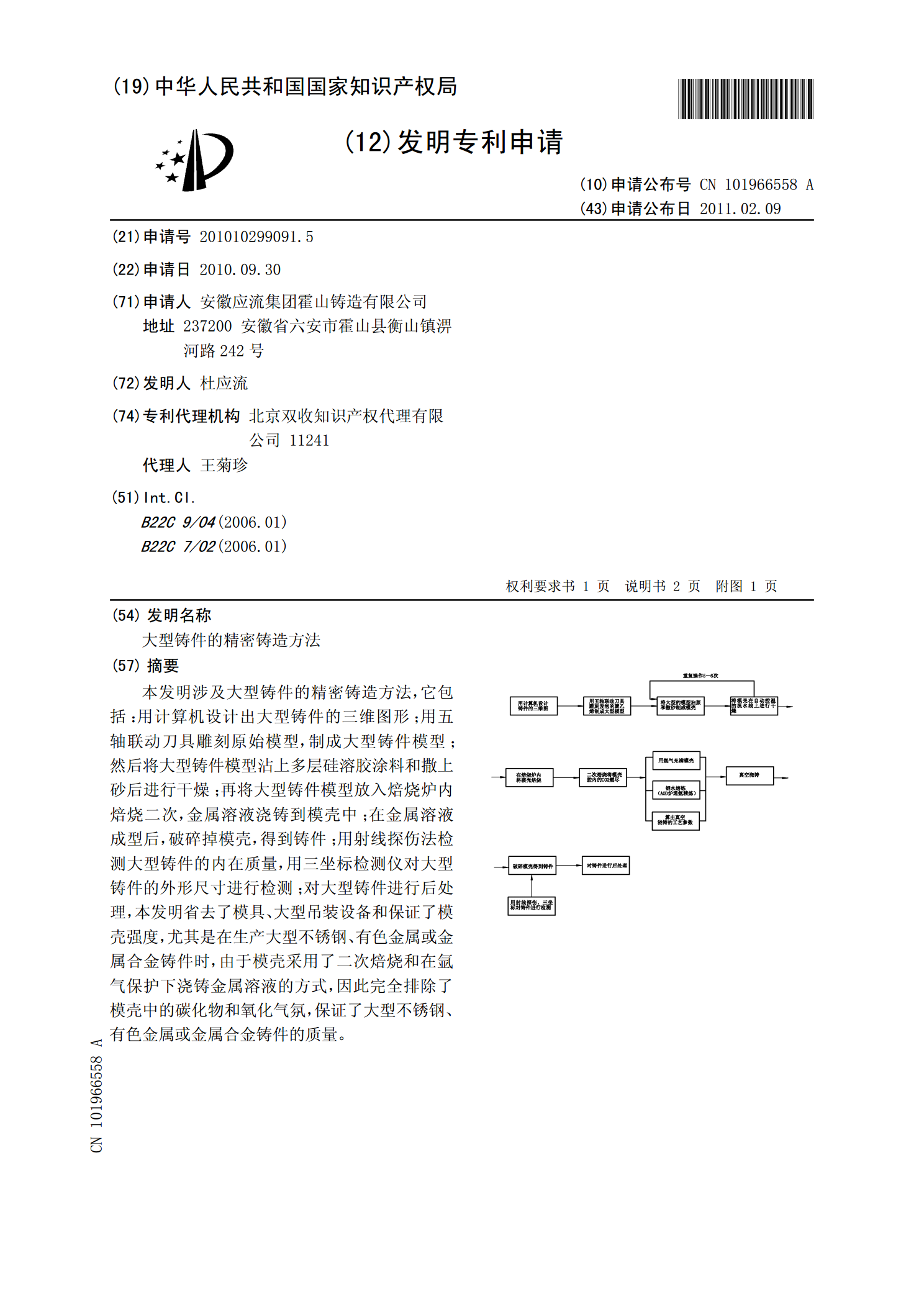
本发明涉及大型铸件的精密铸造方法,它包括:用计算机设计出大型铸件的三维图形;用五轴联动刀具雕刻原始模型,制成大型铸件模型;然后将大型铸件模型沾上多层硅溶胶涂料和撒上砂后进行干燥;再将大型铸件模型放入焙烧炉内焙烧二次,金属溶液浇铸到模壳中;在金属溶液成型后,破碎掉模壳,得到铸件;用射线探伤法检测大型铸件的内在质量,用三坐标检测仪对大型铸件的外形尺寸进行检测;对大型铸件进行后处理,本发明省去了模具、大型吊装设备和保证了模壳强度,尤其是在生产大型不锈钢、有色金属或金属合金铸件时,由于模壳采用了二次焙烧和在氩气保
铸件的精密铸造工艺.pdf
本发明提供一种铸件的精密铸造工艺,采用分段升温焙烧方式对步骤(四)的壳模进行焙烧,在焙烧中:首先在550度以前升温速度控制在120度/小时,其次,在550度保温1小时,然后,全速升温到1050度,且保持1050度半个小时,最后出炉冷却;本发明结合了精密铸造与砂铸工艺的各自优点,采用分段升温焙烧方式,形成高强度的壳模,达到铸造大铸件的强度要求。
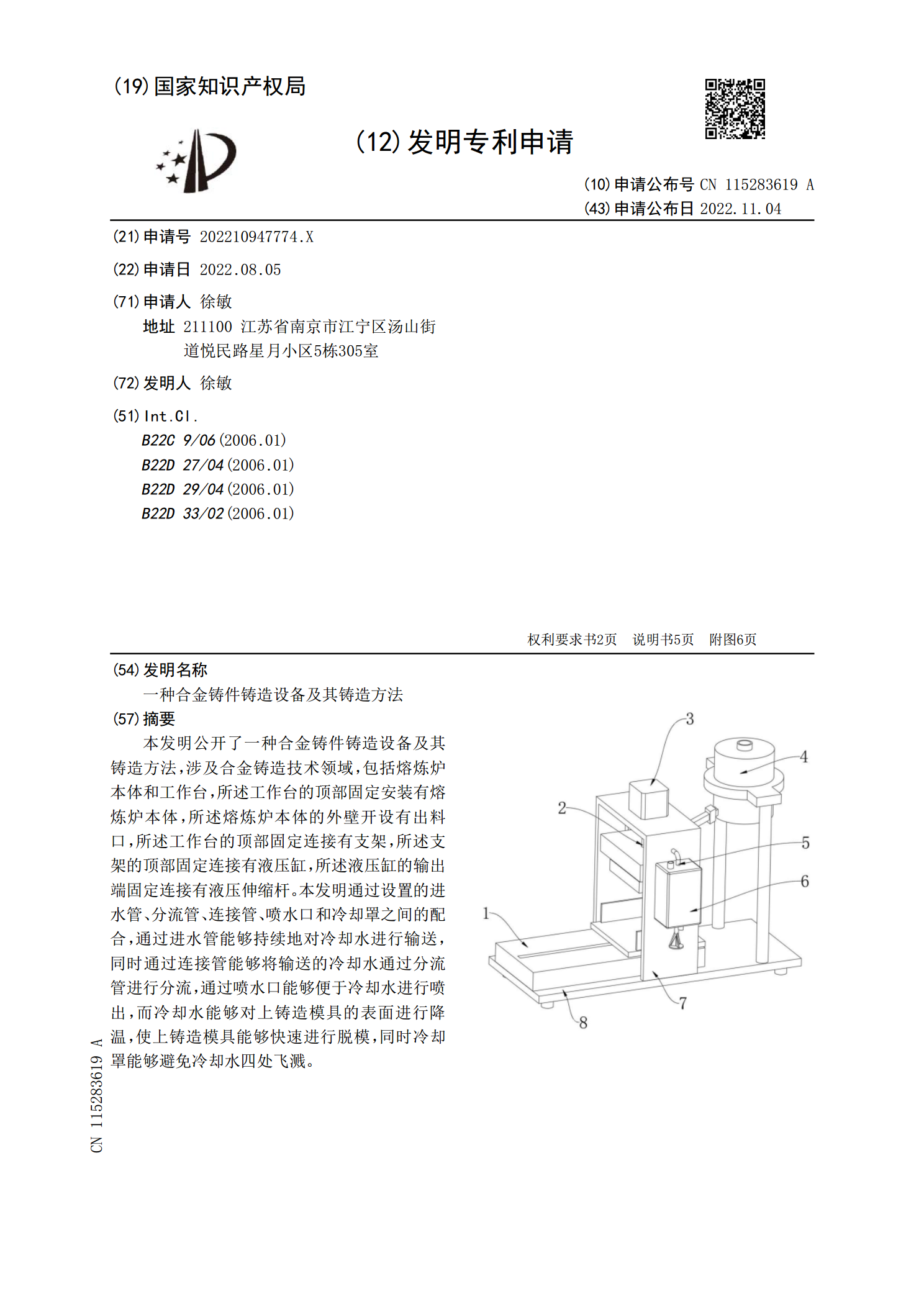
一种合金铸件铸造设备及其铸造方法.pdf
本发明公开了一种合金铸件铸造设备及其铸造方法,涉及合金铸造技术领域,包括熔炼炉本体和工作台,所述工作台的顶部固定安装有熔炼炉本体,所述熔炼炉本体的外壁开设有出料口,所述工作台的顶部固定连接有支架,所述支架的顶部固定连接有液压缸,所述液压缸的输出端固定连接有液压伸缩杆。本发明通过设置的进水管、分流管、连接管、喷水口和冷却罩之间的配合,通过进水管能够持续地对冷却水进行输送,同时通过连接管能够将输送的冷却水通过分流管进行分流,通过喷水口能够便于冷却水进行喷出,而冷却水能够对上铸造模具的表面进行降温,使上铸造模具
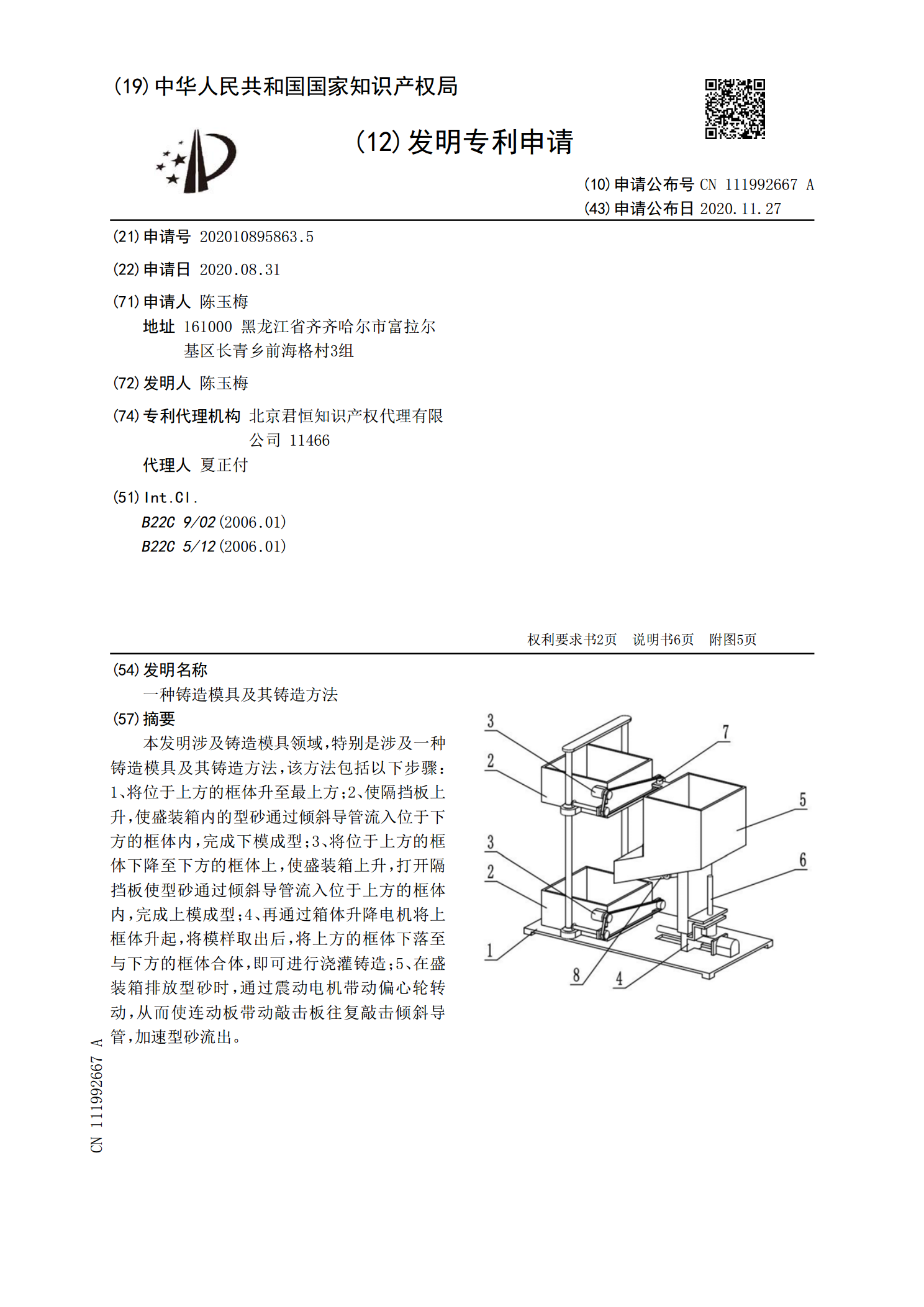
一种铸造模具及其铸造方法.pdf
本发明涉及铸造模具领域,特别是涉及一种铸造模具及其铸造方法,该方法包括以下步骤:1、将位于上方的框体升至最上方;2、使隔挡板上升,使盛装箱内的型砂通过倾斜导管流入位于下方的框体内,完成下模成型;3、将位于上方的框体下降至下方的框体上,使盛装箱上升,打开隔挡板使型砂通过倾斜导管流入位于上方的框体内,完成上模成型;4、再通过箱体升降电机将上框体升起,将模样取出后,将上方的框体下落至与下方的框体合体,即可进行浇灌铸造;5、在盛装箱排放型砂时,通过震动电机带动偏心轮转动,从而使连动板带动敲击板往复敲击倾斜导管,加