
一种自动化铆压装置.pdf

是你****盟主


1/9

2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动化铆压装置.pdf
本发明公开了一种自动化铆压装置,包括:驱动转盘转动,在检测到所述转盘的治具转动到按压工位时,通过按压装置进行按压处理,和/或在检测到所述转盘的治具转动到铆接工位时,通过铆接装置进行按压铆压处理;和/或在检测到所述转盘的治具转动到检查工位时,通过检查装置进行按压检查;当检查装置检验到合格电路板时,调用第一取件装置抓取所述检查工位出治具内的外壳和铆压后齿轮后放入预设位置;当检查装置检验到不合格电路板时,调用第二取件装置抓取所述检查工位出治具内的不良品齿轮后放入所述回收盒。应用本发明实施例,实现齿轮的自动加工,
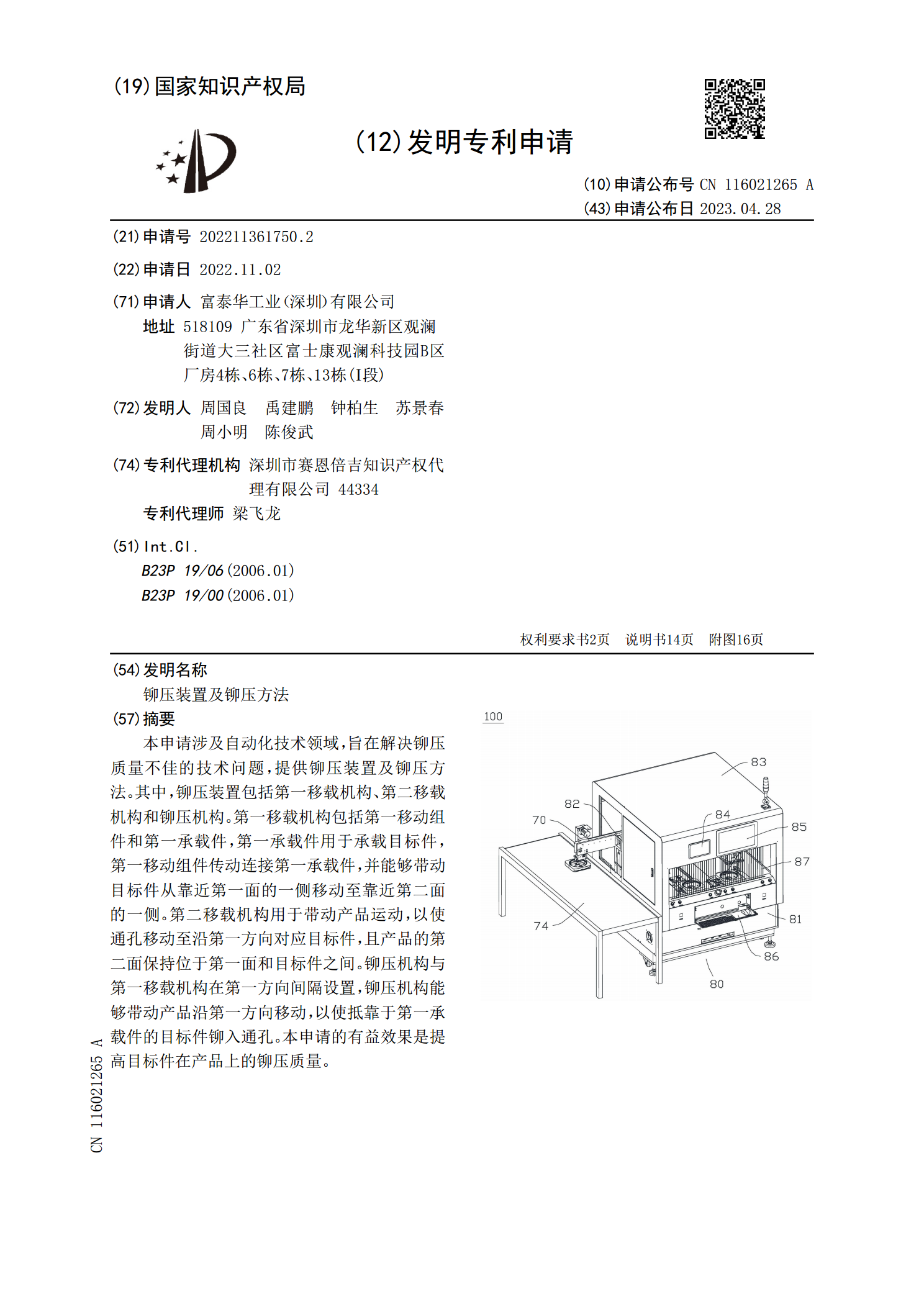
铆压装置及铆压方法.pdf
本申请涉及自动化技术领域,旨在解决铆压质量不佳的技术问题,提供铆压装置及铆压方法。其中,铆压装置包括第一移载机构、第二移载机构和铆压机构。第一移载机构包括第一移动组件和第一承载件,第一承载件用于承载目标件,第一移动组件传动连接第一承载件,并能够带动目标件从靠近第一面的一侧移动至靠近第二面的一侧。第二移载机构用于带动产品运动,以使通孔移动至沿第一方向对应目标件,且产品的第二面保持位于第一面和目标件之间。铆压机构与第一移载机构在第一方向间隔设置,铆压机构能够带动产品沿第一方向移动,以使抵靠于第一承载件的目标件
一种铆压装置.pdf
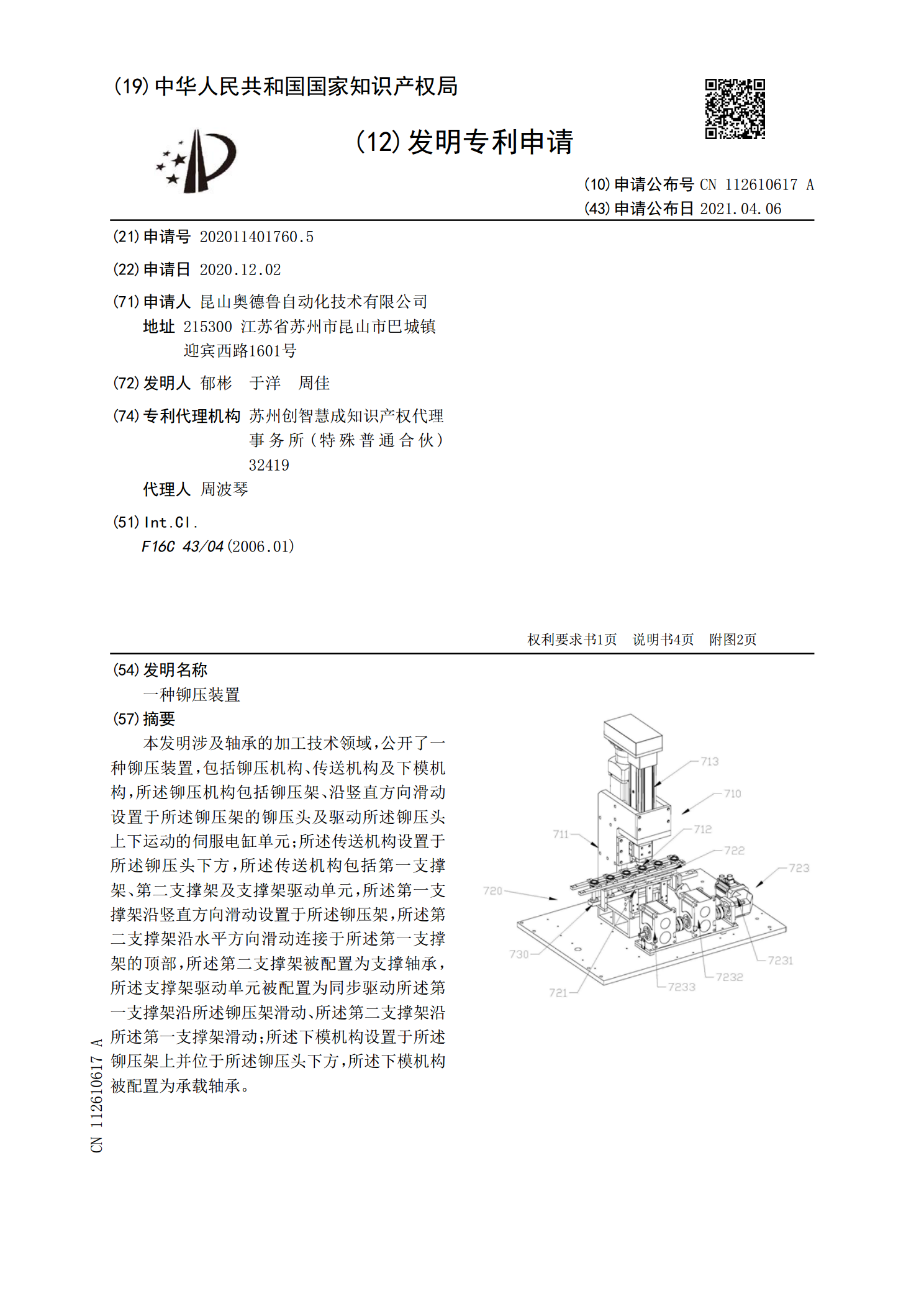
本发明涉及轴承的加工技术领域,公开了一种铆压装置,包括铆压机构、传送机构及下模机构,所述铆压机构包括铆压架、沿竖直方向滑动设置于所述铆压架的铆压头及驱动所述铆压头上下运动的伺服电缸单元;所述传送机构设置于所述铆压头下方,所述传送机构包括第一支撑架、第二支撑架及支撑架驱动单元,所述第一支撑架沿竖直方向滑动设置于所述铆压架,所述第二支撑架沿水平方向滑动连接于所述第一支撑架的顶部,所述第二支撑架被配置为支撑轴承,所述支撑架驱动单元被配置为同步驱动所述第一支撑架沿所述铆压架滑动、所述第二支撑架沿所述第一支撑架滑动
一种铆压装置.pdf
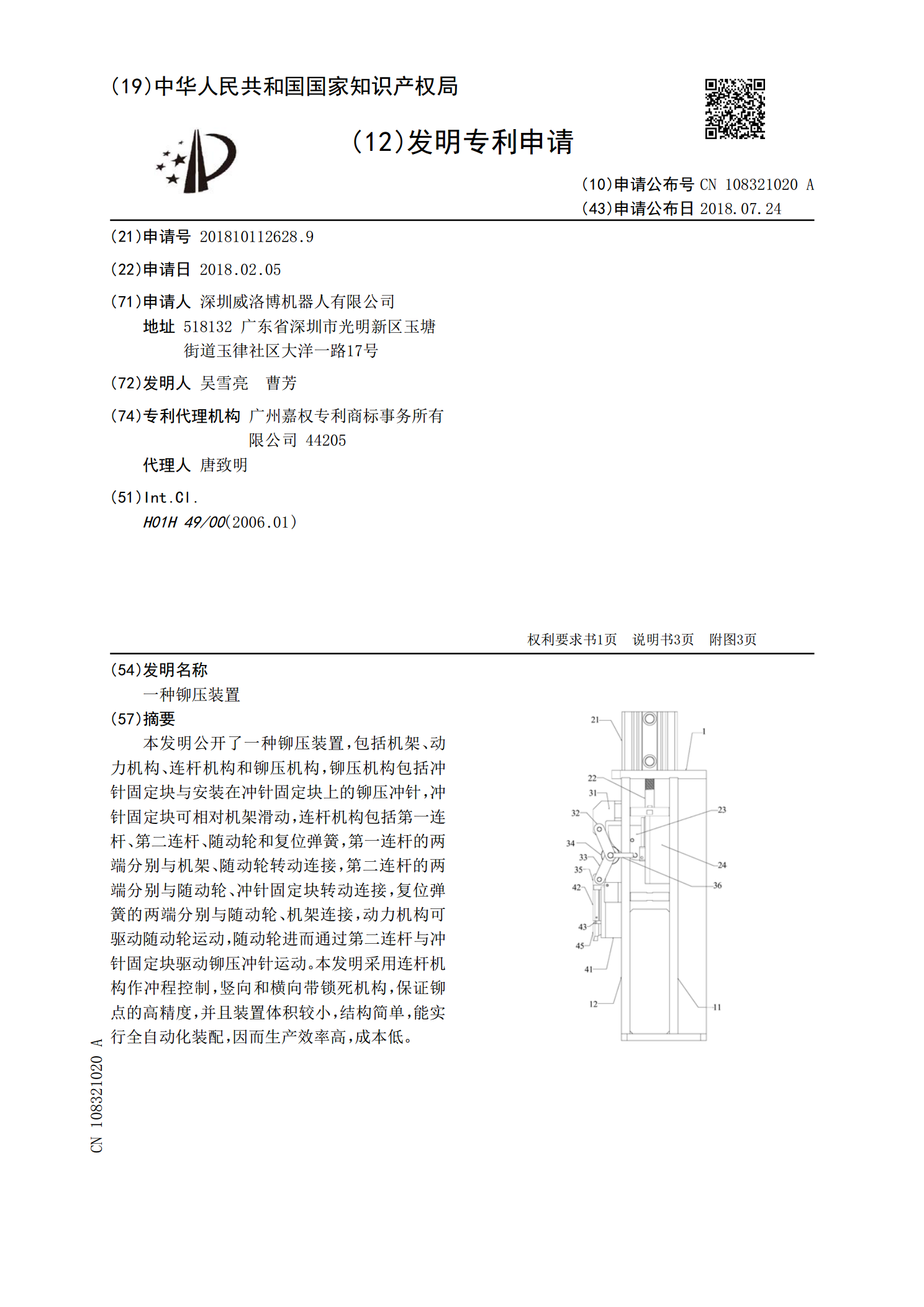
本发明公开了一种铆压装置,包括机架、动力机构、连杆机构和铆压机构,铆压机构包括冲针固定块与安装在冲针固定块上的铆压冲针,冲针固定块可相对机架滑动,连杆机构包括第一连杆、第二连杆、随动轮和复位弹簧,第一连杆的两端分别与机架、随动轮转动连接,第二连杆的两端分别与随动轮、冲针固定块转动连接,复位弹簧的两端分别与随动轮、机架连接,动力机构可驱动随动轮运动,随动轮进而通过第二连杆与冲针固定块驱动铆压冲针运动。本发明采用连杆机构作冲程控制,竖向和横向带锁死机构,保证铆点的高精度,并且装置体积较小,结构简单,能实行全自

一种自动铆压装置.docx
说明书摘要本发明涉及一种自动铆压装置,上铆压钳活动件(5)、下铆压钳活动件(2)与铆压钳安装板(1)活动连接,所述铆压钳安装板(1)设有铆压固定块(11),所述上铆压钳活动件(5)与下铆压钳活动件(2)之间设有铆压气缸(4),所述上铆压钳活动件(5)与下铆压钳活动件(2)设有铆压嘴(12),所述铆压钳安装板(1)与铆压钳固定件(10)连接,滑块(9)设置在底座(6)的线轨(8)上,铆压钳进给气缸(7)与滑块(9)连接,滑块(9)顶端与所述铆压钳固定件(10)连接。与现有技术相比,本发明提高了铆压气流汀型材