
一种汽车后轮包焊接工艺.pdf

葫芦****io


1/9
2/9
3/9

4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车后轮包焊接工艺.pdf
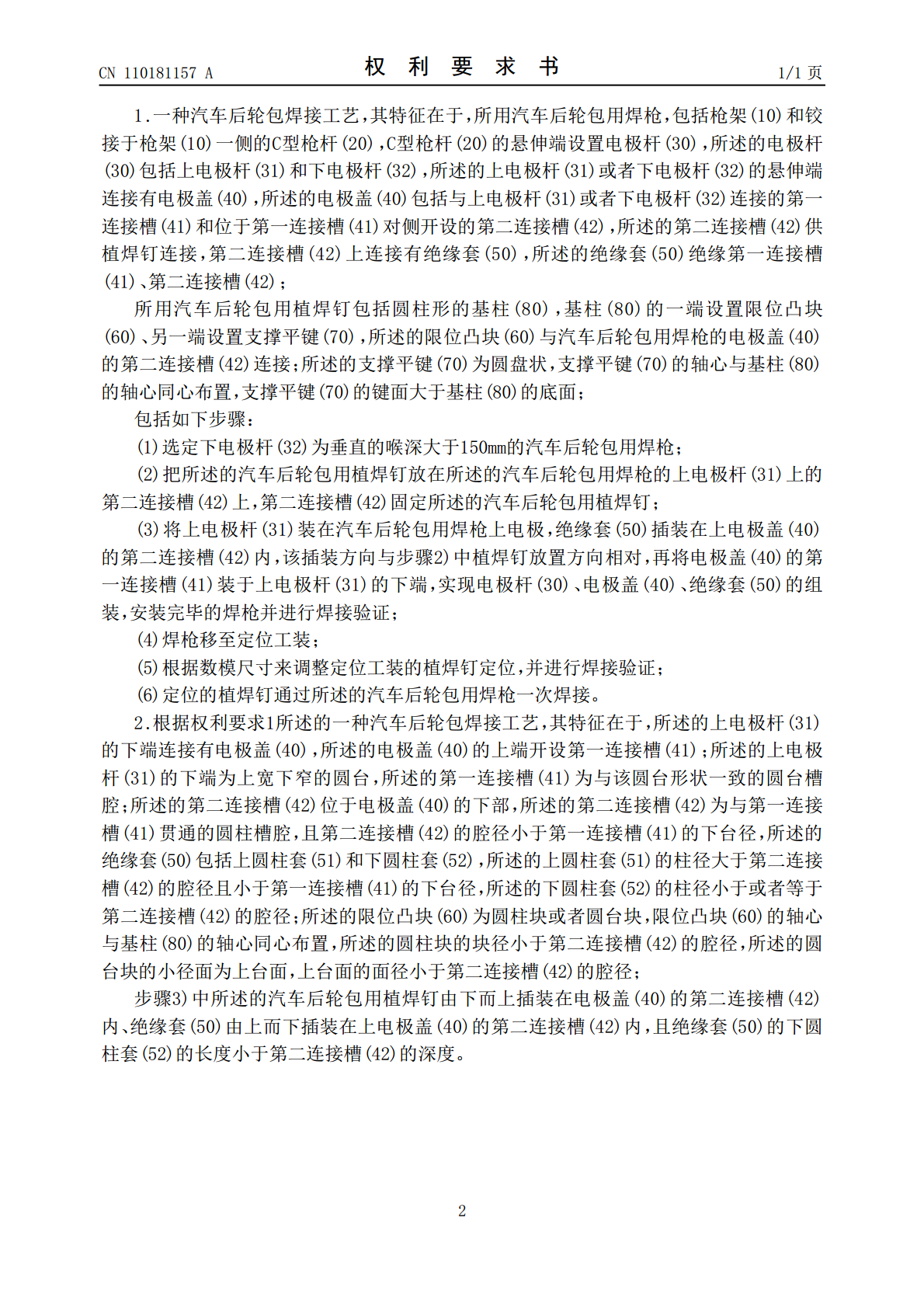
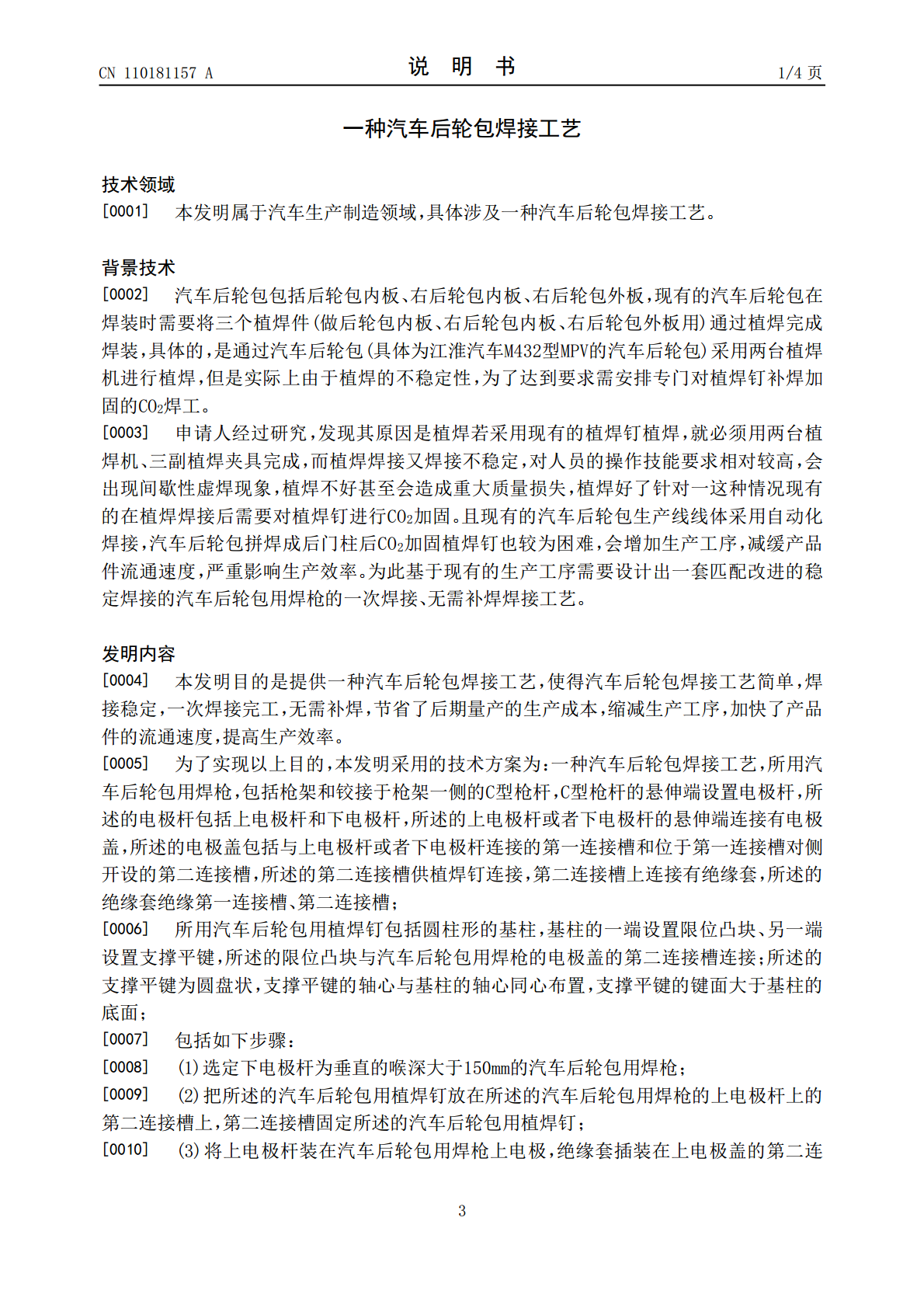
本发明涉及一种汽车后轮包焊接工艺,包括如下步骤:(1)选定下电极杆为垂直的喉深大于150mm的汽车后轮包用焊枪;(2)把所述的汽车后轮包用植焊钉放在所述的汽车后轮包用焊枪的上电极杆上的第二连接槽上,第二连接槽固定所述的汽车后轮包用植焊钉;(3)将上电极杆装在汽车后轮包用焊枪上电极,绝缘套插装在上电极盖的第二连接槽内,该插装方向与步骤中植焊钉放置方向相对,再将电极盖的第一连接槽装于上电极杆的下端,实现电极杆、电极盖、绝缘套的组装,安装完毕的焊枪并进行焊接验证;(4)焊枪移至定位工装;(5)根据数模尺寸来调整
一种汽车后轮包用焊枪.pdf
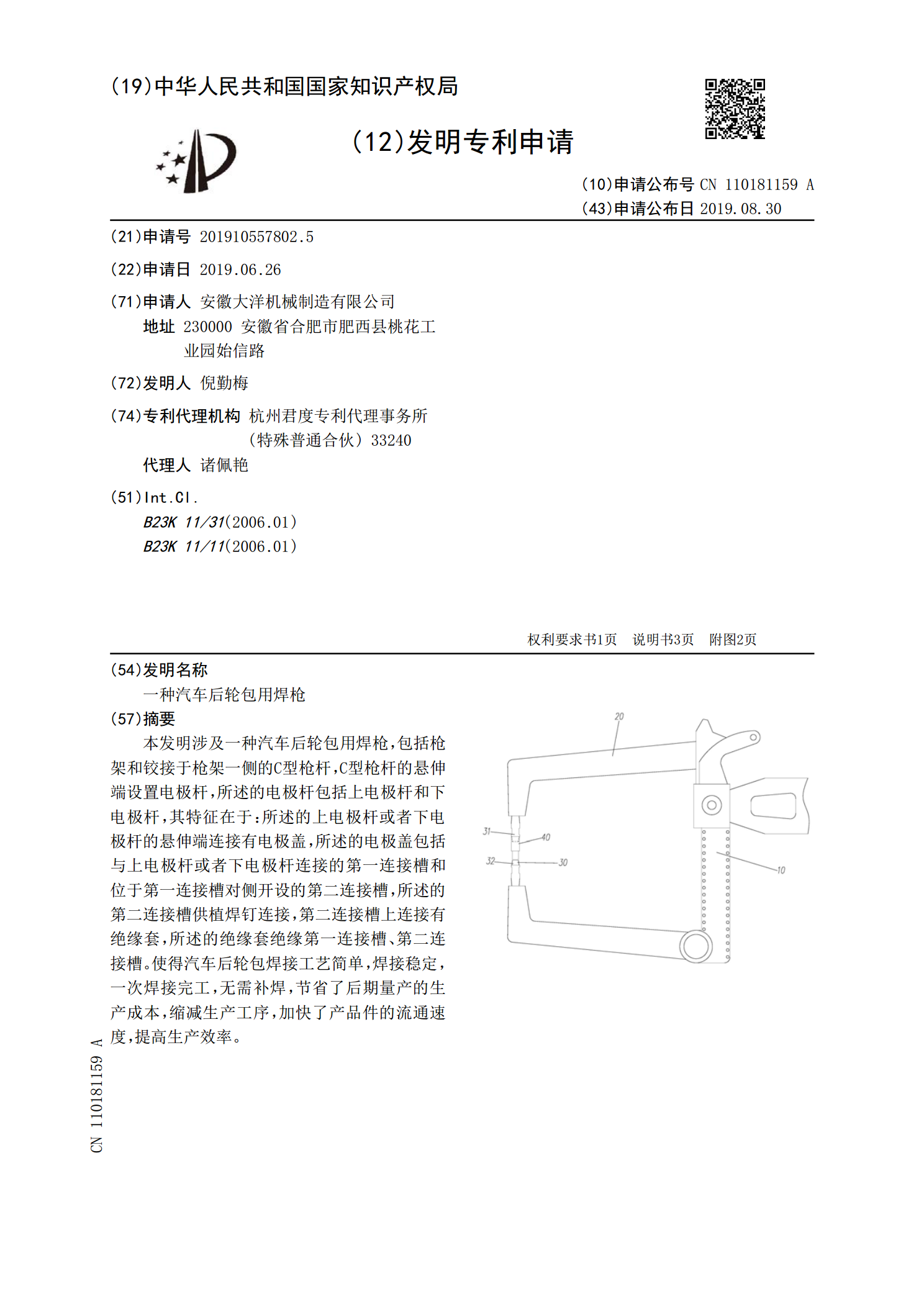
本发明涉及一种汽车后轮包用焊枪,包括枪架和铰接于枪架一侧的C型枪杆,C型枪杆的悬伸端设置电极杆,所述的电极杆包括上电极杆和下电极杆,其特征在于:所述的上电极杆或者下电极杆的悬伸端连接有电极盖,所述的电极盖包括与上电极杆或者下电极杆连接的第一连接槽和位于第一连接槽对侧开设的第二连接槽,所述的第二连接槽供植焊钉连接,第二连接槽上连接有绝缘套,所述的绝缘套绝缘第一连接槽、第二连接槽。使得汽车后轮包焊接工艺简单,焊接稳定,一次焊接完工,无需补焊,节省了后期量产的生产成本,缩减生产工序,加快了产品件的流通速度,提高
一种汽车后轮罩封板焊接总成焊接夹具.pdf
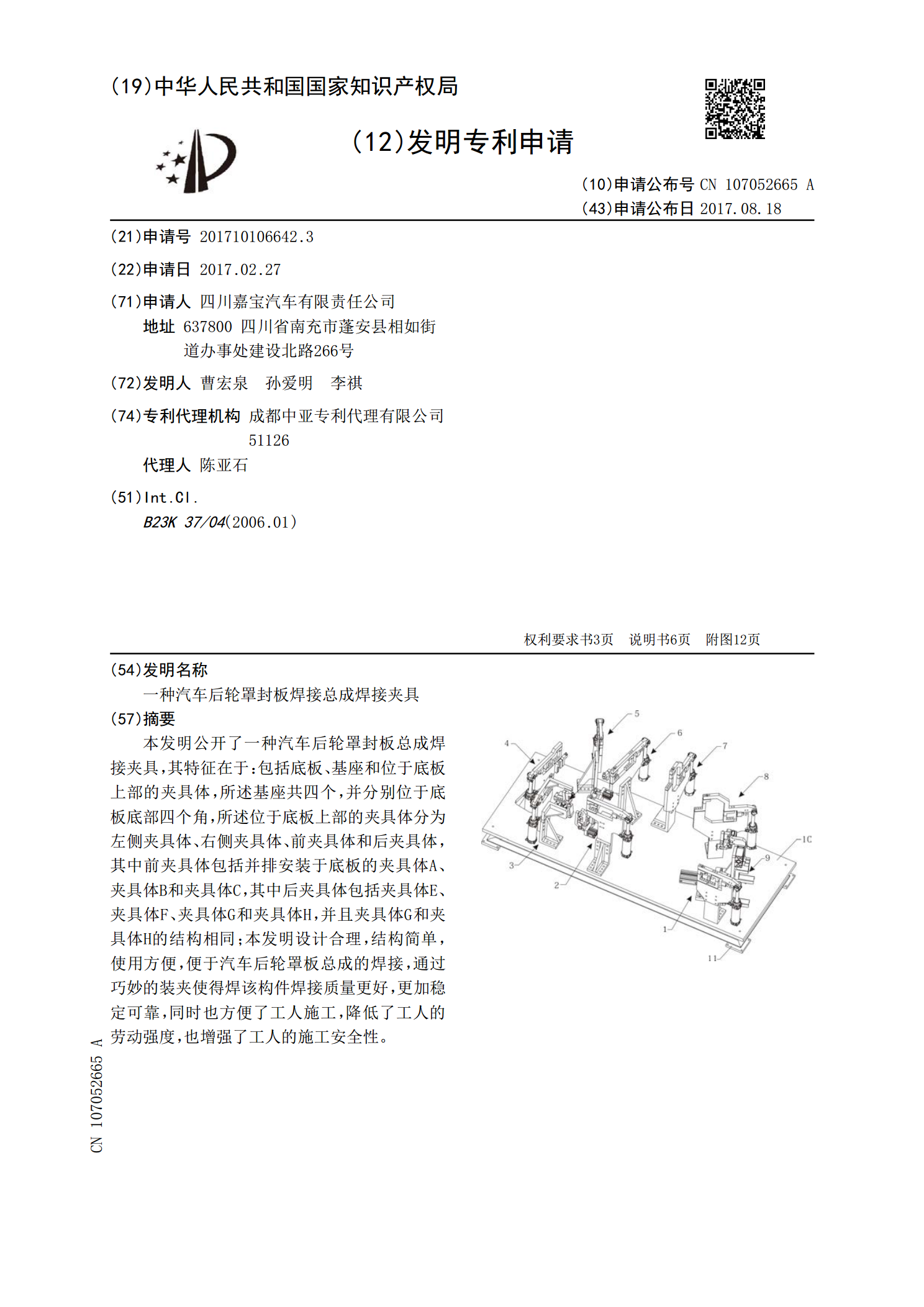
本发明公开了一种汽车后轮罩封板总成焊接夹具,其特征在于:包括底板、基座和位于底板上部的夹具体,所述基座共四个,并分别位于底板底部四个角,所述位于底板上部的夹具体分为左侧夹具体、右侧夹具体、前夹具体和后夹具体,其中前夹具体包括并排安装于底板的夹具体A、夹具体B和夹具体C,其中后夹具体包括夹具体E、夹具体F、夹具体G和夹具体H,并且夹具体G和夹具体H的结构相同;本发明设计合理,结构简单,使用方便,便于汽车后轮罩板总成的焊接,通过巧妙的装夹使得焊该构件焊接质量更好,更加稳定可靠,同时也方便了工人施工,降低了工人
一种汽车后轮罩焊接加工的夹紧机构.pdf
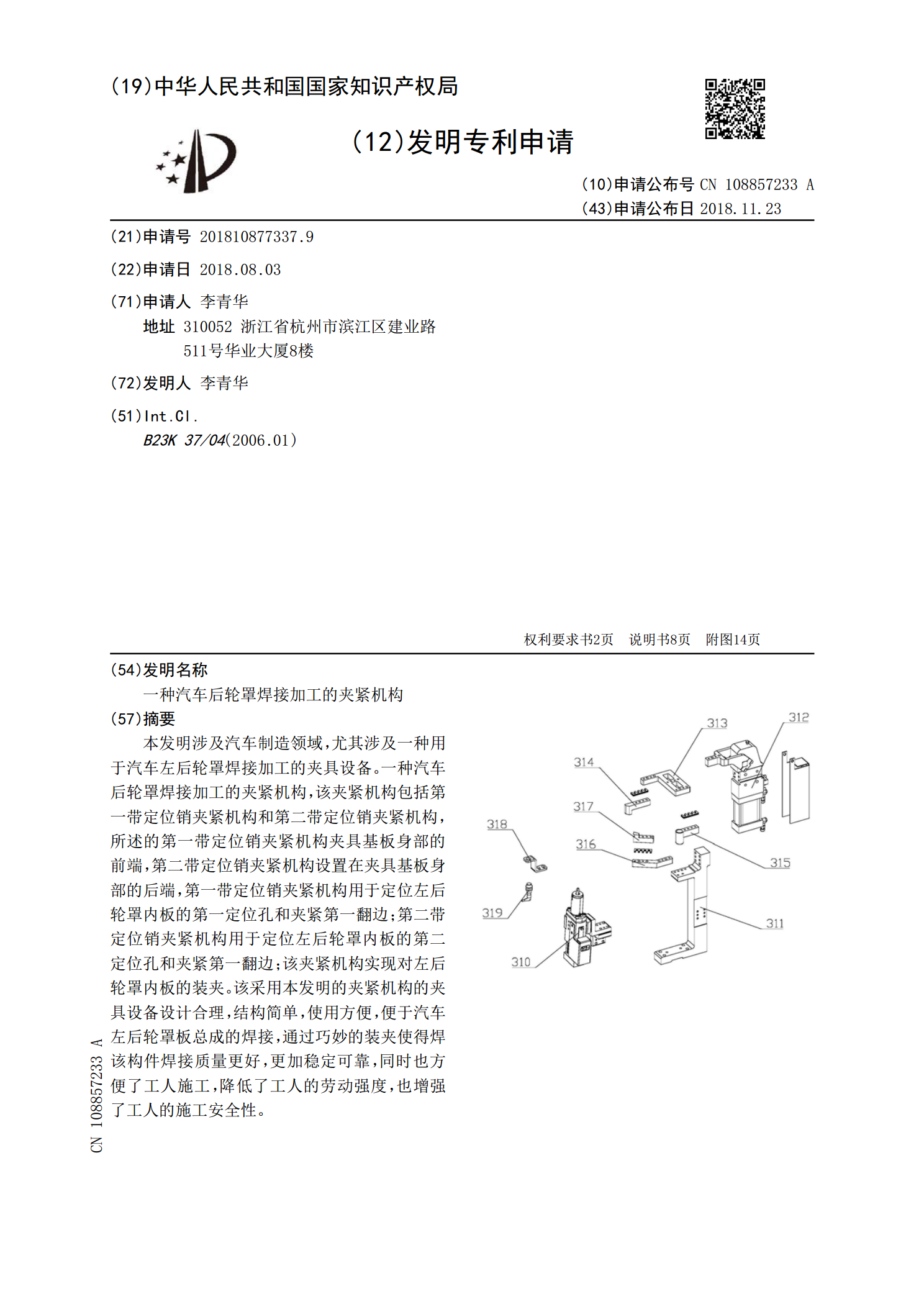
本发明涉及汽车制造领域,尤其涉及一种用于汽车左后轮罩焊接加工的夹具设备。一种汽车后轮罩焊接加工的夹紧机构,该夹紧机构包括第一带定位销夹紧机构和第二带定位销夹紧机构,所述的第一带定位销夹紧机构夹具基板身部的前端,第二带定位销夹紧机构设置在夹具基板身部的后端,第一带定位销夹紧机构用于定位左后轮罩内板的第一定位孔和夹紧第一翻边;第二带定位销夹紧机构用于定位左后轮罩内板的第二定位孔和夹紧第一翻边;该夹紧机构实现对左后轮罩内板的装夹。该采用本发明的夹紧机构的夹具设备设计合理,结构简单,使用方便,便于汽车左后轮罩板总
一种汽车后轮包用焊枪电极杆.pdf
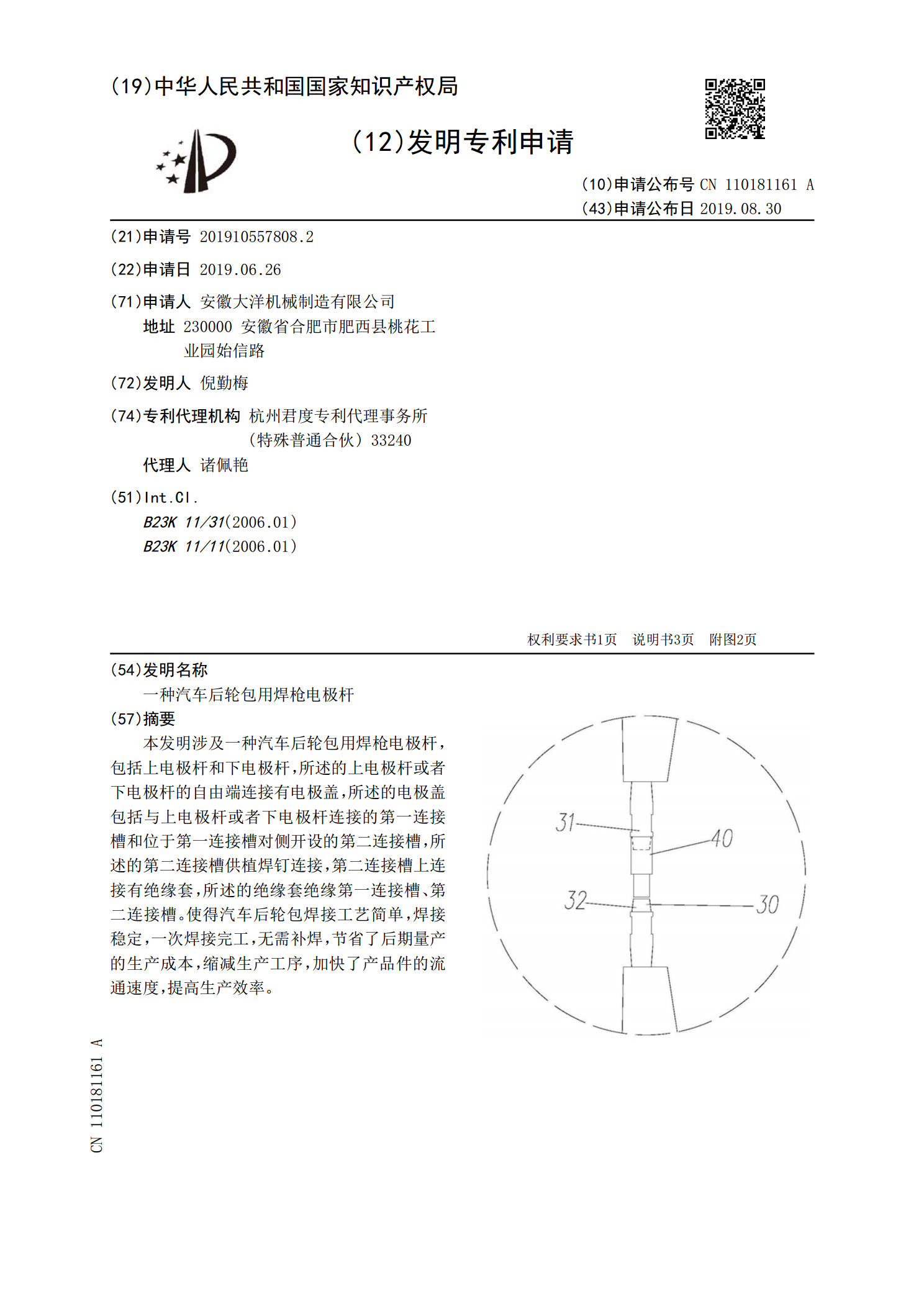
本发明涉及一种汽车后轮包用焊枪电极杆,包括上电极杆和下电极杆,所述的上电极杆或者下电极杆的自由端连接有电极盖,所述的电极盖包括与上电极杆或者下电极杆连接的第一连接槽和位于第一连接槽对侧开设的第二连接槽,所述的第二连接槽供植焊钉连接,第二连接槽上连接有绝缘套,所述的绝缘套绝缘第一连接槽、第二连接槽。使得汽车后轮包焊接工艺简单,焊接稳定,一次焊接完工,无需补焊,节省了后期量产的生产成本,缩减生产工序,加快了产品件的流通速度,提高生产效率。