
一种应急卡箍的安装方法.pdf

是立****92

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种应急卡箍的安装方法.pdf
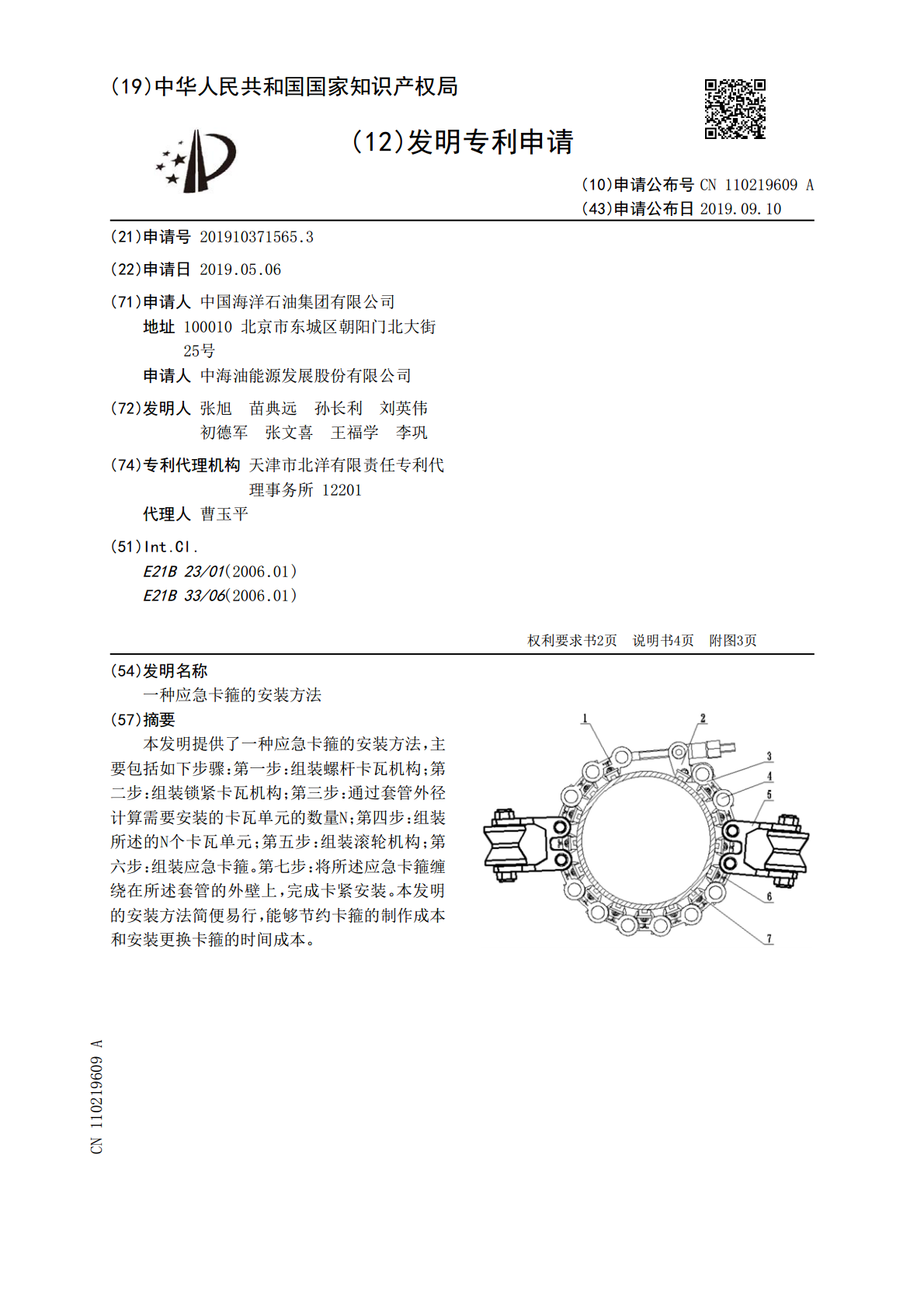
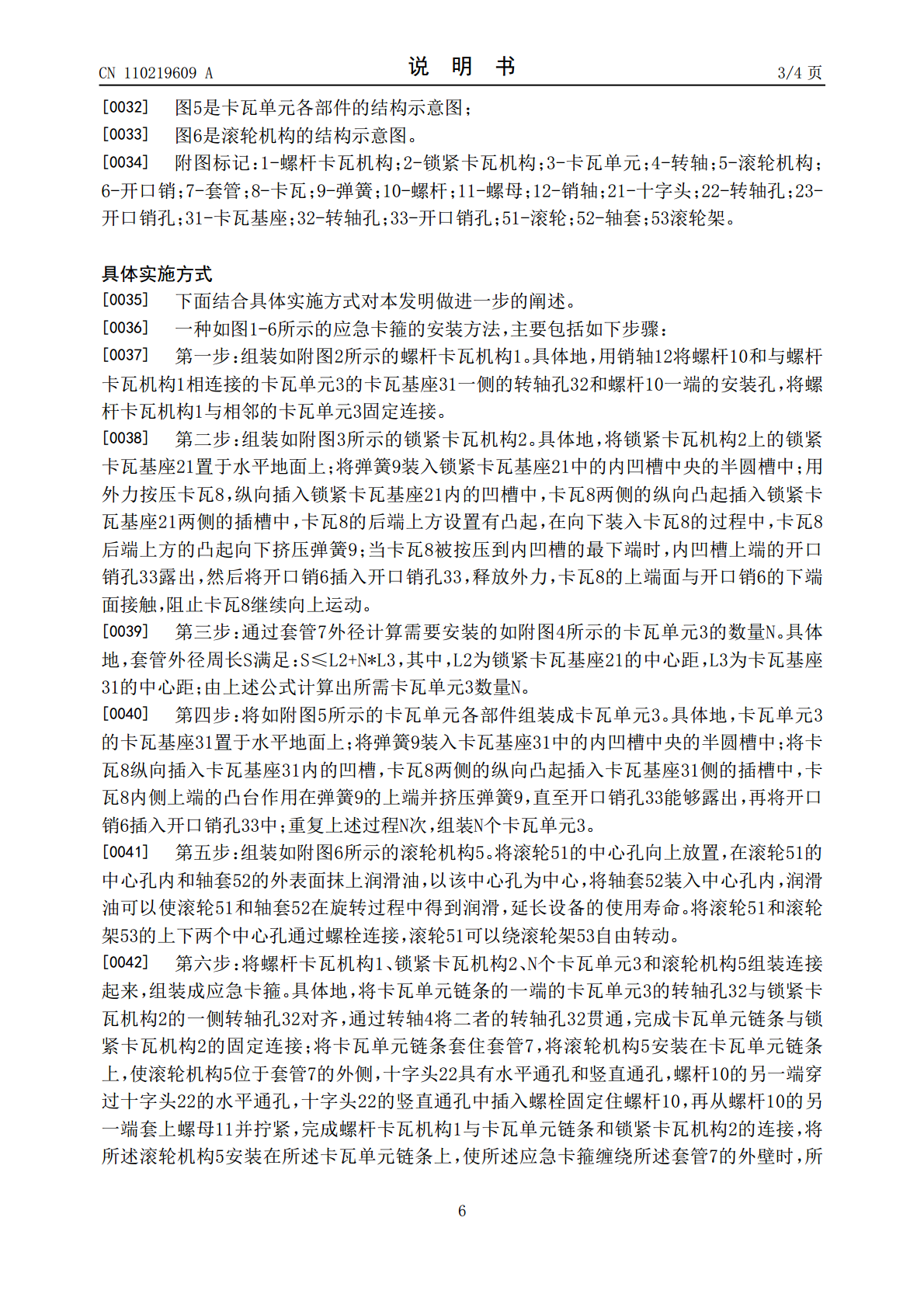
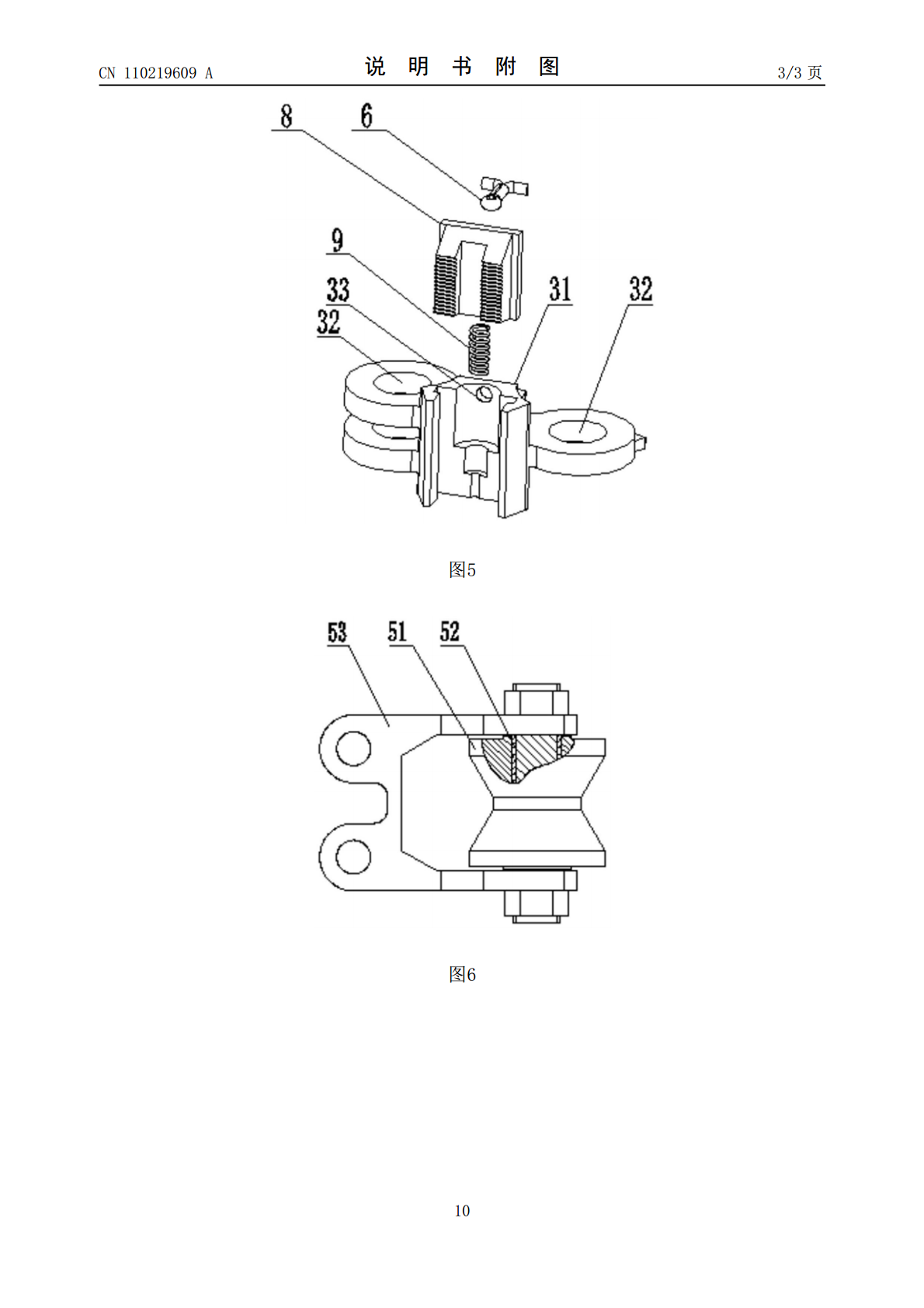
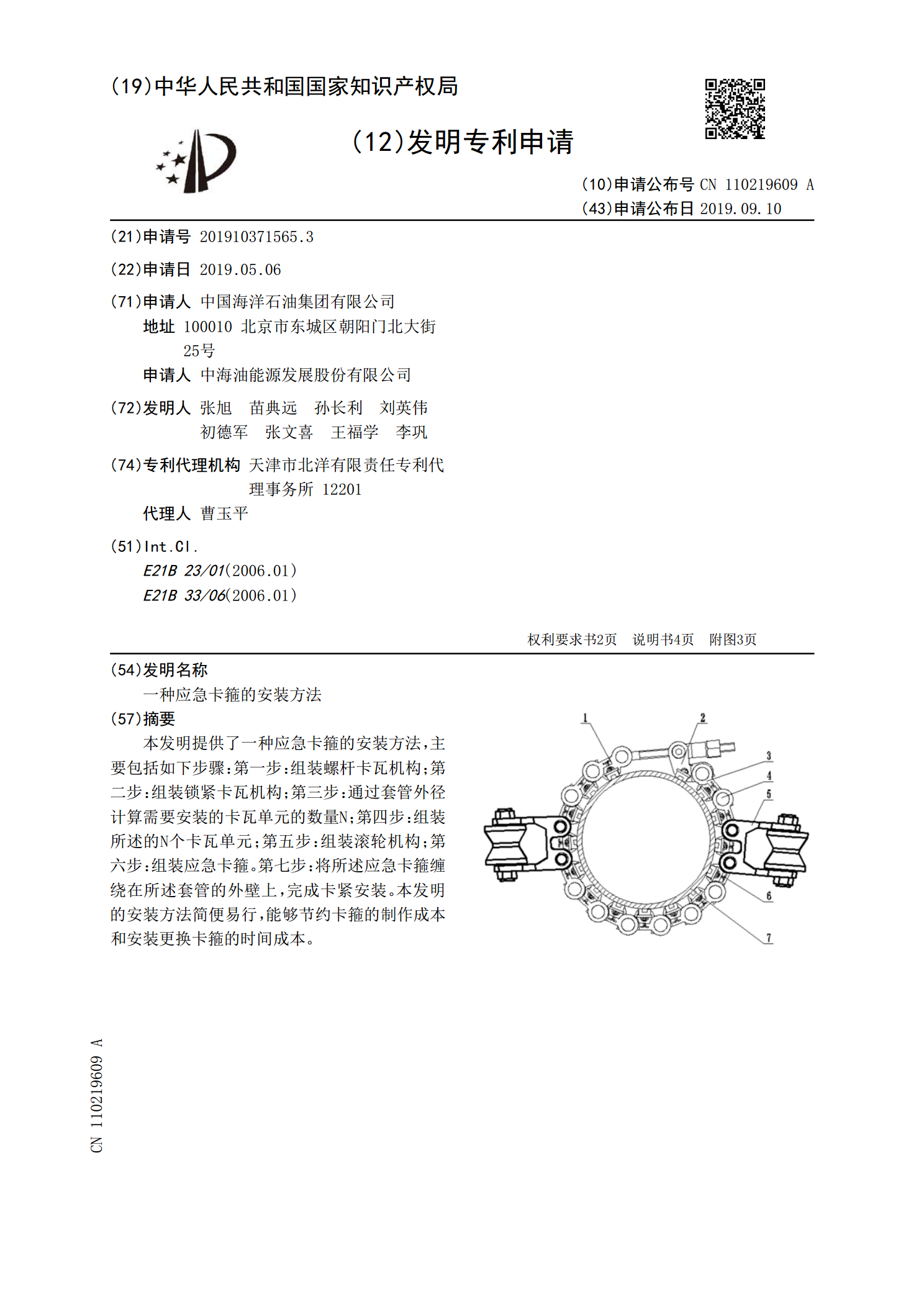
本发明提供了一种应急卡箍的安装方法,主要包括如下步骤:第一步:组装螺杆卡瓦机构;第二步:组装锁紧卡瓦机构;第三步:通过套管外径计算需要安装的卡瓦单元的数量N;第四步:组装所述的N个卡瓦单元;第五步:组装滚轮机构;第六步:组装应急卡箍。第七步:将所述应急卡箍缠绕在所述套管的外壁上,完成卡紧安装。本发明的安装方法简便易行,能够节约卡箍的制作成本和安装更换卡箍的时间成本。

一种胶管卡箍预安装方法.pdf
本发明涉及一种可以预安装涡轮蜗杆卡箍在胶管指定位置的方法。是将一个金属挂勾连接在涡轮蜗杆卡箍上,将一个带挂勾连接的涡轮蜗杆卡箍套在胶管上。连接长度L1、安装长度L2、端部长度L3,弯钩长度L4;其中连接长度L1为与卡箍搭接的长度、安装长度L2等于卡箍到胶管端部的距离,端部长度L3等于胶管的壁厚,弯钩长度L4为4~5mm。本发明用简单的方法,解决了卡箍在张开状态下预安装在管路上的问题,使主机厂安装管路只禁锢卡箍即可,省时省力,且安装牢固,不以脱落,不腐蚀胶管、不损伤胶管使用段和连接段内壁,焊接工序可以在卡箍

一种卡箍及该卡箍的制造方法和使用方法.pdf
本发明公开了一种卡箍及该卡箍的制造方法和使用方法,一种卡箍,包括夹紧带,所述夹紧带卷曲成型为具有套设区域的卡箍本体,所述卡箍本体形成重叠部位,所述重叠部位包括外侧带体和内侧带体,所述套设区域呈椭圆状,其制造方法先生产夹紧带,再将夹紧带直接卷曲成型为具有椭圆状的套设区域的卡箍本体;其使用方法将夹紧带直接卷曲成型为具有套设区域的卡箍本体;对套设区域进行预成型处理,使其呈椭圆状;将卡箍本体套设于管件,使卡箍本体在对应套设区域的短轴部位形成与管件的抵触连接;通过卡箍夹紧工具进一步收缩夹紧卡箍。本发明的目的在于提供

一种应急止漏卡箍.pdf
本发明公开了一种应急止漏卡箍,其特征在于:包括止漏主体,所述止漏主体由第一折弯部、第二折弯部以及连接所述第一折弯部和第二折弯部的止漏部组成,所述第一折弯部处设置有第一连接块,所述第二折弯部处设置有第二连接块,所述第一连接块和第二连接块之间通过螺栓连接。本发明的优点在于:能够方便快捷的对管道渗漏处进行封堵,安装及拆卸便捷。
一种卡箍自动装配设备及卡箍装配方法.pdf
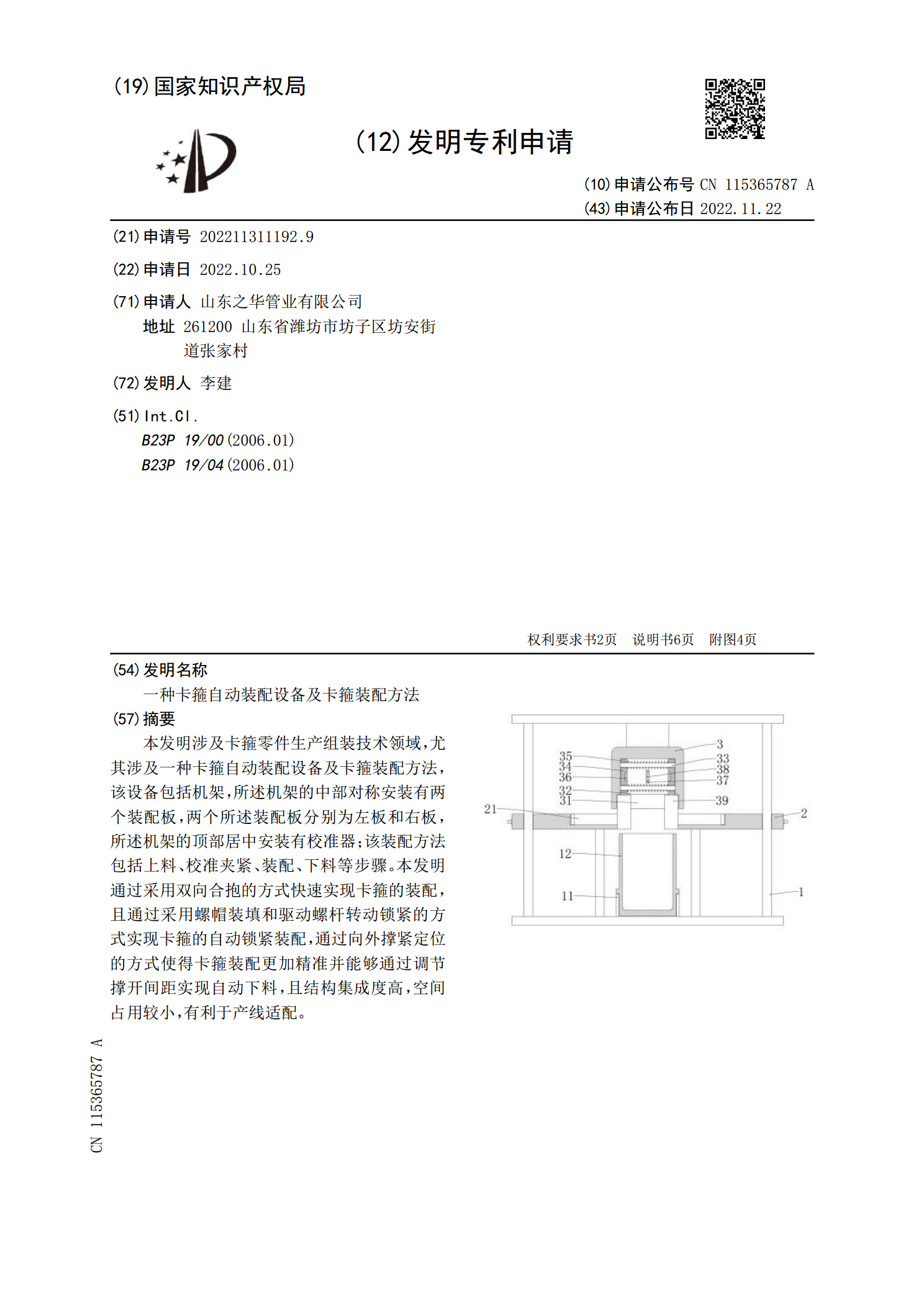
本发明涉及卡箍零件生产组装技术领域,尤其涉及一种卡箍自动装配设备及卡箍装配方法,该设备包括机架,所述机架的中部对称安装有两个装配板,两个所述装配板分别为左板和右板,所述机架的顶部居中安装有校准器;该装配方法包括上料、校准夹紧、装配、下料等步骤。本发明通过采用双向合抱的方式快速实现卡箍的装配,且通过采用螺帽装填和驱动螺杆转动锁紧的方式实现卡箍的自动锁紧装配,通过向外撑紧定位的方式使得卡箍装配更加精准并能够通过调节撑开间距实现自动下料,且结构集成度高,空间占用较小,有利于产线适配。