
制造风力涡轮机转子叶片的方法.pdf

佳晨****ng

1/10

2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
制造风力涡轮机转子叶片的方法和风力涡轮机转子叶片.pdf
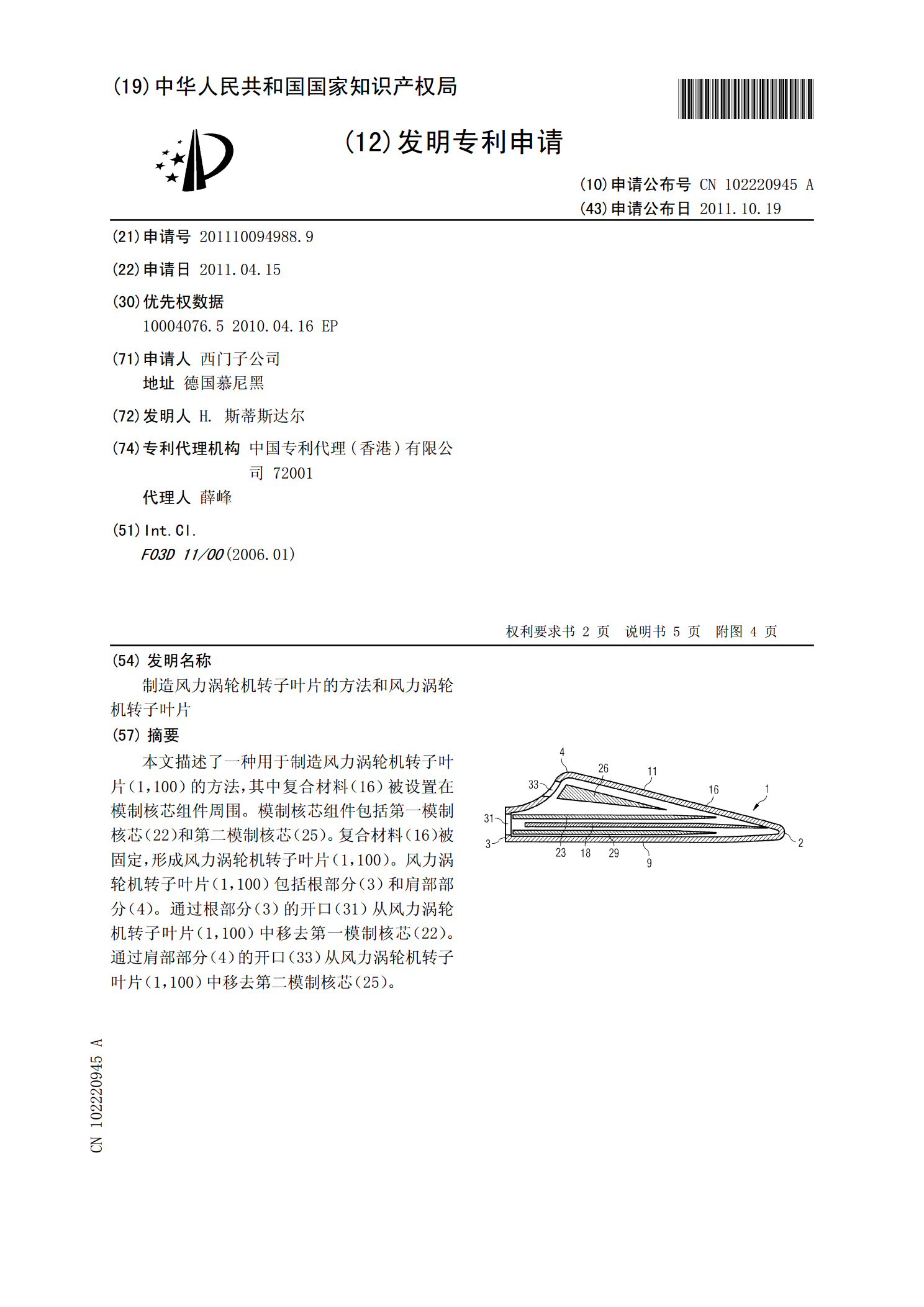
本文描述了一种用于制造风力涡轮机转子叶片(1,100)的方法,其中复合材料(16)被设置在模制核芯组件周围。模制核芯组件包括第一模制核芯(22)和第二模制核芯(25)。复合材料(16)被固定,形成风力涡轮机转子叶片(1,100)。风力涡轮机转子叶片(1,100)包括根部分(3)和肩部部分(4)。通过根部分(3)的开口(31)从风力涡轮机转子叶片(1,100)中移去第一模制核芯(22)。通过肩部部分(4)的开口(33)从风力涡轮机转子叶片(1,100)中移去第二模制核芯(25)。
风力涡轮机的转子叶片、风力涡轮机和转子叶片制造方法.pdf
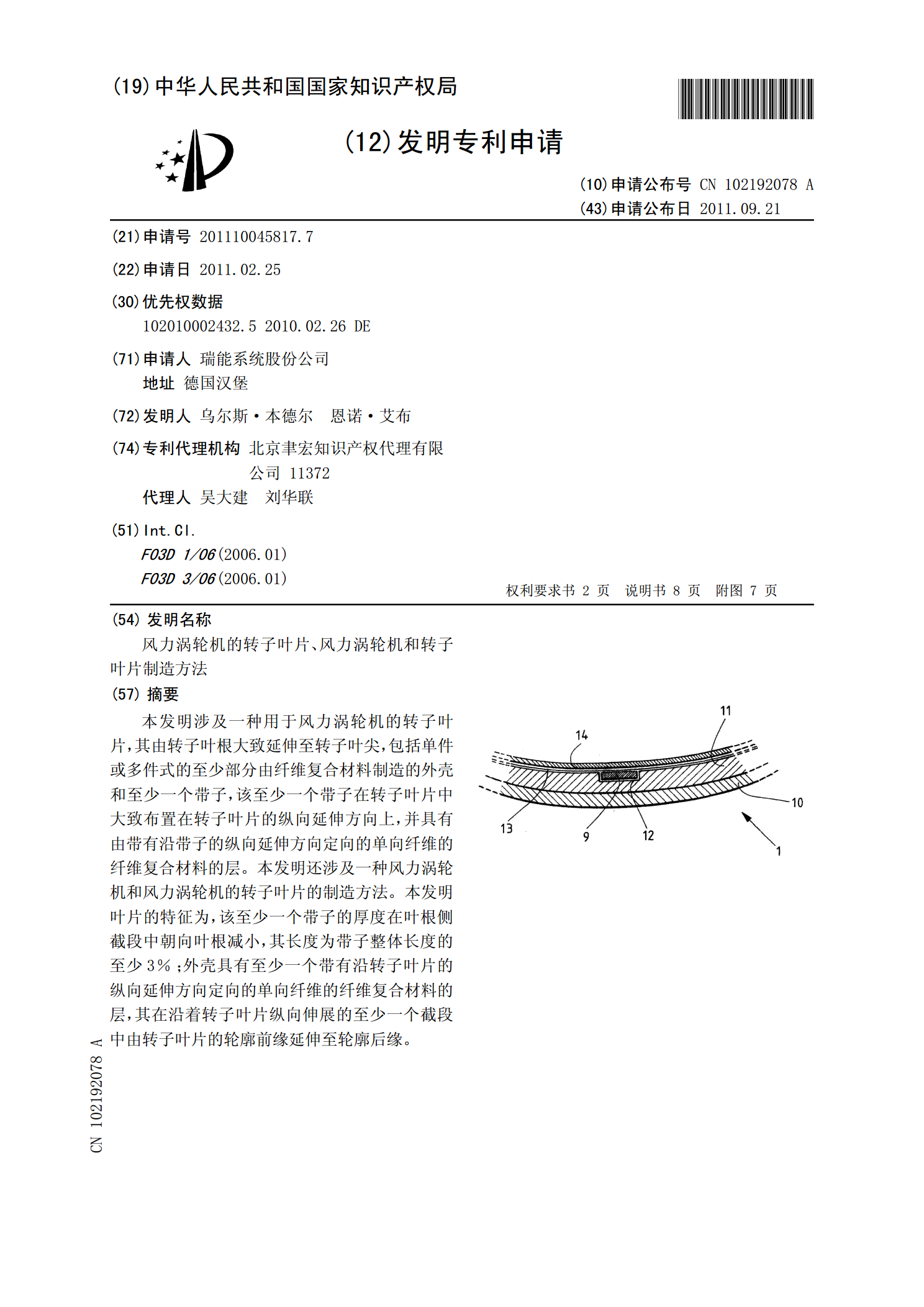
本发明涉及一种用于风力涡轮机的转子叶片,其由转子叶根大致延伸至转子叶尖,包括单件或多件式的至少部分由纤维复合材料制造的外壳和至少一个带子,该至少一个带子在转子叶片中大致布置在转子叶片的纵向延伸方向上,并具有由带有沿带子的纵向延伸方向定向的单向纤维的纤维复合材料的层。本发明还涉及一种风力涡轮机和风力涡轮机的转子叶片的制造方法。本发明叶片的特征为,该至少一个带子的厚度在叶根侧截段中朝向叶根减小,其长度为带子整体长度的至少3%;外壳具有至少一个带有沿转子叶片的纵向延伸方向定向的单向纤维的纤维复合材料的层,其在沿
制造风力涡轮机转子叶片的方法.pdf
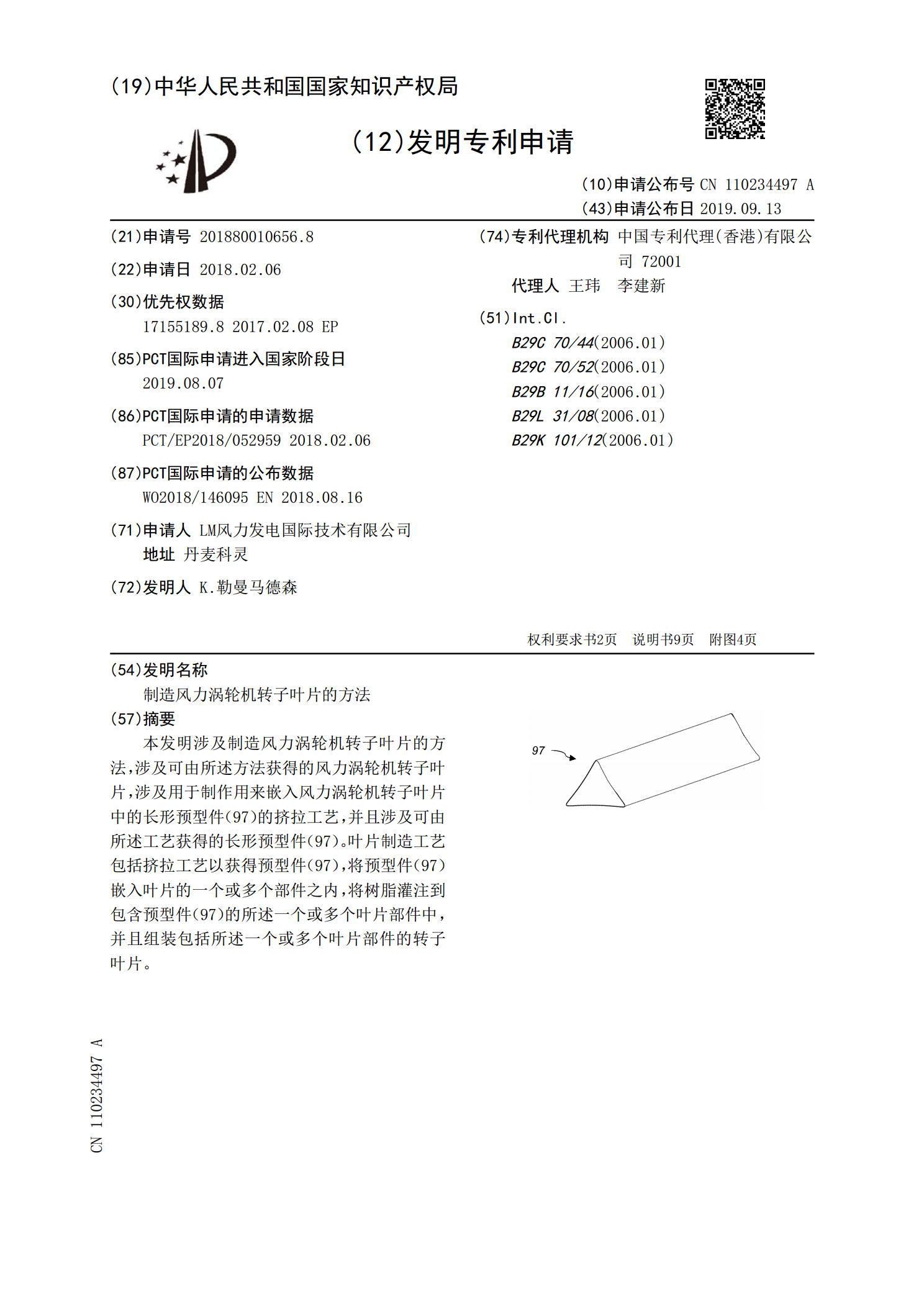
本发明涉及制造风力涡轮机转子叶片的方法,涉及可由所述方法获得的风力涡轮机转子叶片,涉及用于制作用来嵌入风力涡轮机转子叶片中的长形预型件(97)的挤拉工艺,并且涉及可由所述工艺获得的长形预型件(97)。叶片制造工艺包括挤拉工艺以获得预型件(97),将预型件(97)嵌入叶片的一个或多个部件之内,将树脂灌注到包含预型件(97)的所述一个或多个叶片部件中,并且组装包括所述一个或多个叶片部件的转子叶片。
制造风力涡轮机转子叶片的方法.pdf
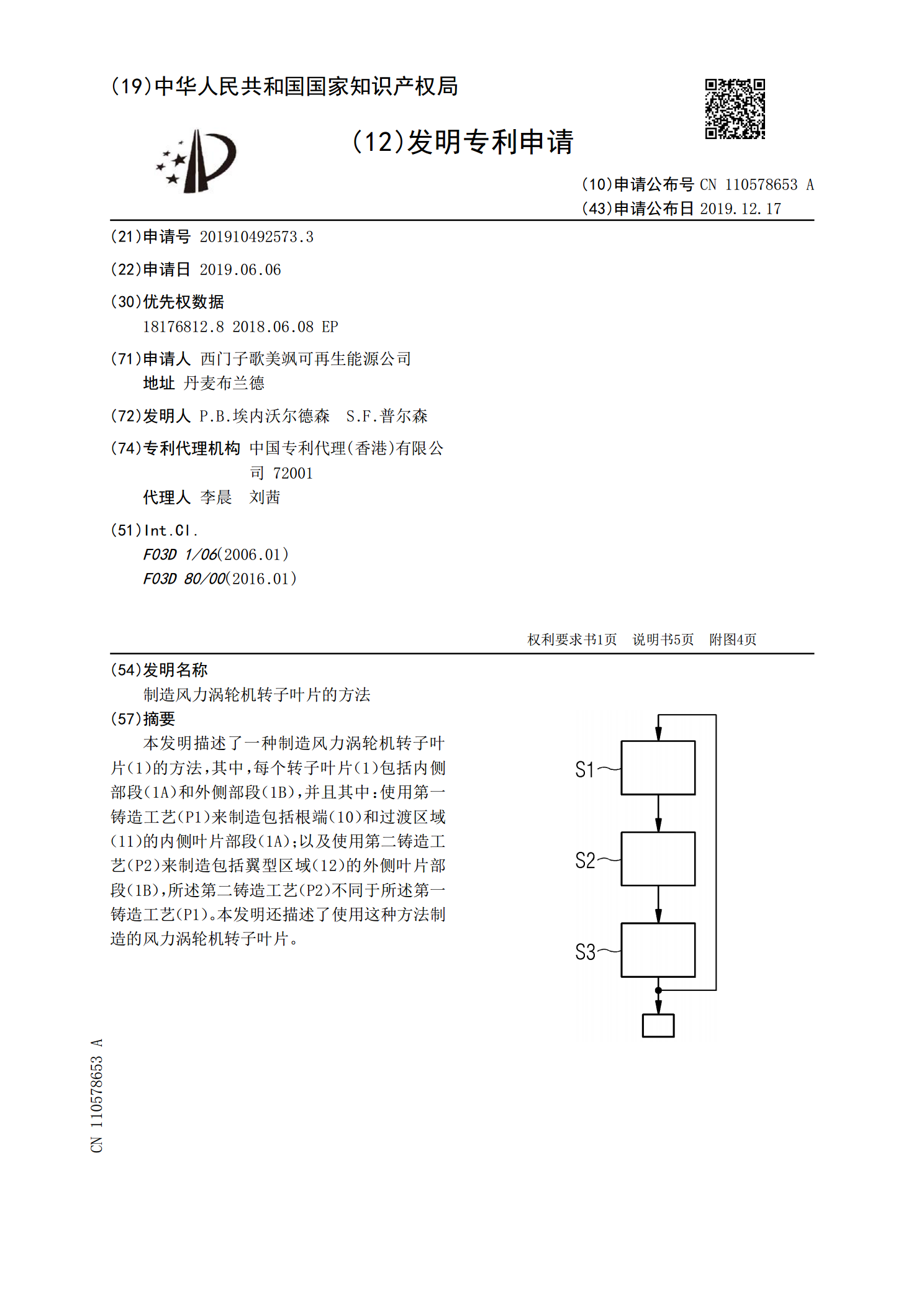
本发明描述了一种制造风力涡轮机转子叶片(1)的方法,其中,每个转子叶片(1)包括内侧部段(1A)和外侧部段(1B),并且其中:使用第一铸造工艺(P1)来制造包括根端(10)和过渡区域(11)的内侧叶片部段(1A);以及使用第二铸造工艺(P2)来制造包括翼型区域(12)的外侧叶片部段(1B),所述第二铸造工艺(P2)不同于所述第一铸造工艺(P1)。本发明还描述了使用这种方法制造的风力涡轮机转子叶片。

制造风力涡轮机转子叶片的方法.pdf
本发明提供了制造风力涡轮机转子叶片的方法。一种制造辅助有真空的物品(22)的方法。该方法包括提供半制品(26)以待浸渍树脂的步骤。该半制品具有增强纤维。将微孔膜(42)施加到半制品(26)上。微孔膜具有疏油处理。将真空薄膜(82)施加到微孔膜(42)上。将聚合树脂引入到半制品(26)。通过将真空(100)施加到半制品而将树脂注入半制品(26)。将树脂固化以形成物品(22)。