
一种自动的模具成型方法.pdf

Ch****75

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种自动的模具成型方法.pdf
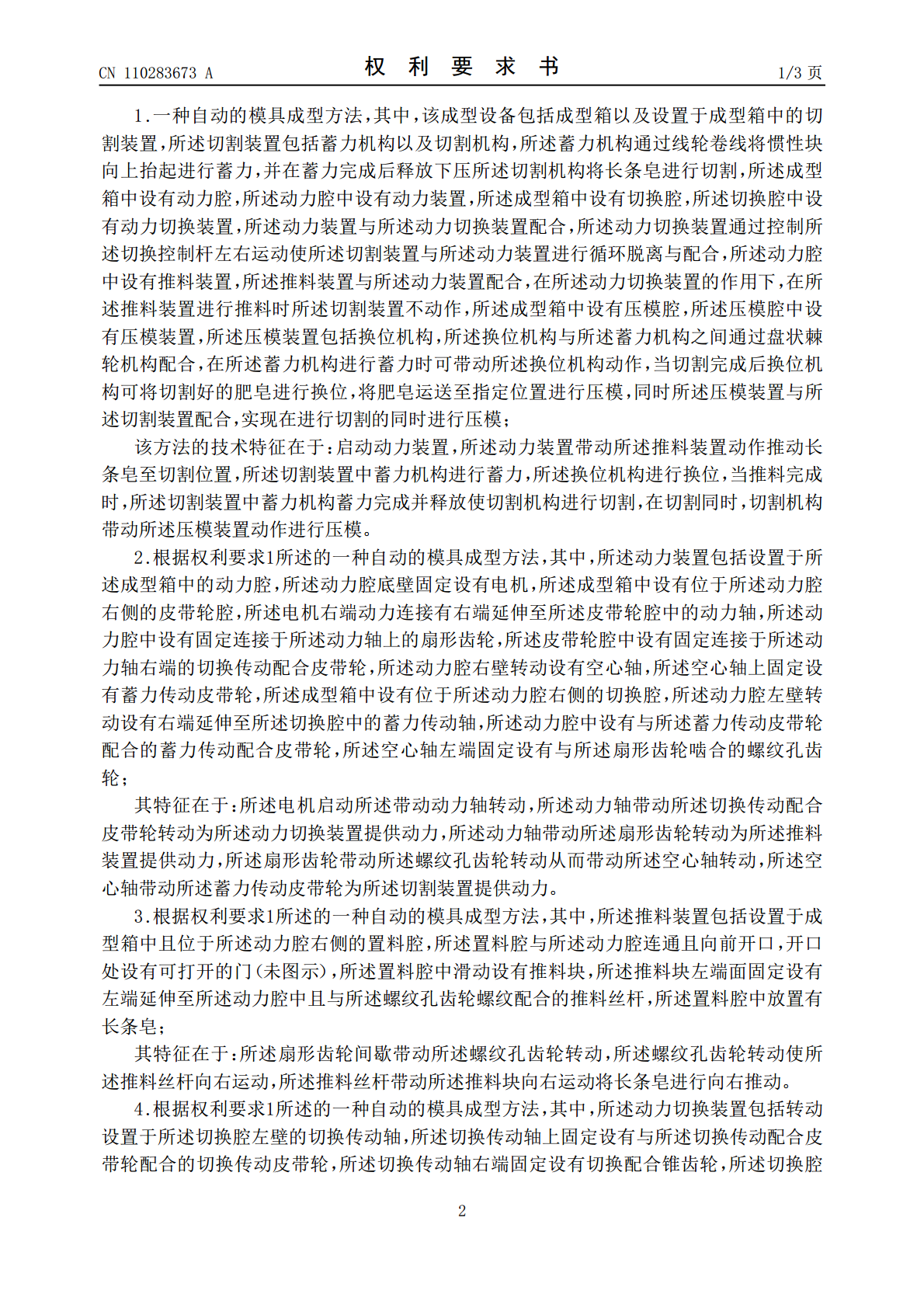
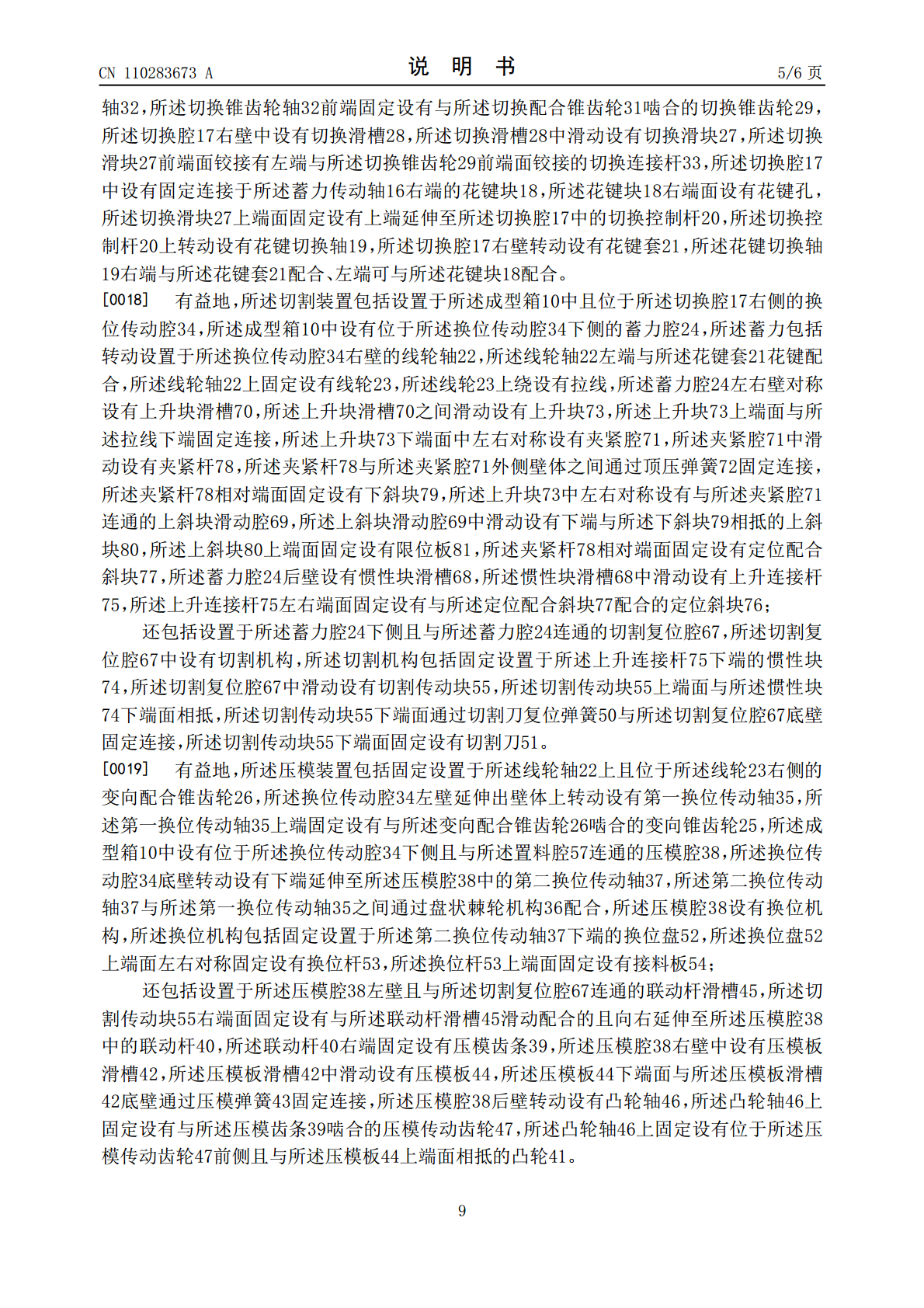
一种自动的模具成型方法,其中,该成型设备包括成型箱以及设置于成型箱中的切割装置,所述切割装置包括蓄力机构以及切割机构,所述蓄力机构通过线轮卷线将惯性块向上抬起进行蓄力,并在蓄力完成后释放下压所述切割机构将长条皂进行切割,所述成型箱中设有动力腔,所述动力腔中设有动力装置,所述成型箱中设有切换腔,所述切换腔中设有动力切换装置;本装置机构简单,使用简便,将制作好的长条皂放置在本装置中,即可实现切割以及图案压制全自动完成,大大提高了效率,节省了劳动力,降低了成本,同时还避免了手工切割造成的切割边缘不整齐,或者力度
一种自动成型的滚轮模具.pdf
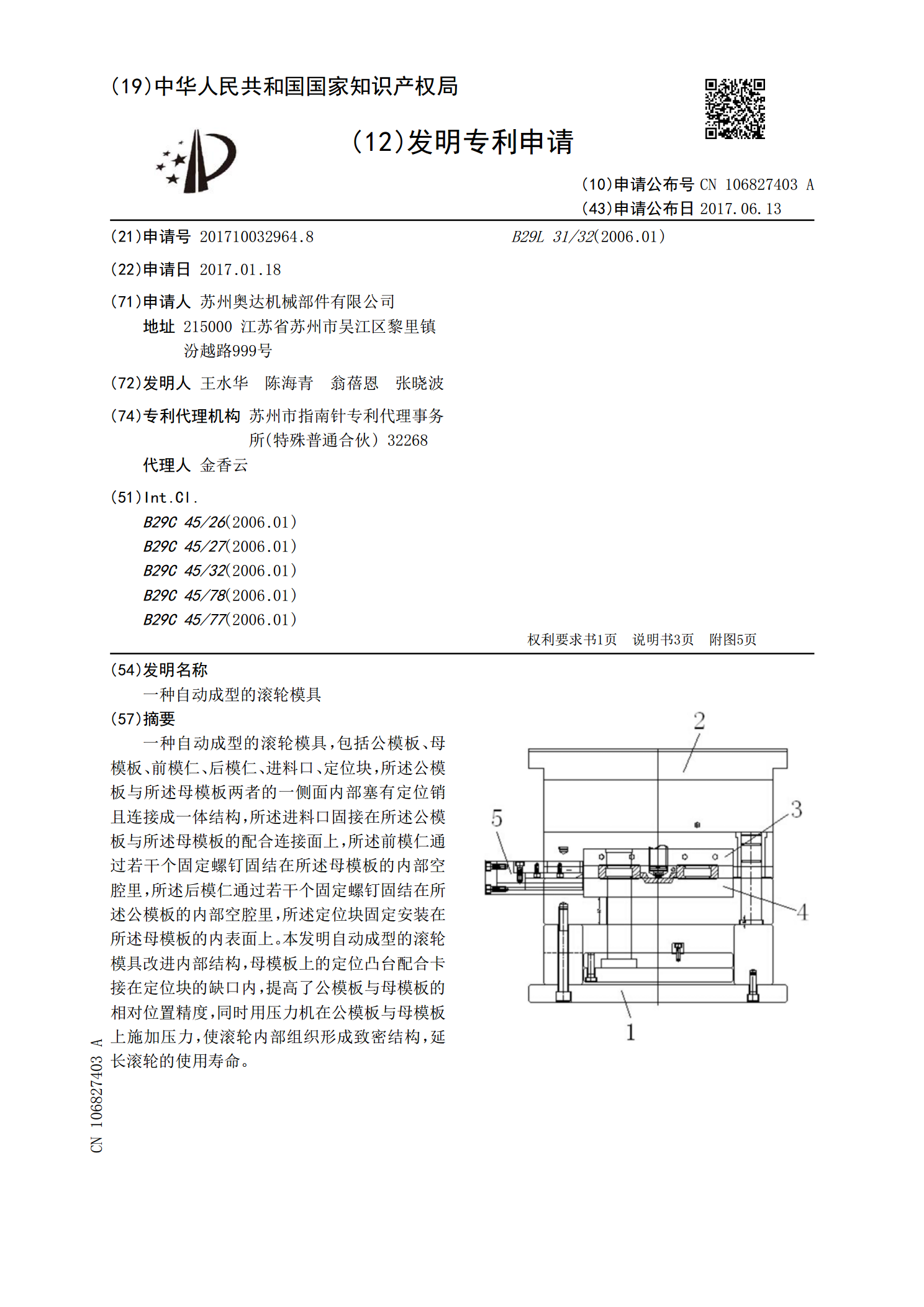
一种自动成型的滚轮模具,包括公模板、母模板、前模仁、后模仁、进料口、定位块,所述公模板与所述母模板两者的一侧面内部塞有定位销且连接成一体结构,所述进料口固接在所述公模板与所述母模板的配合连接面上,所述前模仁通过若干个固定螺钉固结在所述母模板的内部空腔里,所述后模仁通过若干个固定螺钉固结在所述公模板的内部空腔里,所述定位块固定安装在所述母模板的内表面上。本发明自动成型的滚轮模具改进内部结构,母模板上的定位凸台配合卡接在定位块的缺口内,提高了公模板与母模板的相对位置精度,同时用压力机在公模板与母模板上施加压力

一种模具及成型方法.pdf
本发明公开了一种模具及成型方法,涉及注射成型技术领域,上斜齿轮型腔结构与定模板转动连接,下斜齿轮型腔结构与动模板转动连接,第一推料结构用于将成型后的双联斜齿轮推出;单斜齿轮下型腔结构与动模板转动连接,第二推料结构用于将成型后的单斜齿轮推出。本发明将第一开模面、第二开模面、第三开模面和第四开模面逐个打开,依靠成型后的双联斜齿轮驱动上斜齿轮型腔结构和下斜齿轮型腔结构转动、成型后的单斜齿轮的移动驱动单斜齿轮下型腔结构转动,在第一推料结构和第二推料结构的作用下达到双联斜齿轮和单斜齿轮脱模的目的。

一种多棱角自动成型模具及其使用方法.pdf
本发明公开了一种多棱角自动成型模具及其使用方法,属于折弯模具技术领域。本发明中上模本体的底部开设有顶料腔,顶料腔两侧设有冲压端,且顶料腔内设有顶料块和动力顶升模块,顶料块的顶端与顶料模块相连;下模本体内开设有与上模本体底部相配合的活动腔,活动腔内安装有卸料块和卸料模块,其中卸料块的底端与卸料模块相连,卸料块的顶部设有凸起段,凸起段的底部两侧对称设有水平贴合段,且卸料块在卸料模块的伸缩作用下沿高度方向上下移动。针对于现有技术中存在的技术问题,本发明拟提供一种多棱角自动成型模具及其使用方法,能够一次性完成帽型

一种自动冷挤压成型扁方的模具.pdf
本实用新型涉及冷挤压成型模具技术领域,具体讲是一种自动冷挤压成型扁方的模具,一种自动冷挤压成型扁方的模具,包括基座,所述基座上设有下模具,所述下模具的上方螺纹连接有上模具,所述上模具的中部设有贯穿其内腔的第一通孔,所述第一通孔内腔开设有冲模腔,所述下模具的中部设有贯穿其内腔的第二通孔,所述下模具上设有从下至上贯穿所述第二通孔的第一顶针,所述第一顶针的一端设有限位块,所述第一顶针远离所述限位块的一端固定连接有第一冲模头,所述第一顶针上环形设有复位弹簧,本实用新型通过设置一体成型的第一顶针与限位块,可有效提高