
双面翻边和内孔精准拉伸成型模具及成型工艺.pdf

邻家****ng


1/9

2/9
3/9

4/9

5/9

6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双面翻边和内孔精准拉伸成型模具及成型工艺.pdf
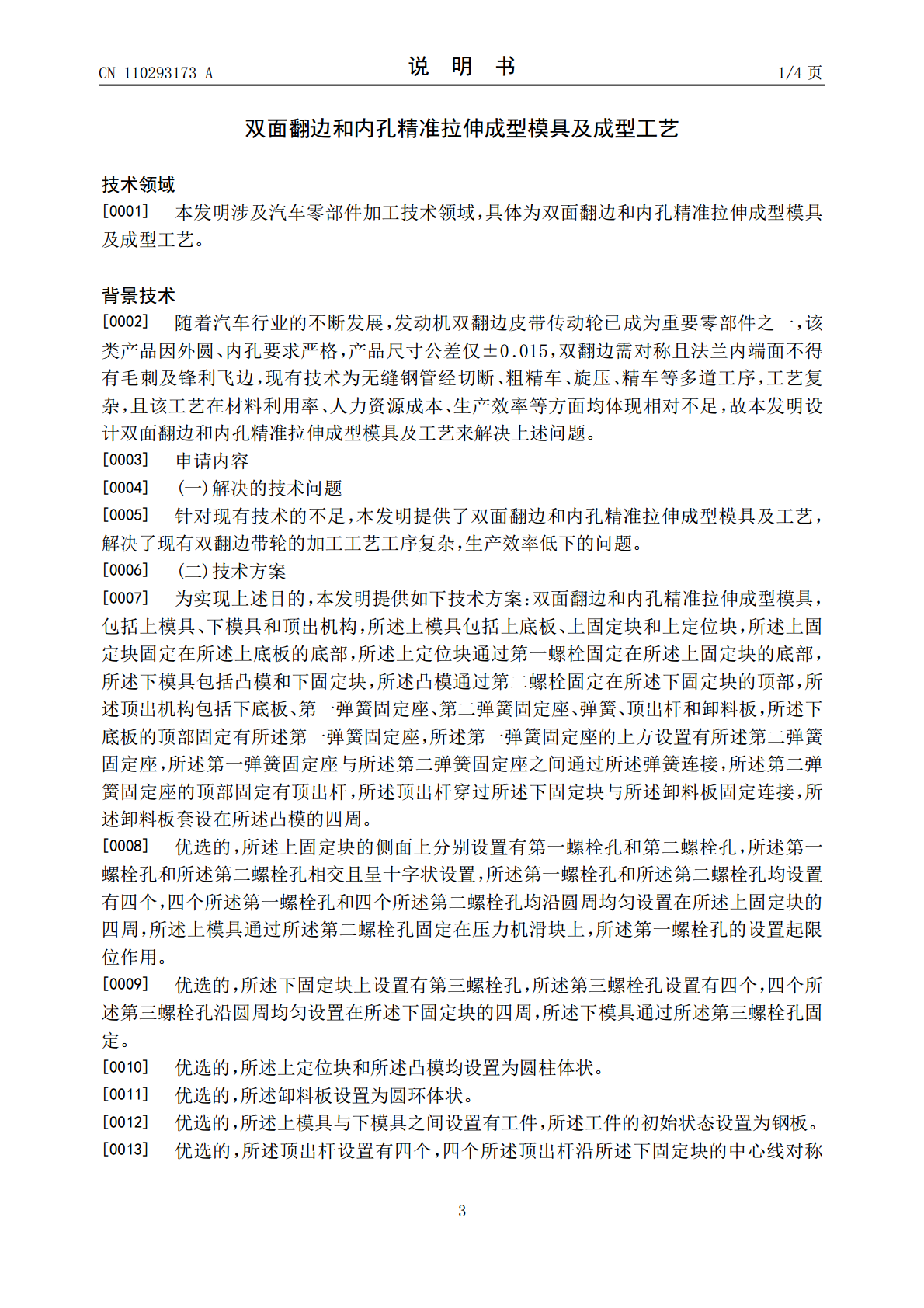
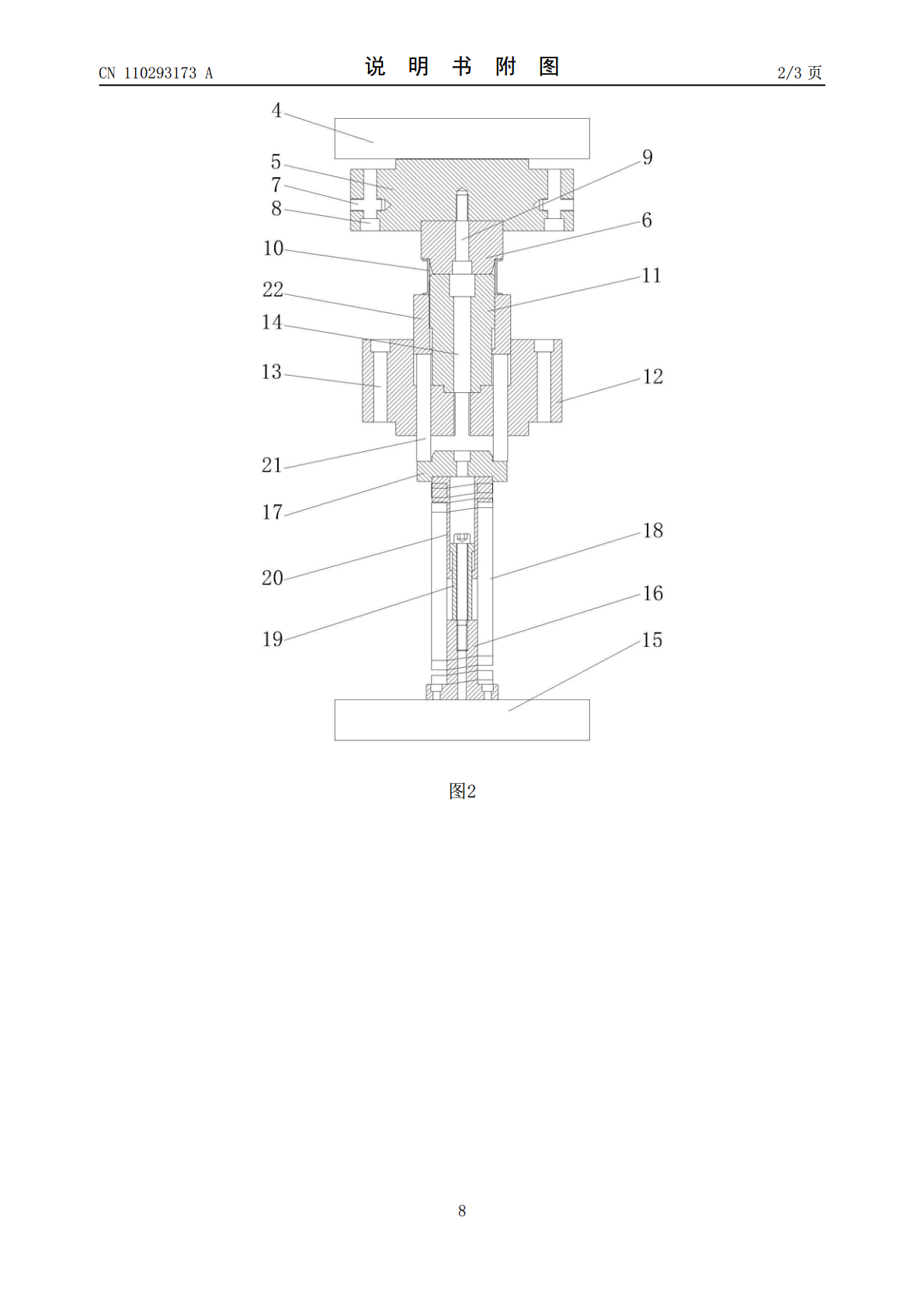
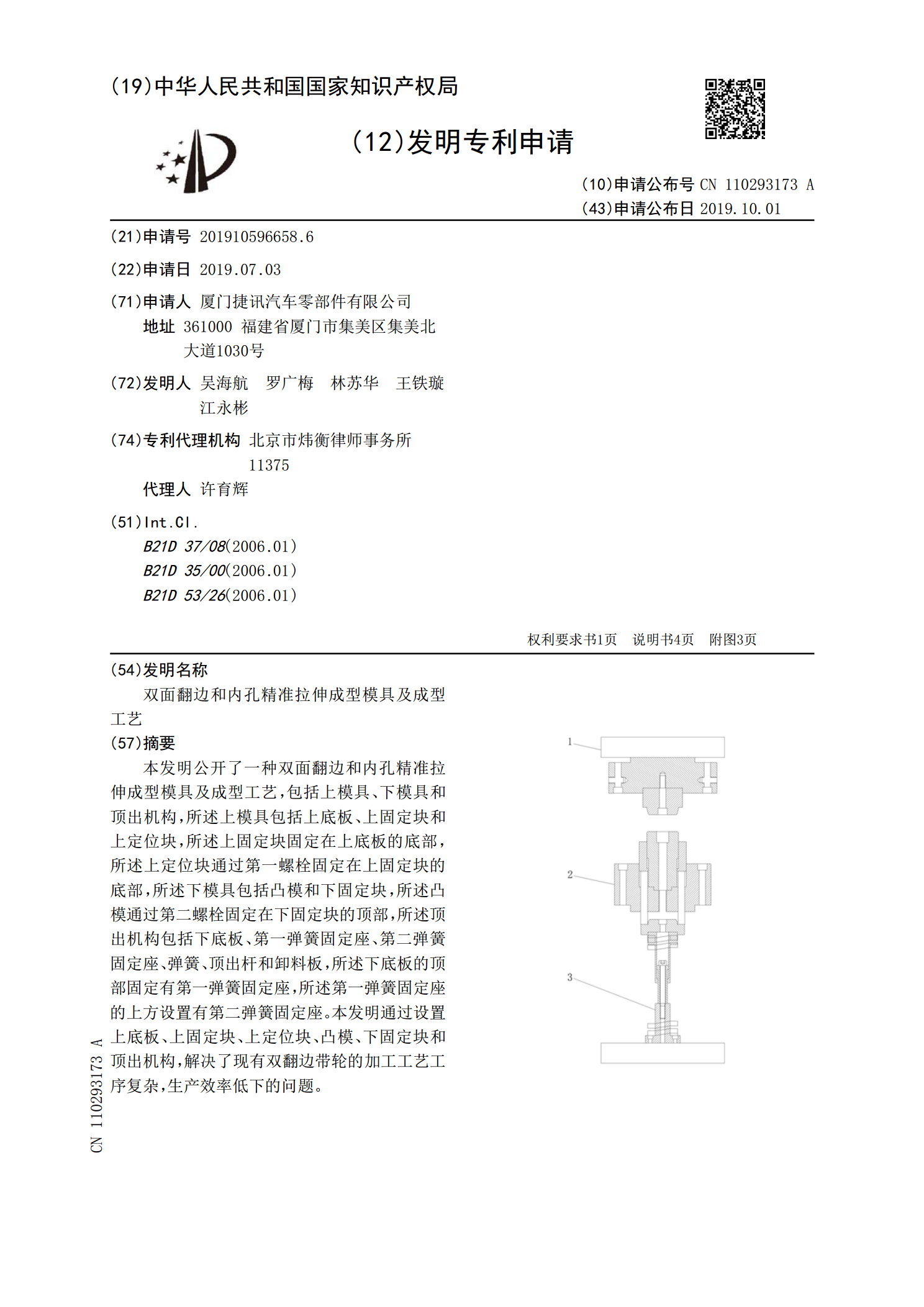
本发明公开了一种双面翻边和内孔精准拉伸成型模具及成型工艺,包括上模具、下模具和顶出机构,所述上模具包括上底板、上固定块和上定位块,所述上固定块固定在上底板的底部,所述上定位块通过第一螺栓固定在上固定块的底部,所述下模具包括凸模和下固定块,所述凸模通过第二螺栓固定在下固定块的顶部,所述顶出机构包括下底板、第一弹簧固定座、第二弹簧固定座、弹簧、顶出杆和卸料板,所述下底板的顶部固定有第一弹簧固定座,所述第一弹簧固定座的上方设置有第二弹簧固定座。本发明通过设置上底板、上固定块、上定位块、凸模、下固定块和顶出机构,

一种具有孔内翻边成型功能的冲压模具.pdf
本发明公开了一种具有孔内翻边成型功能的冲压模具,属于冲压模具技术领域,包括下模机构:其包括下模板和下模座,所述下模座通过垫板固定在下模板上,所述下模座上设置有导柱,所述下模座上设置有凹模,所述下模座和所述下模板之间设置有卸料机构,所述卸料机构延伸至所述凹模内;本发明通过凸模作用在凹模上形成初步的冲压形状,折弯气缸推动平压板使工件边缘平缓向凹模内翻边折弯,实现单工位完成孔内翻边折弯,从而节约了模具工位,提高加工效率;通过限位框支撑在盲孔槽内,使上模座与下模座之间留有一定的间隙,便于平压板的活动,并设置缓冲柱

弧形孔内缘逐次翻边的模具及弧形孔内缘逐次翻边的工艺.pdf
本发明公开了一种弧形孔内缘逐次翻边的模具及弧形孔内缘逐次翻边的工艺,模具包括上模和下模,下模包括主体B(1),主体B(1)上设有凸台B(2)和支撑部件(3),上模包括主体A(5),主体A(5)上设有凸台A(6),凸台A(6)横截面的轮廓线包含一段1~5mm的直线段(8),凸台A(6)设于支撑部件(3)的正上方,且直线段(8)所对应的平面与圆形倒角面(4)的切面平行;翻边工艺包括以下步骤:a、上料;b、设定加工程序;c、翻边加工;d、下料。本发明的有益效果是:本发明能够进行包括弧形孔在内的各种孔型的翻边;实
高翻边孔成型方法.pdf
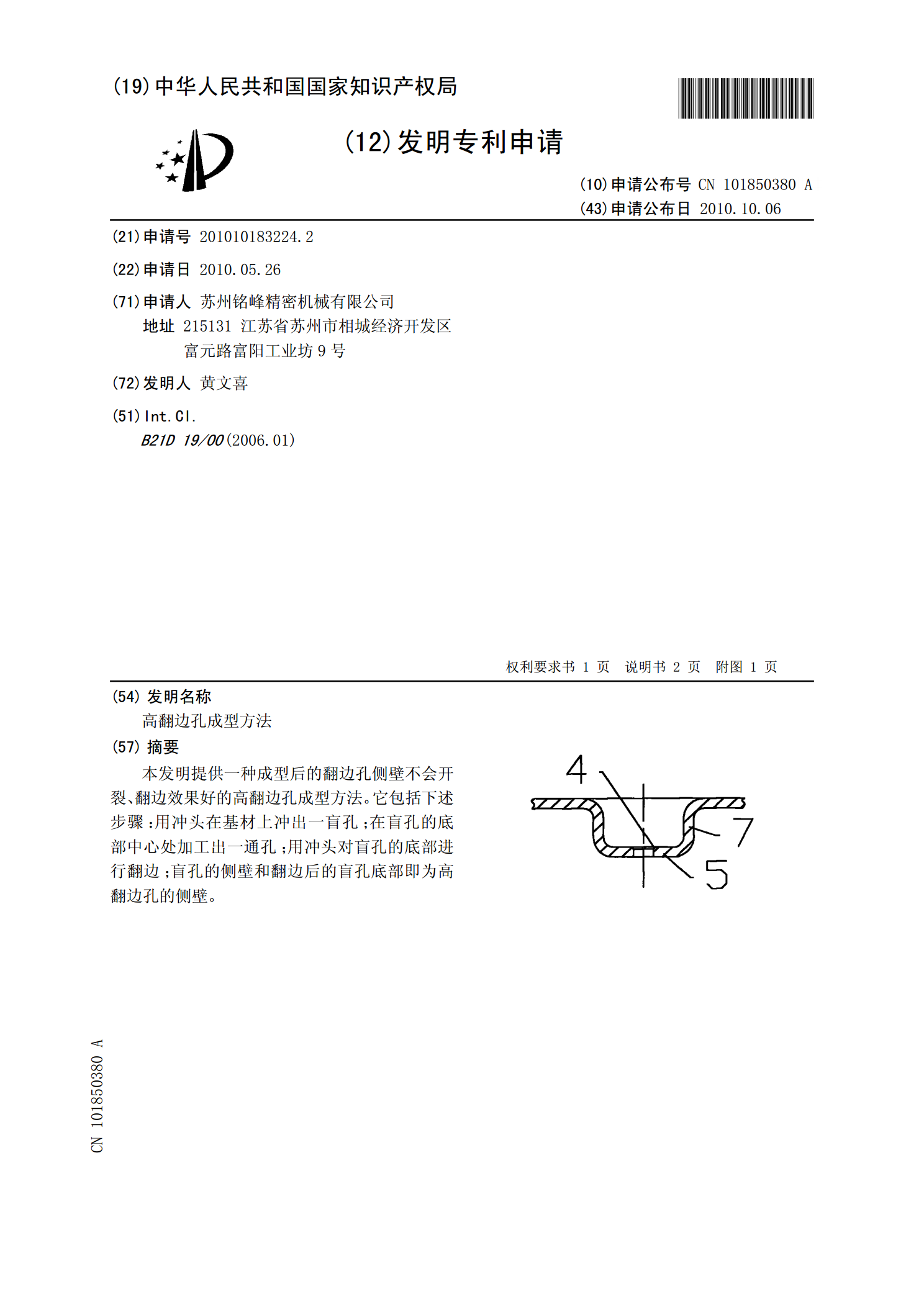
本发明提供一种成型后的翻边孔侧壁不会开裂、翻边效果好的高翻边孔成型方法。它包括下述步骤:用冲头在基材上冲出一盲孔;在盲孔的底部中心处加工出一通孔;用冲头对盲孔的底部进行翻边;盲孔的侧壁和翻边后的盲孔底部即为高翻边孔的侧壁。

一种内孔双面凸台冲压拉深成型模具及其工艺方法.pdf
一种内孔双面凸台冲压拉深成型模具,包括相互配合的凹凸模和弹性压料板,其特征在于:所述的相互配合的凹凸模有第一预成型模具,第二预成型模具和第三成型模具,第一预成型模具的凸模前端轮廓形状由两段不同半径的渐开线组成,第二预成型模具的凸模前端具有一环形台阶面,第三成型模具的凸模前端轮廓由多级不同半径的渐开线组成,采用本发明工艺过程简洁,生产效率高,原材料利用率高,具有广阔的实用经济价值。