
车轮、车轮焊接装置和车轮制造方法.pdf

是来****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

车轮、车轮焊接装置和车轮制造方法.pdf
本发明提供了一种车轮、车轮焊接装置和车轮制造方法,其中,车轮包括:轮辋;轮辐,轮辐设置在轮辋的轴向的一端,且轮辐与轮辋焊接,且在两者的连接处形成用于固定连接两者的焊道结构,其中,焊道结构为以气体保护焊的形式沿轮辐和轮辋的连接处的至少一部分延伸轨迹往复焊接至少一次后形成。本发明解决了现有技术中的对轮辋和轮辐的焊接方式存在弊端,致使焊道结构的收弧处会存在缺陷,留有缺口或凸头,不仅降低了焊道结构的整体结构稳固性而导致轮辋和轮辐之间的连接不稳定,而影响车轮的后期正常使用,而且还严重影响了车轮的外观美感,降低了用户
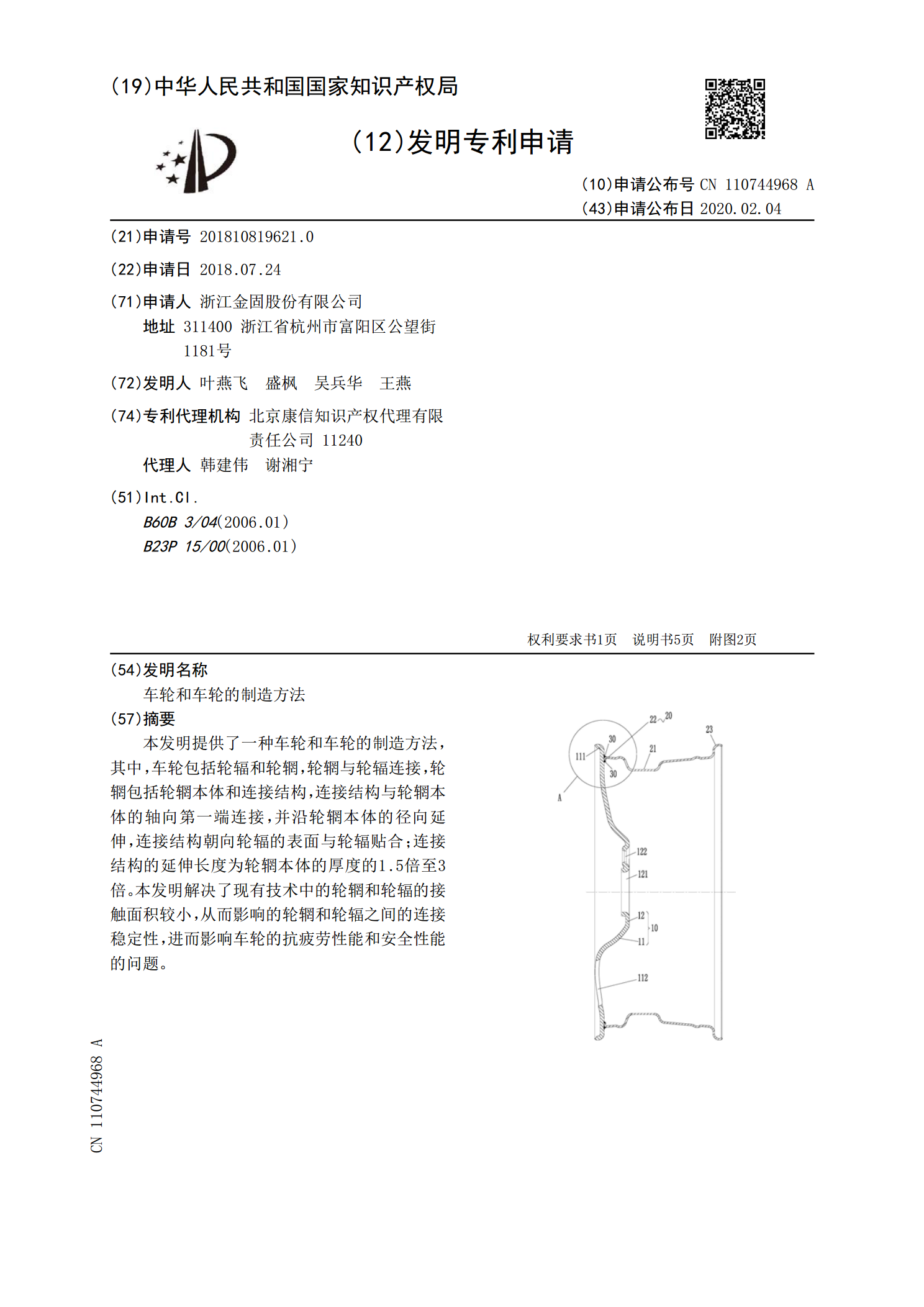
车轮和车轮的制造方法.pdf
本发明提供了一种车轮和车轮的制造方法,其中,车轮包括轮辐和轮辋,轮辋与轮辐连接,轮辋包括轮辋本体和连接结构,连接结构与轮辋本体的轴向第一端连接,并沿轮辋本体的径向延伸,连接结构朝向轮辐的表面与轮辐贴合;连接结构的延伸长度为轮辋本体的厚度的1.5倍至3倍。本发明解决了现有技术中的轮辋和轮辐的接触面积较小,从而影响的轮辋和轮辐之间的连接稳定性,进而影响车轮的抗疲劳性能和安全性能的问题。
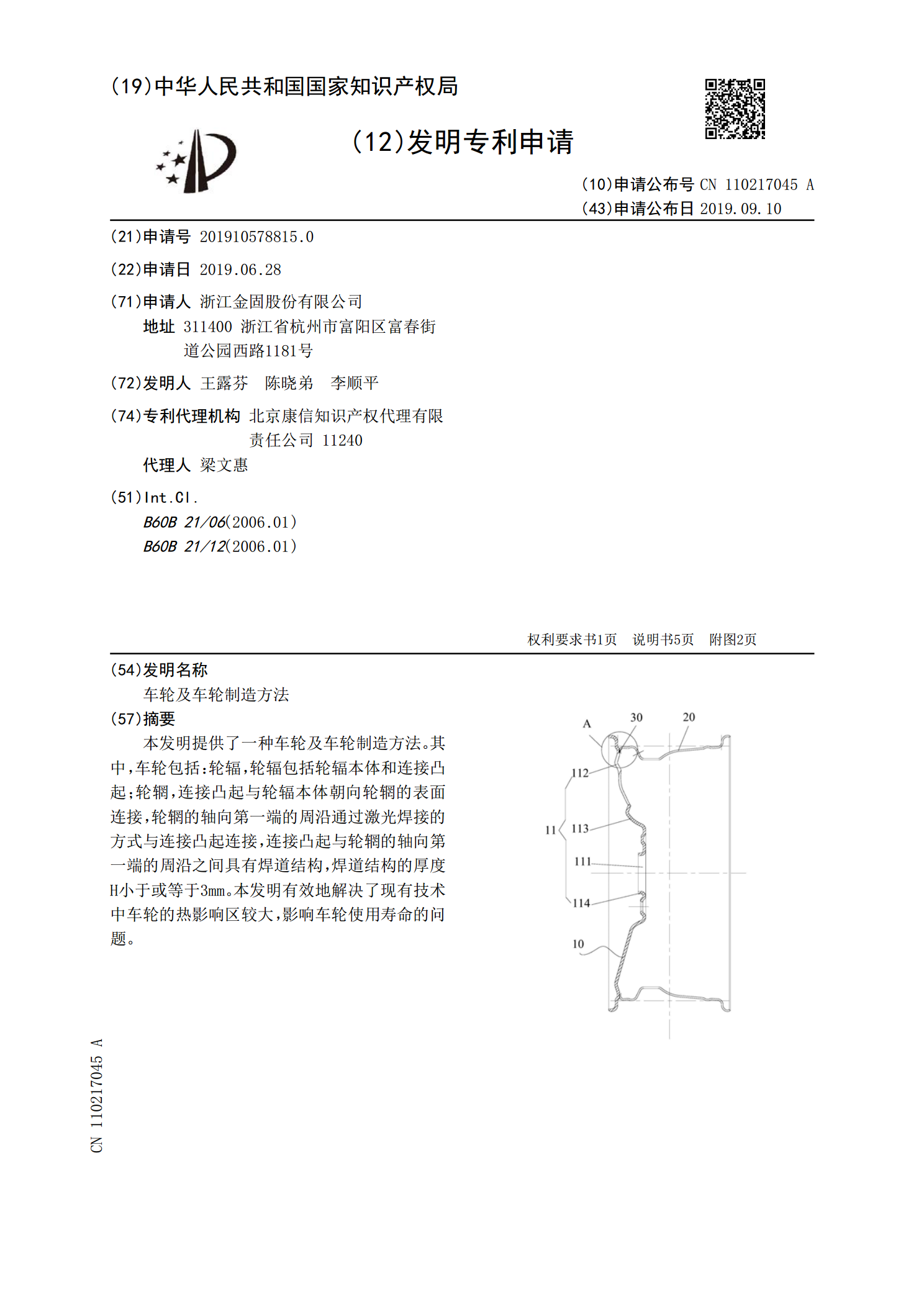
车轮及车轮制造方法.pdf
本发明提供了一种车轮及车轮制造方法。其中,车轮包括:轮辐,轮辐包括轮辐本体和连接凸起;轮辋,连接凸起与轮辐本体朝向轮辋的表面连接,轮辋的轴向第一端的周沿通过激光焊接的方式与连接凸起连接,连接凸起与轮辋的轴向第一端的周沿之间具有焊道结构,焊道结构的厚度H小于或等于3mm。本发明有效地解决了现有技术中车轮的热影响区较大,影响车轮使用寿命的问题。
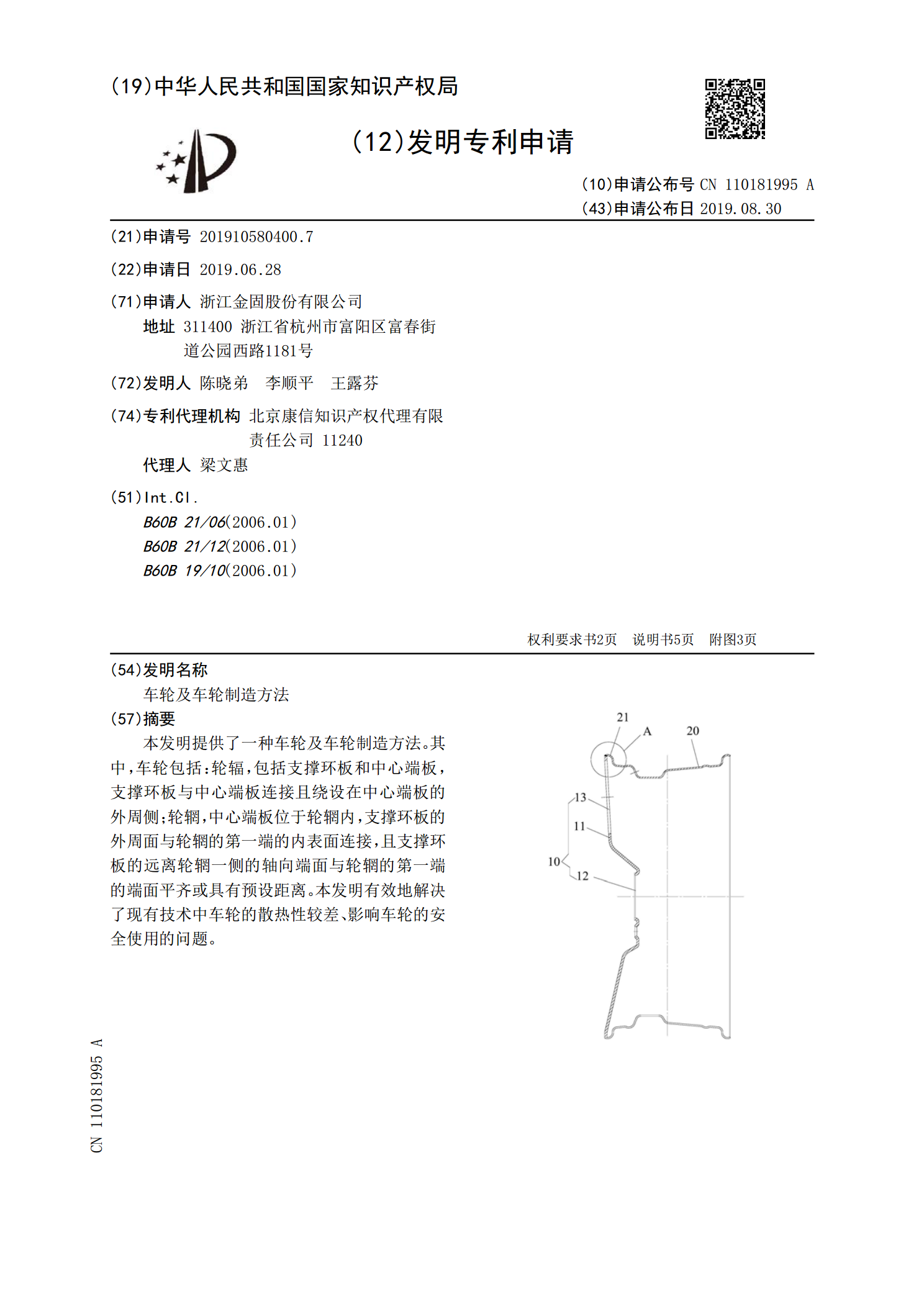
车轮及车轮制造方法.pdf
本发明提供了一种车轮及车轮制造方法。其中,车轮包括:轮辐,包括支撑环板和中心端板,支撑环板与中心端板连接且绕设在中心端板的外周侧;轮辋,中心端板位于轮辋内,支撑环板的外周面与轮辋的第一端的内表面连接,且支撑环板的远离轮辋一侧的轴向端面与轮辋的第一端的端面平齐或具有预设距离。本发明有效地解决了现有技术中车轮的散热性较差、影响车轮的安全使用的问题。

车轮及车轮制造方法.pdf
本发明提供了一种车轮及车轮制造方法。其中,车轮包括:轮辋;轮辐,轮辐通过激光焊接的方式与轮辋连接,轮辋与轮辐的焊接处具有焊道结构,焊道结构的厚度H小于或等于3mm;其中,轮辐与轮辐的焊接处位于轮辋的内表面。本发明有效地解决了现有技术中车轮的轮辐与轮辋的焊接区域热影响较大,影响车轮使用寿命的问题。