
一种硅晶棒的处理方法及切片方法.pdf

书生****瑞梦


1/7
2/7

3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种硅晶棒的处理方法及切片方法.pdf
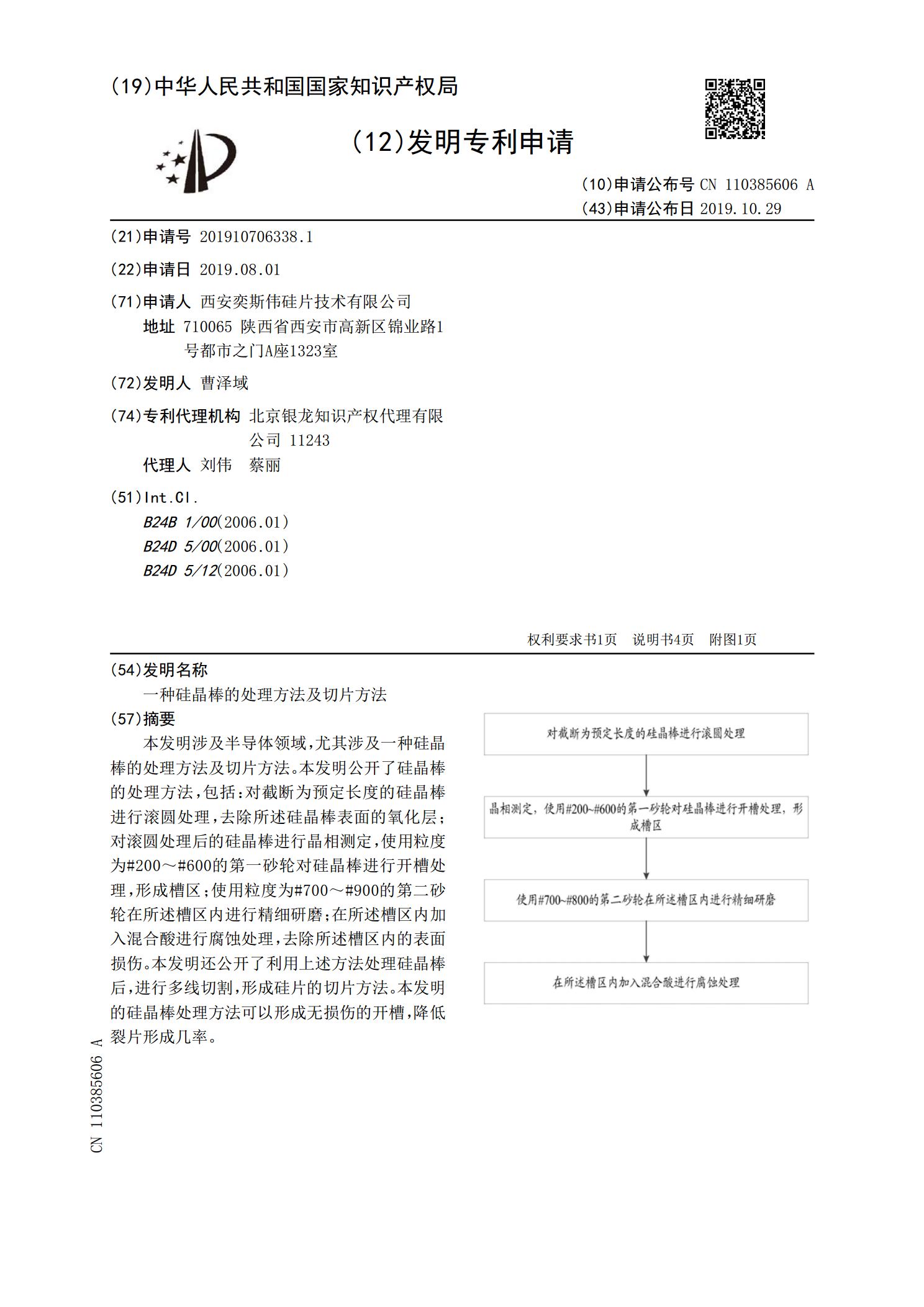
本发明涉及半导体领域,尤其涉及一种硅晶棒的处理方法及切片方法。本发明公开了硅晶棒的处理方法,包括:对截断为预定长度的硅晶棒进行滚圆处理,去除所述硅晶棒表面的氧化层;对滚圆处理后的硅晶棒进行晶相测定,使用粒度为#200~#600的第一砂轮对硅晶棒进行开槽处理,形成槽区;使用粒度为#700~#900的第二砂轮在所述槽区内进行精细研磨;在所述槽区内加入混合酸进行腐蚀处理,去除所述槽区内的表面损伤。本发明还公开了利用上述方法处理硅晶棒后,进行多线切割,形成硅片的切片方法。本发明的硅晶棒处理方法可以形成无损伤的开槽
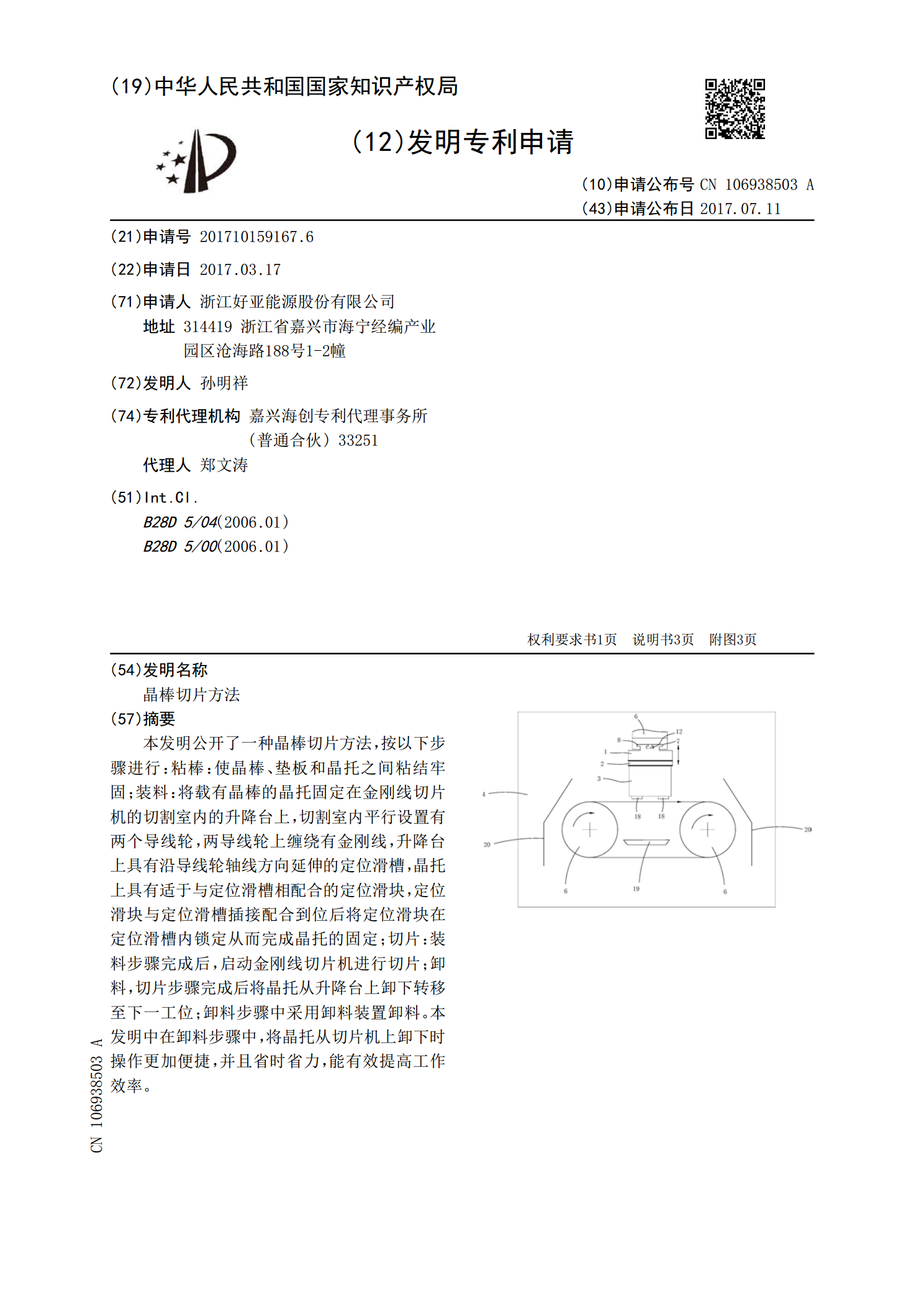
晶棒切片方法.pdf
本发明公开了一种晶棒切片方法,按以下步骤进行:粘棒:使晶棒、垫板和晶托之间粘结牢固;装料:将载有晶棒的晶托固定在金刚线切片机的切割室内的升降台上,切割室内平行设置有两个导线轮,两导线轮上缠绕有金刚线,升降台上具有沿导线轮轴线方向延伸的定位滑槽,晶托上具有适于与定位滑槽相配合的定位滑块,定位滑块与定位滑槽插接配合到位后将定位滑块在定位滑槽内锁定从而完成晶托的固定;切片:装料步骤完成后,启动金刚线切片机进行切片;卸料,切片步骤完成后将晶托从升降台上卸下转移至下一工位;卸料步骤中采用卸料装置卸料。本发明中在卸料
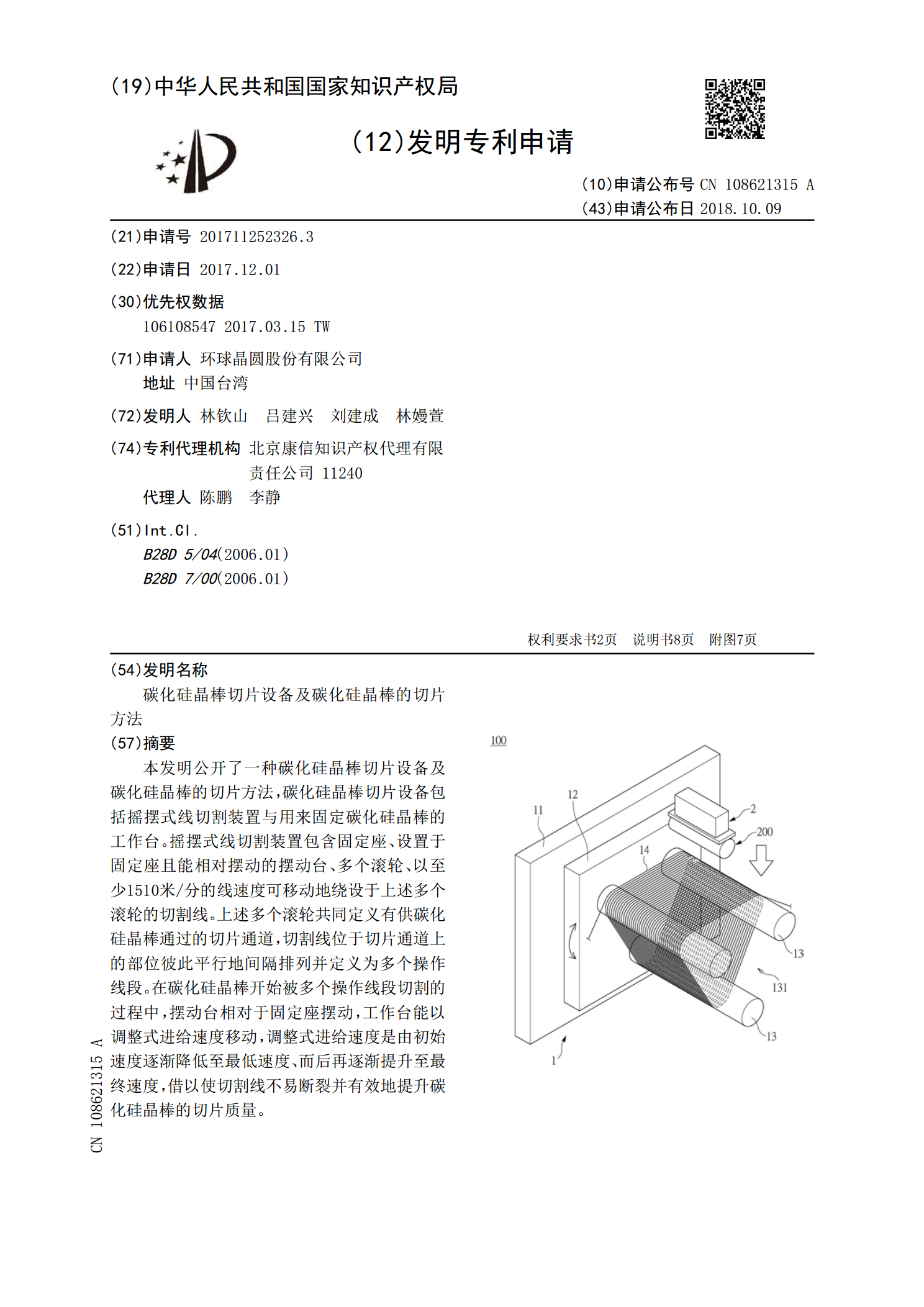
碳化硅晶棒切片设备及碳化硅晶棒的切片方法.pdf
本发明公开了一种碳化硅晶棒切片设备及碳化硅晶棒的切片方法,碳化硅晶棒切片设备包括摇摆式线切割装置与用来固定碳化硅晶棒的工作台。摇摆式线切割装置包含固定座、设置于固定座且能相对摆动的摆动台、多个滚轮、以至少1510米/分的线速度可移动地绕设于上述多个滚轮的切割线。上述多个滚轮共同定义有供碳化硅晶棒通过的切片通道,切割线位于切片通道上的部位彼此平行地间隔排列并定义为多个操作线段。在碳化硅晶棒开始被多个操作线段切割的过程中,摆动台相对于固定座摆动,工作台能以调整式进给速度移动,调整式进给速度是由初始速度逐渐降低

提高硅棒切片成品率的多晶切片方法.pdf
提高硅棒切片成品率的多晶切片方法,涉及多晶硅棒的切割技术领域。先在与钢丝接触的多晶硅棒左、右两面分别粘贴一根宽度为2.8mm的树脂条,然后置于切片机上切片。由于在多晶硅棒切片过程中,于多晶硅棒的左右两面分别粘有两根2.8mm的树脂条,该树脂条在切割时对钢丝能起到很好的固定效果,大大降低了钢丝在进刀时的不稳定性,完全杜绝这些因素对切割造成的影响,有效的提高了硅棒的成品率。
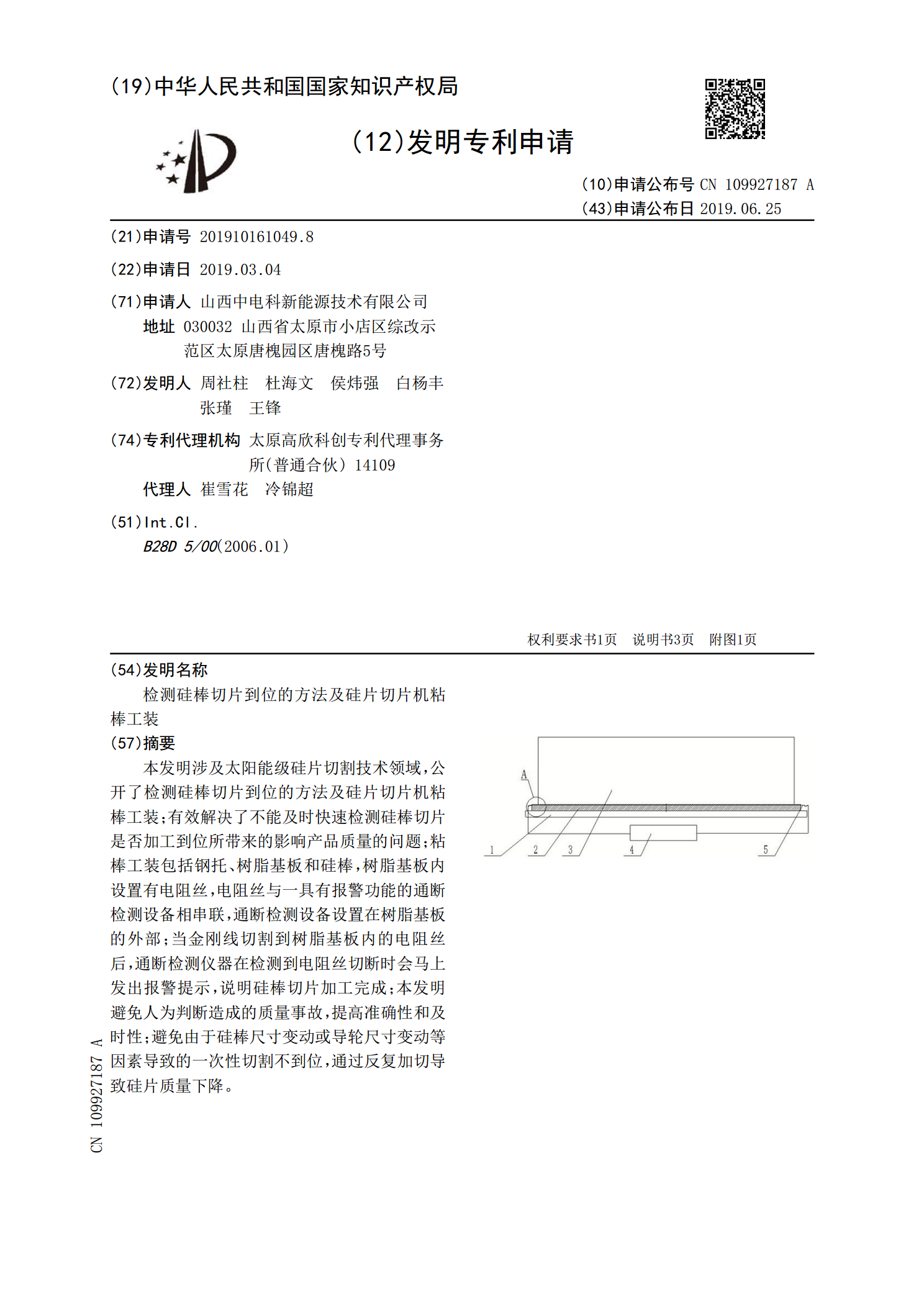
检测硅棒切片到位的方法及硅片切片机粘棒工装.pdf
本发明涉及太阳能级硅片切割技术领域,公开了检测硅棒切片到位的方法及硅片切片机粘棒工装;有效解决了不能及时快速检测硅棒切片是否加工到位所带来的影响产品质量的问题;粘棒工装包括钢托、树脂基板和硅棒,树脂基板内设置有电阻丝,电阻丝与一具有报警功能的通断检测设备相串联,通断检测设备设置在树脂基板的外部;当金刚线切割到树脂基板内的电阻丝后,通断检测仪器在检测到电阻丝切断时会马上发出报警提示,说明硅棒切片加工完成;本发明避免人为判断造成的质量事故,提高准确性和及时性;避免由于硅棒尺寸变动或导轮尺寸变动等因素导致的一次