
一种研磨轮及晶片研磨装置.pdf

一条****贺6


1/9

2/9
3/9
4/9
5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种研磨轮及晶片研磨装置.pdf
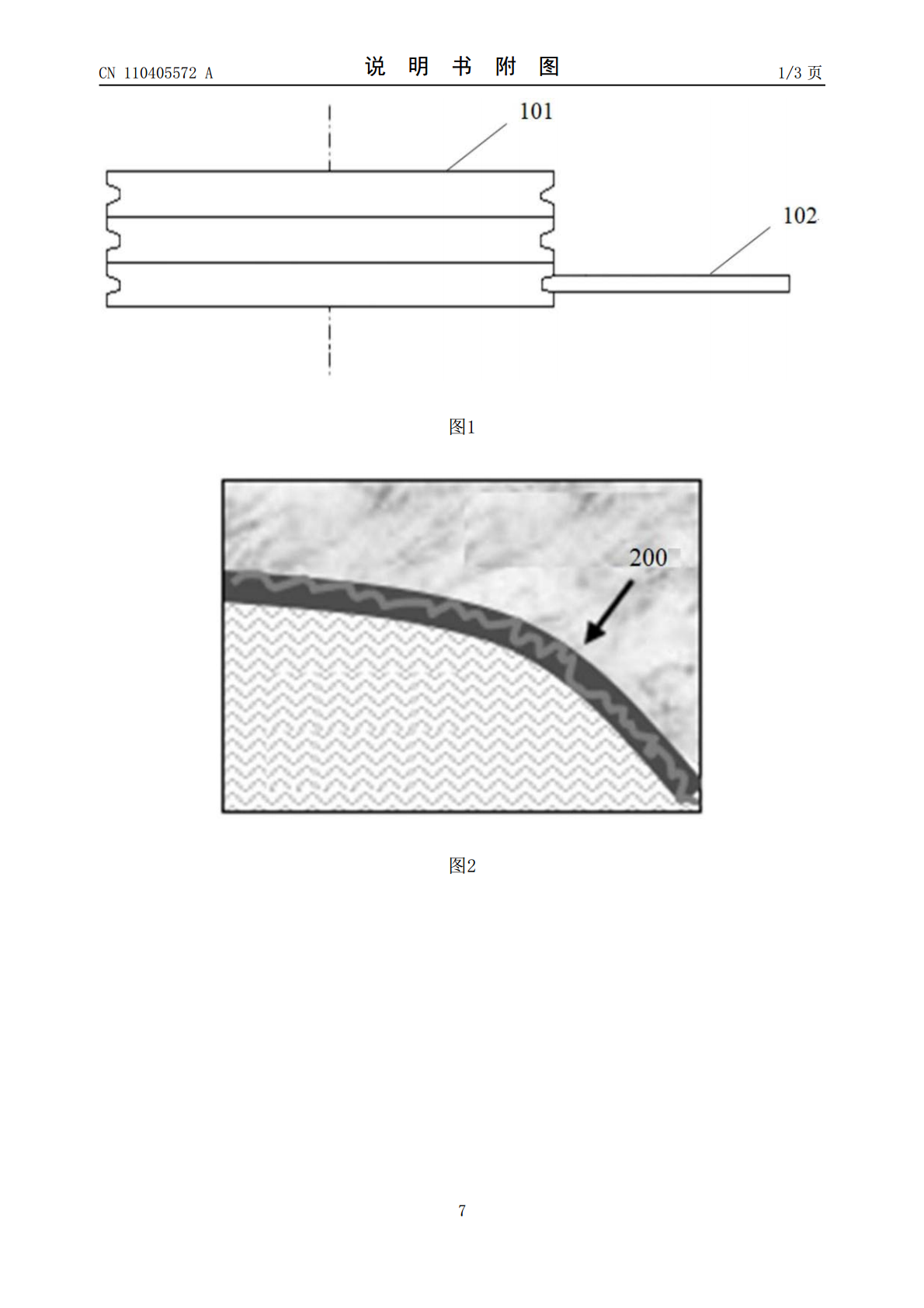
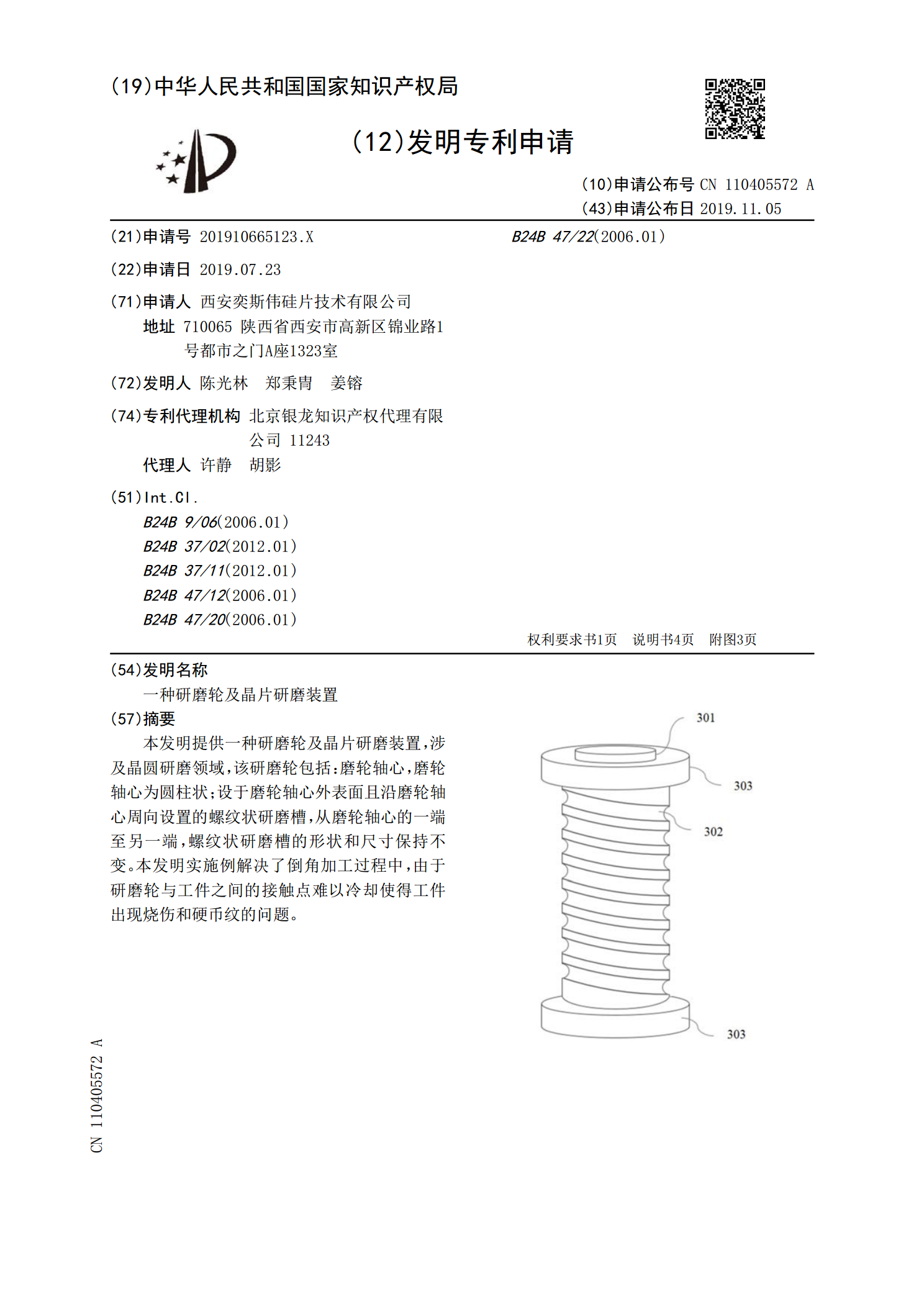
本发明提供一种研磨轮及晶片研磨装置,涉及晶圆研磨领域,该研磨轮包括:磨轮轴心,磨轮轴心为圆柱状;设于磨轮轴心外表面且沿磨轮轴心周向设置的螺纹状研磨槽,从磨轮轴心的一端至另一端,螺纹状研磨槽的形状和尺寸保持不变。本发明实施例解决了倒角加工过程中,由于研磨轮与工件之间的接触点难以冷却使得工件出现烧伤和硬币纹的问题。

晶片研磨装置.pdf
本申请涉及蓝宝石新材料技术领域的一种晶片研磨装置,包括:研磨盘,所述研磨盘一侧形成晶片的承载平面;第一轴,所述第一轴位于所述承载平面一侧并与所述承载平面垂直,所述第一轴靠近承载平面边缘处;研磨砂轮,所述研磨砂轮连接于所述第一轴上,所述研磨砂轮包括研磨面,所述研磨面外圈延伸至所述承载平面中心点;固定组件,设于所述基座上,用于将所述晶片固定在所述承载平面上。本申请的晶片研磨装置在保证晶片减薄效率的同时,减少了工艺步骤,降低了崩边碎片发生的可能性,并能满足面型曲圆化晶片的加工。

一种石英晶片研磨装置.pdf
本申请提供了一种石英晶片研磨装置,包括下研磨板以及上研磨板;研磨板上设置有研磨齿板,研磨齿板同时与环形齿盘、圆形齿板啮合连接,使研磨齿板能够沿与圆形齿板转动方向相反的方向转动;研磨齿板的内部设置有立板以及复位件,复位件啮合安装于一组立板之间,一组立板包括两个立板,一立板部分伸出研磨齿板的上端面,另一立板部分伸出研磨齿板的下端面,其中通过转动复位件,使立板具有部分伸出研磨齿板的第一状态以及全部收入研磨齿板内的第二状态。通过立板将研磨齿板顶起,并且上部的立板与下部的立板均与石英晶片的表面平齐,解决了石英晶片底
一种石英晶片研磨装置.pdf
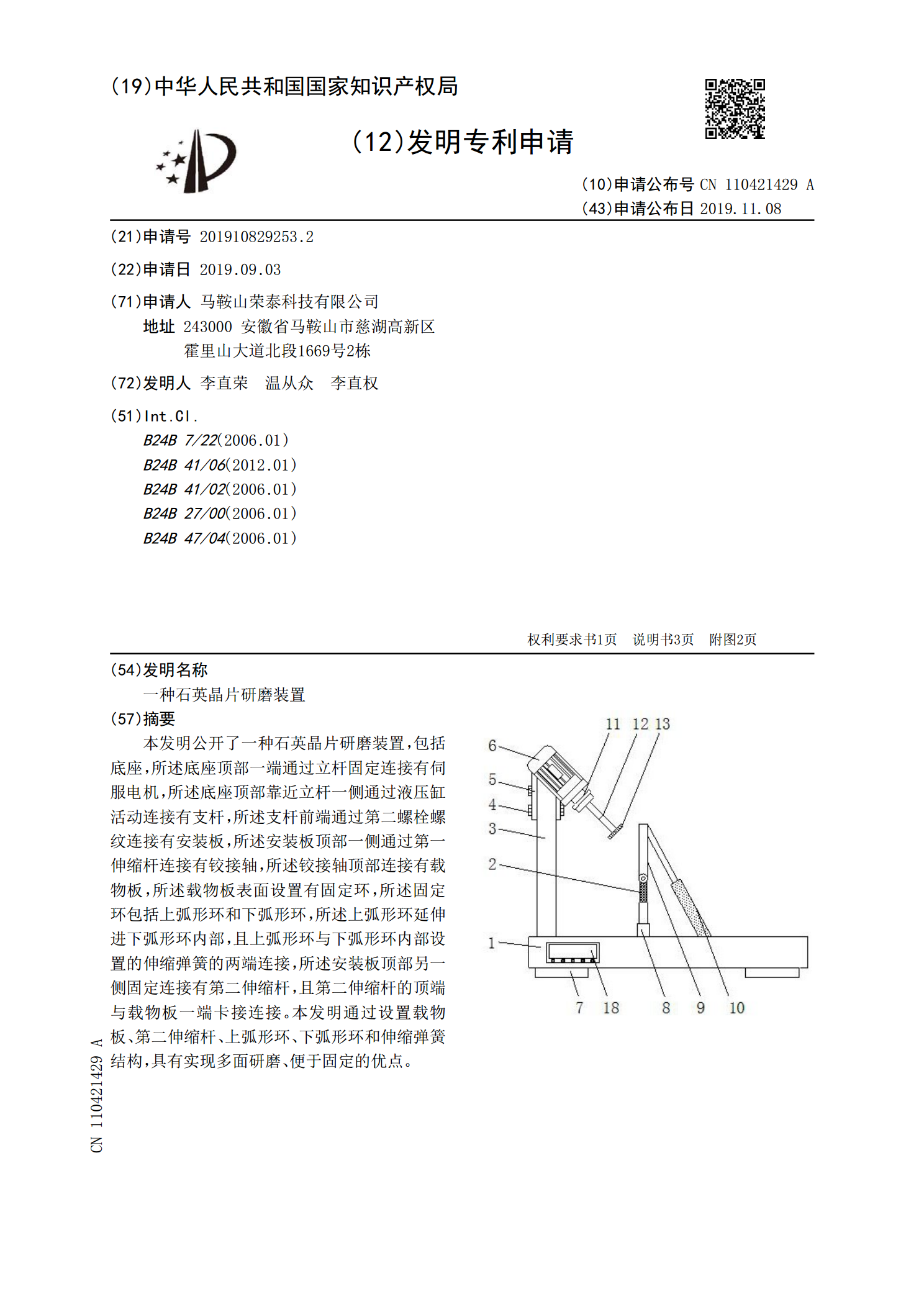
本发明公开了一种石英晶片研磨装置,包括底座,所述底座顶部一端通过立杆固定连接有伺服电机,所述底座顶部靠近立杆一侧通过液压缸活动连接有支杆,所述支杆前端通过第二螺栓螺纹连接有安装板,所述安装板顶部一侧通过第一伸缩杆连接有铰接轴,所述铰接轴顶部连接有载物板,所述载物板表面设置有固定环,所述固定环包括上弧形环和下弧形环,所述上弧形环延伸进下弧形环内部,且上弧形环与下弧形环内部设置的伸缩弹簧的两端连接,所述安装板顶部另一侧固定连接有第二伸缩杆,且第二伸缩杆的顶端与载物板一端卡接连接。本发明通过设置载物板、第二伸缩
一种晶片研磨减薄装置.pdf
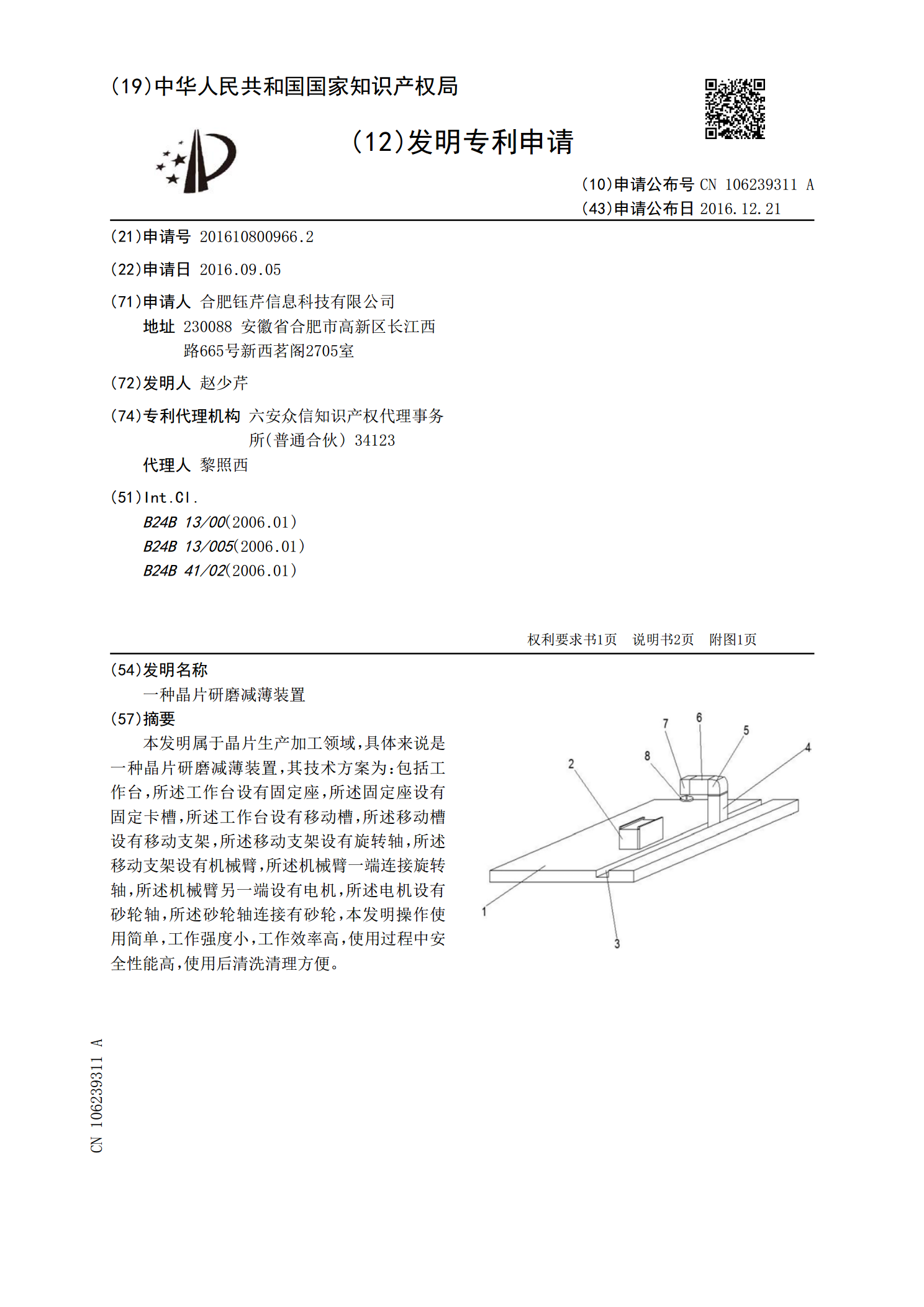
本发明属于晶片生产加工领域,具体来说是一种晶片研磨减薄装置,其技术方案为:包括工作台,所述工作台设有固定座,所述固定座设有固定卡槽,所述工作台设有移动槽,所述移动槽设有移动支架,所述移动支架设有旋转轴,所述移动支架设有机械臂,所述机械臂一端连接旋转轴,所述机械臂另一端设有电机,所述电机设有砂轮轴,所述砂轮轴连接有砂轮,本发明操作使用简单,工作强度小,工作效率高,使用过程中安全性能高,使用后清洗清理方便。