
轮胎制造方法及轮胎成型装置.pdf

努力****星驰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轮胎制造方法及轮胎成型装置.pdf
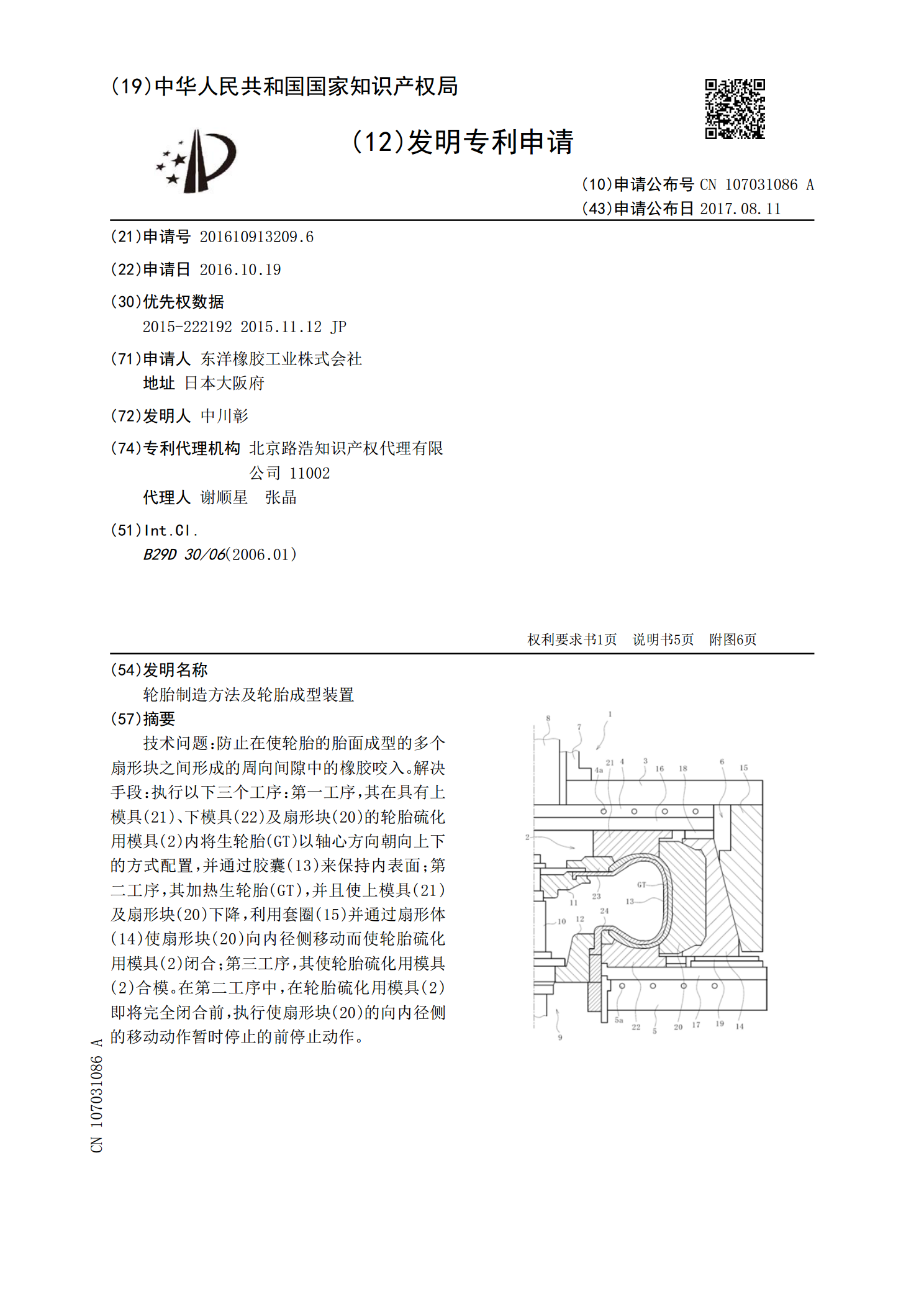
技术问题:防止在使轮胎的胎面成型的多个扇形块之间形成的周向间隙中的橡胶咬入。解决手段:执行以下三个工序:第一工序,其在具有上模具(21)、下模具(22)及扇形块(20)的轮胎硫化用模具(2)内将生轮胎(GT)以轴心方向朝向上下的方式配置,并通过胶囊(13)来保持内表面;第二工序,其加热生轮胎(GT),并且使上模具(21)及扇形块(20)下降,利用套圈(15)并通过扇形体(14)使扇形块(20)向内径侧移动而使轮胎硫化用模具(2)闭合;第三工序,其使轮胎硫化用模具(2)合模。在第二工序中,在轮胎硫化用模具(
轮胎制造方法及轮胎成型装置.pdf
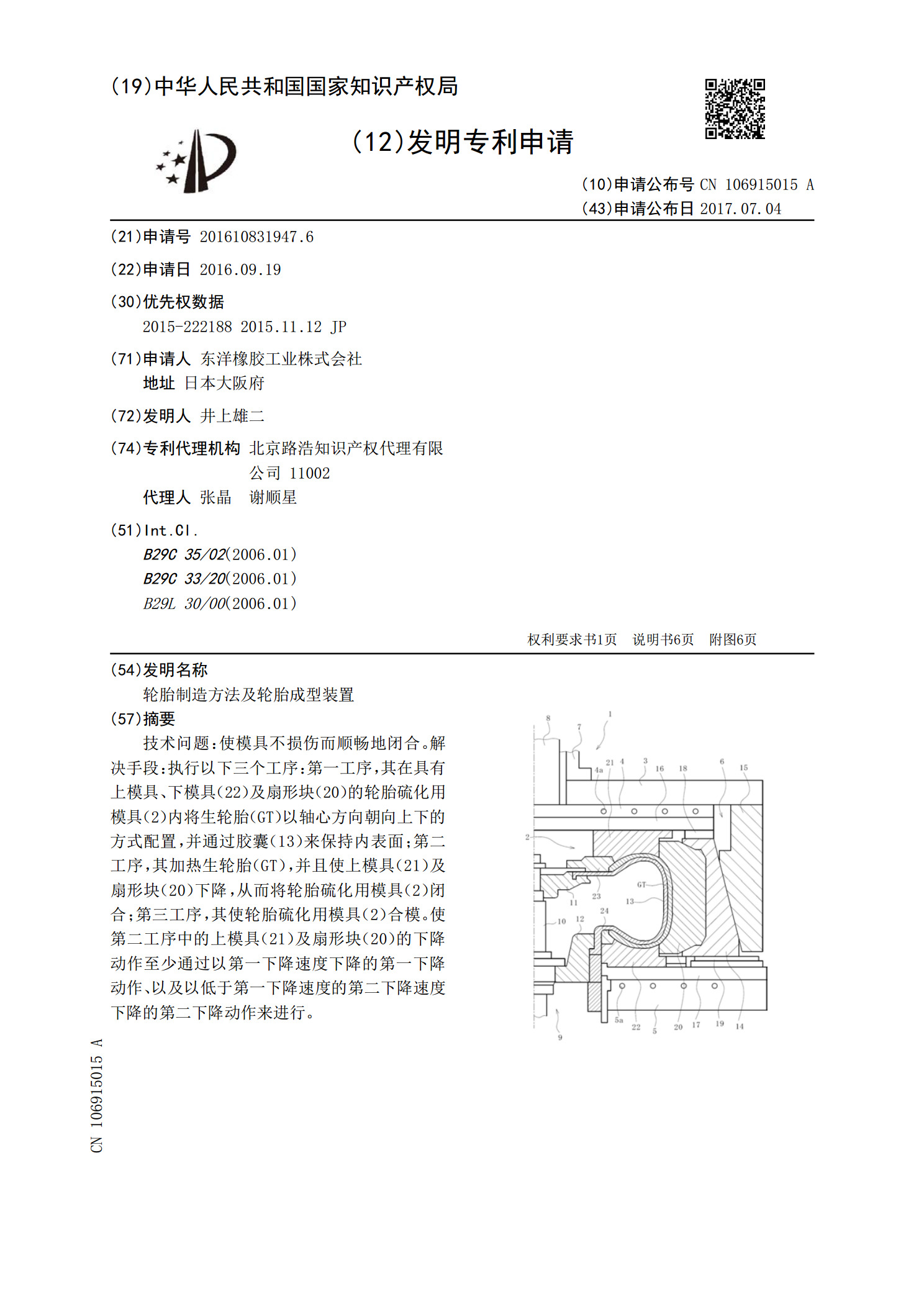
技术问题:使模具不损伤而顺畅地闭合。解决手段:执行以下三个工序:第一工序,其在具有上模具、下模具(22)及扇形块(20)的轮胎硫化用模具(2)内将生轮胎(GT)以轴心方向朝向上下的方式配置,并通过胶囊(13)来保持内表面;第二工序,其加热生轮胎(GT),并且使上模具(21)及扇形块(20)下降,从而将轮胎硫化用模具(2)闭合;第三工序,其使轮胎硫化用模具(2)合模。使第二工序中的上模具(21)及扇形块(20)的下降动作至少通过以第一下降速度下降的第一下降动作、以及以低于第一下降速度的第二下降速度下降的第二

生轮胎成型装置以及充气轮胎的制造方法.pdf
本发明的目的在于提供一种生轮胎成型装置,其可以提高成型鼓的耐久性和操作精度且防止反包囊被挤压不足,以及防止在待成型轮胎的左侧和右侧上的挤压以不同的方式进行。每个推动装置的推动环具有通过将推动环一分为二而形成的上半分割环片和下半分割环片,且半分割环片可以通过竖直移动装置竖直地移动,从而在闭环状态和开环状态之间切换,在闭环状态中,通过使其分割面相互接合而形成为环状,在开环状态中,通过使分割面上下移动而彼此分离,从而通过彼此分离的分割面之间的间隙使得推动环与鼓部接合或脱离。推动装置包括:一对横向移动台,其能够在

充气轮胎的制造方法以及成型装置.pdf
本发明提供一种充气轮胎的制造方法以及成型装置,通过改善型芯和胎唇环的形状,使得均匀性优越。本发明利用成型装置进行硫化工序,该成型装置包括:型芯(N),其至少具有将胎圈部(4)的轮胎内腔面(4i)成形的胎圈内腔成型面(9c);胎唇环(M3),其从轮胎轴向外侧安装于型芯(N)并且具有将胎圈部(4)的底面(4s)成形的胎圈底成型面(10a)。型芯(N)包括具有朝向轮胎径向内侧的内向面(14)的凹部(17),其中该内向面(14)是通过从胎圈内腔成型面(9c)的轮胎径向的内缘(9ce)向轮胎轴向内侧弯曲延伸而形成的
轮胎成型用模具、轮胎成型用模具的制造方法及轮胎.pdf
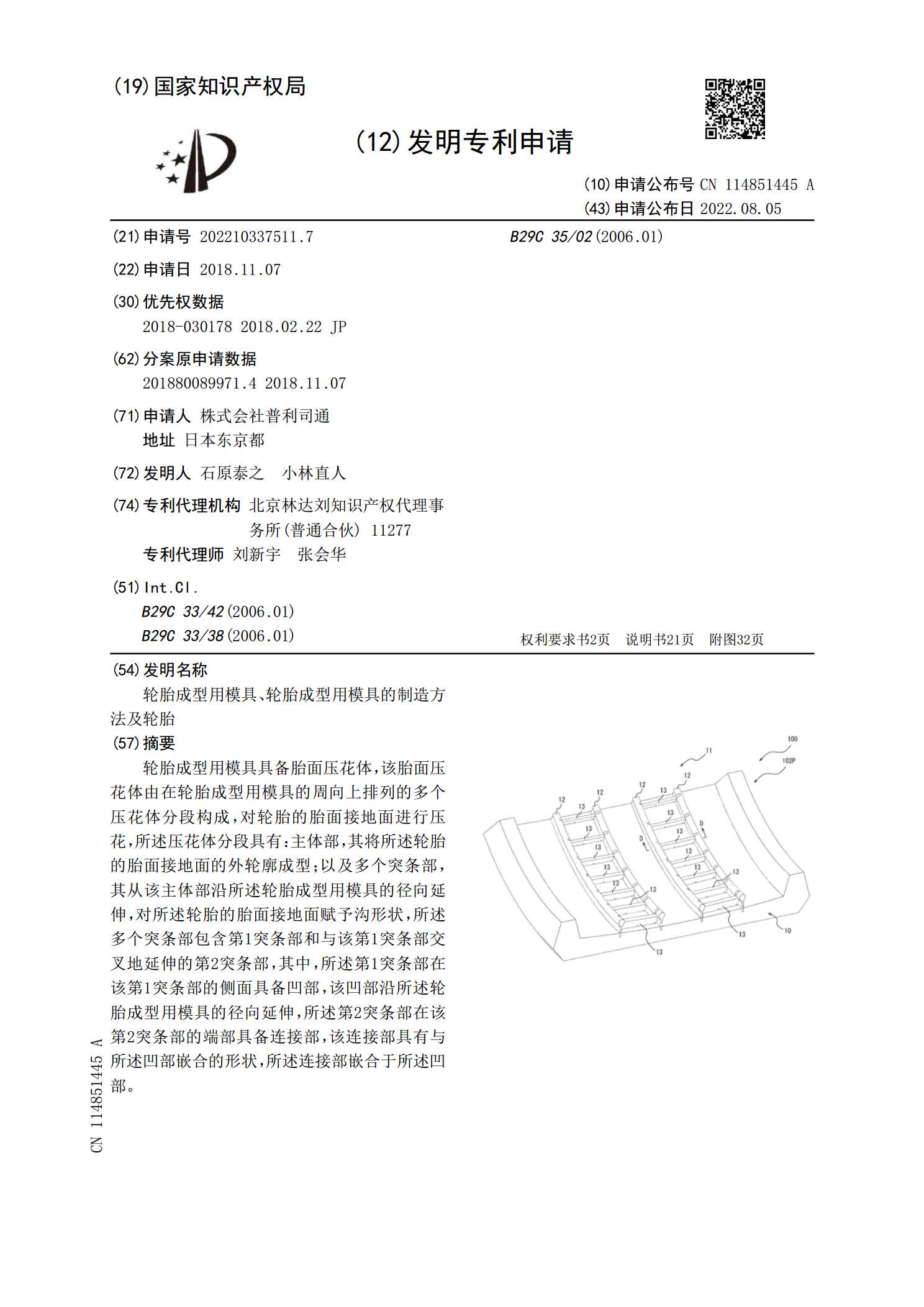
轮胎成型用模具具备胎面压花体,该胎面压花体由在轮胎成型用模具的周向上排列的多个压花体分段构成,对轮胎的胎面接地面进行压花,所述压花体分段具有:主体部,其将所述轮胎的胎面接地面的外轮廓成型;以及多个突条部,其从该主体部沿所述轮胎成型用模具的径向延伸,对所述轮胎的胎面接地面赋予沟形状,所述多个突条部包含第1突条部和与该第1突条部交叉地延伸的第2突条部,其中,所述第1突条部在该第1突条部的侧面具备凹部,该凹部沿所述轮胎成型用模具的径向延伸,所述第2突条部在该第2突条部的端部具备连接部,该连接部具有与所述凹部嵌合