
一种汽轮机叶片水蚀喷涂防护用装置.pdf

醉香****mm

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽轮机叶片水蚀喷涂防护用装置.pdf
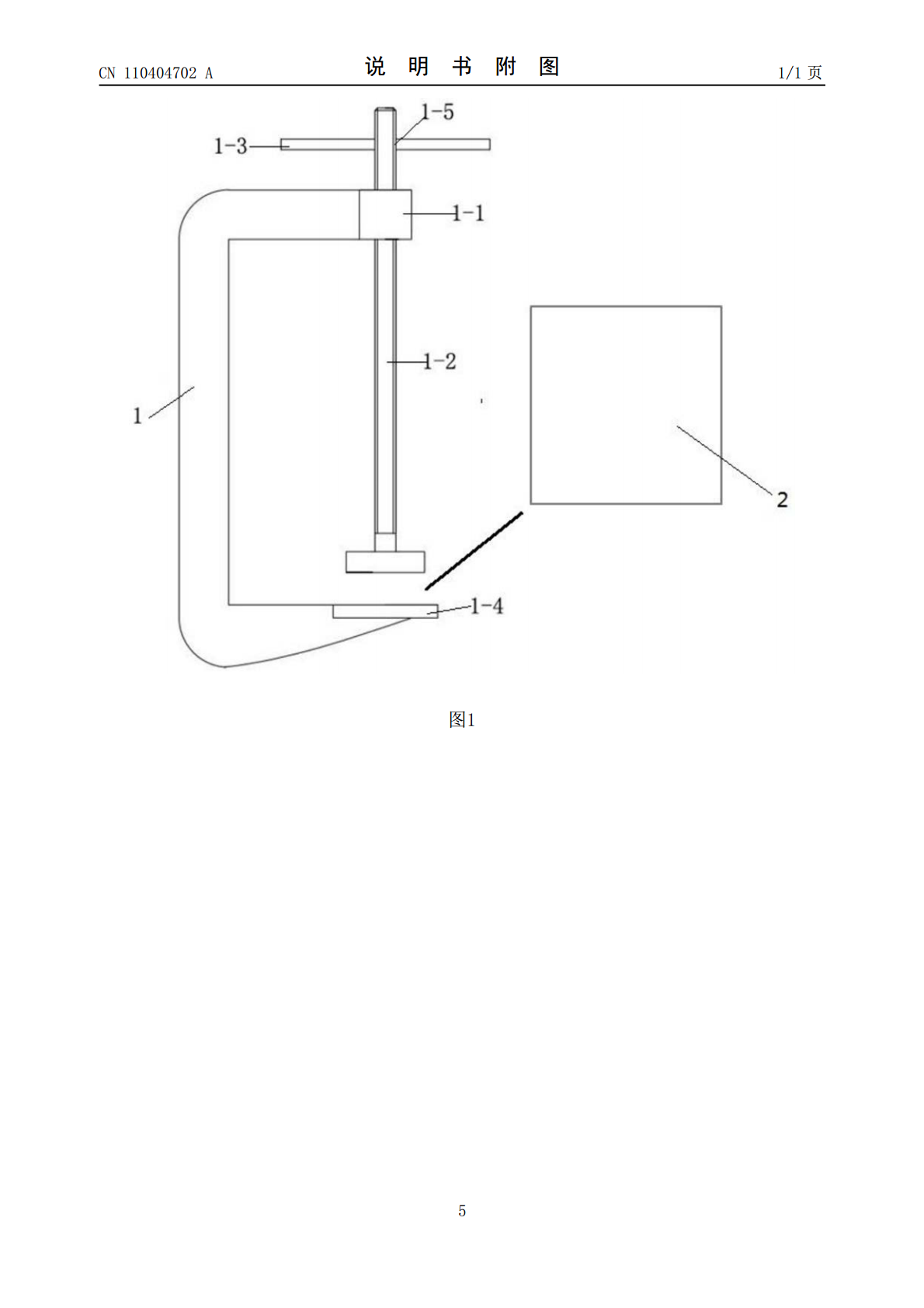
一种汽轮机叶片水蚀喷涂防护用装置,包括G型支架以及软金属遮蔽;喷涂前将软金属遮蔽沿需防护的汽轮机叶片型线进行贴合,调整至其和叶片的扭转结构贴实后,用G型支架紧固软金属遮蔽,遮蔽完成;本发明防护用装置结构简单,体积小巧,不受施工位置、空间限制,安装方便,提高喷涂质量及效率;软金属遮蔽可根据待喷涂防护位置型线进行调整,保证涂层均匀分布在制定区域内,满足汽轮机转子的动静平衡要求。
一种防水蚀汽轮机叶片.pdf
本发明涉及一种防水蚀汽轮机叶片,包括叶冠、叶根和叶身一体成型,防水蚀汽轮机叶片质量百分比为:Al:6.35‑9.68%、Mo:0.89‑1.56%、V:0.48‑0.69%、Fe:1.15‑2.15%、Ni:1.54‑2.11%、Si:0.23‑0.39%、Cr:0.40‑0.52%、Sn:0.52‑0.67%、In:0.01‑0.04%、C:1.09‑1.30%、Ce:0.01‑0.04%、Mn:1.51‑1.63%、B:0.032‑0.049%,剩余为钛。本发明一种防水蚀汽轮机叶片通过对叶片的材质进行
一种防水蚀汽轮机叶片.pdf
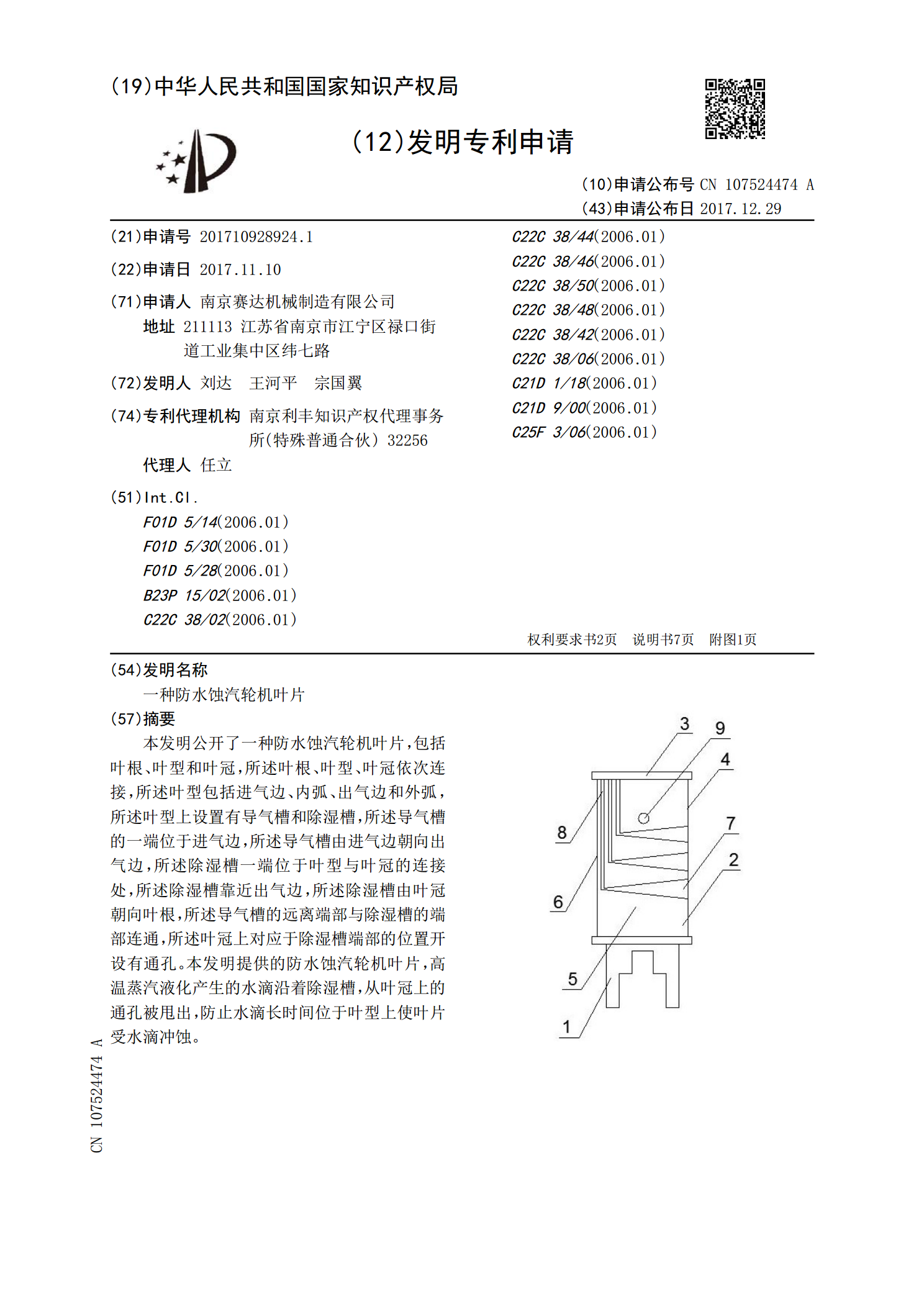
本发明公开了一种防水蚀汽轮机叶片,包括叶根、叶型和叶冠,所述叶根、叶型、叶冠依次连接,所述叶型包括进气边、内弧、出气边和外弧,所述叶型上设置有导气槽和除湿槽,所述导气槽的一端位于进气边,所述导气槽由进气边朝向出气边,所述除湿槽一端位于叶型与叶冠的连接处,所述除湿槽靠近出气边,所述除湿槽由叶冠朝向叶根,所述导气槽的远离端部与除湿槽的端部连通,所述叶冠上对应于除湿槽端部的位置开设有通孔。本发明提供的防水蚀汽轮机叶片,高温蒸汽液化产生的水滴沿着除湿槽,从叶冠上的通孔被甩出,防止水滴长时间位于叶型上使叶片受水滴冲
一种汽轮机末级叶片水蚀防护涂层及其制备方法.pdf
一种汽轮机末级叶片水蚀防护涂层,其结构包括金属底层和防水蚀层,所述金属底层为活性燃烧高速燃气喷涂设备制备的NiCrBSi涂层,所述防水蚀层为大气等离子喷涂设备制备的NiCrBSi‑YSZ涂层,所述防水蚀层中YSZ为纳米结构。金属底层作为过渡层起到缓解叶片基材和陶瓷防水蚀层间的膨胀系数不匹配问题,减缓陶瓷防水蚀层在制备及使用过程中因温度变化导致的脱落;其次,金属底层可作为陶瓷防水蚀层的“软底”,可在服役过程中分散水滴对防水蚀层表面的冲击;防水蚀层中添加一定量的过渡层金属粉末,采用大气等离子喷涂工艺制备,喷涂
一种汽轮机叶片防水蚀的方法.pdf
本发明公开了一种汽轮机叶片防水蚀的方法,包括超音速电弧喷涂的工艺步骤,在喷涂处理之前,对汽轮机叶片进行喷丸处理,具体包括以下步骤:a、表面预处理:对汽轮机叶片表面的杂物进行清理;b、喷丸:用超声喷丸机喷射弹丸对汽轮机叶片的表面进行超声喷丸处理;c、喷涂:喷丸处理后,采用超音速电弧喷涂设备,对喷丸处理后的汽轮机叶片喷涂HDS‑88A涂层,厚度为0.6‑0.8mm。该方法在对汽轮机叶片表面采用超音速电弧喷涂之前,先对叶片进行超声喷丸处理,既可提高叶片表面的强度、耐侵蚀性和耐磨性,还可以增加叶片表面的粗糙度,使