
一种焊接防变形装置及其使用方法.pdf

一只****爱敏

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种焊接防变形装置及其使用方法.pdf
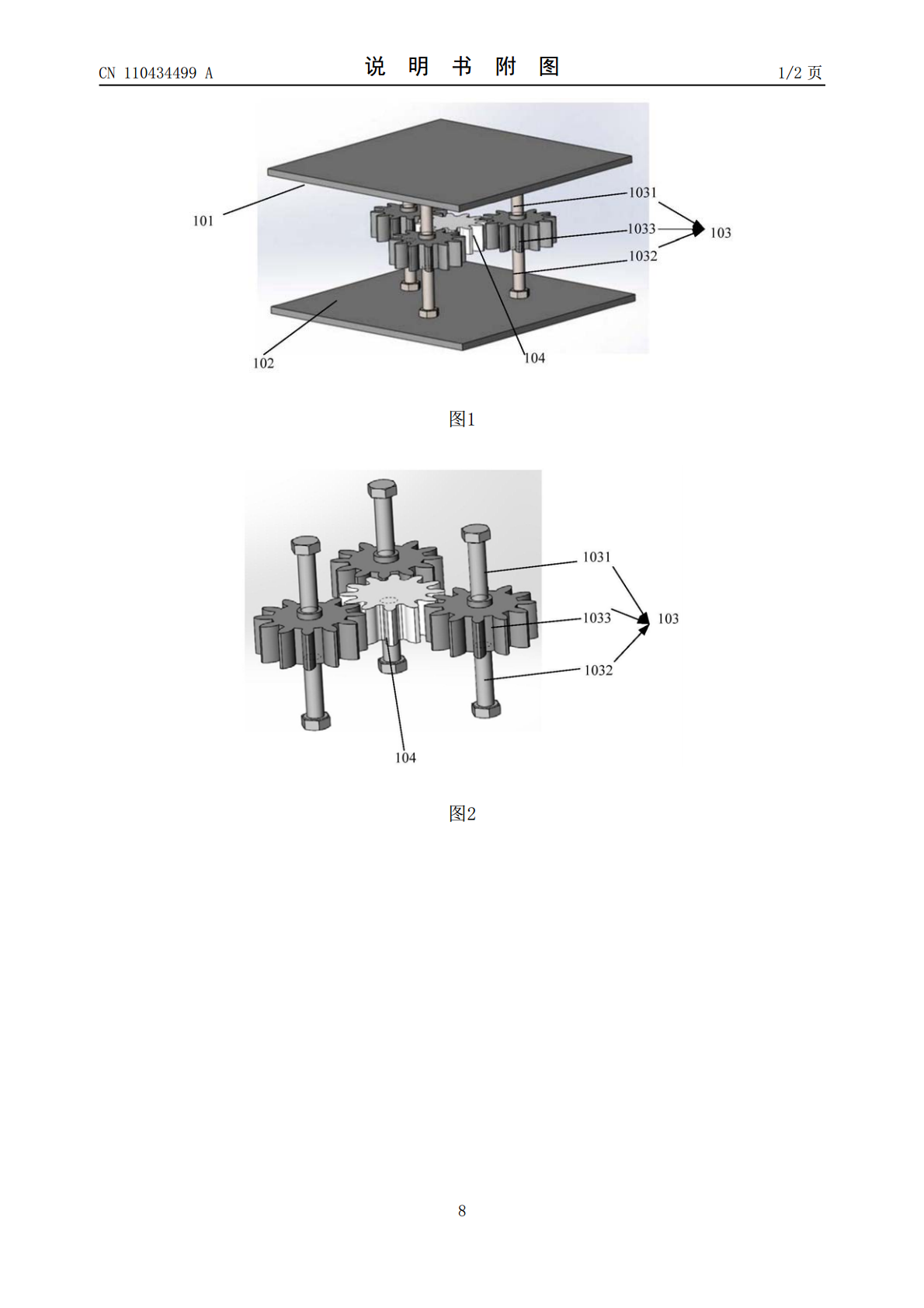
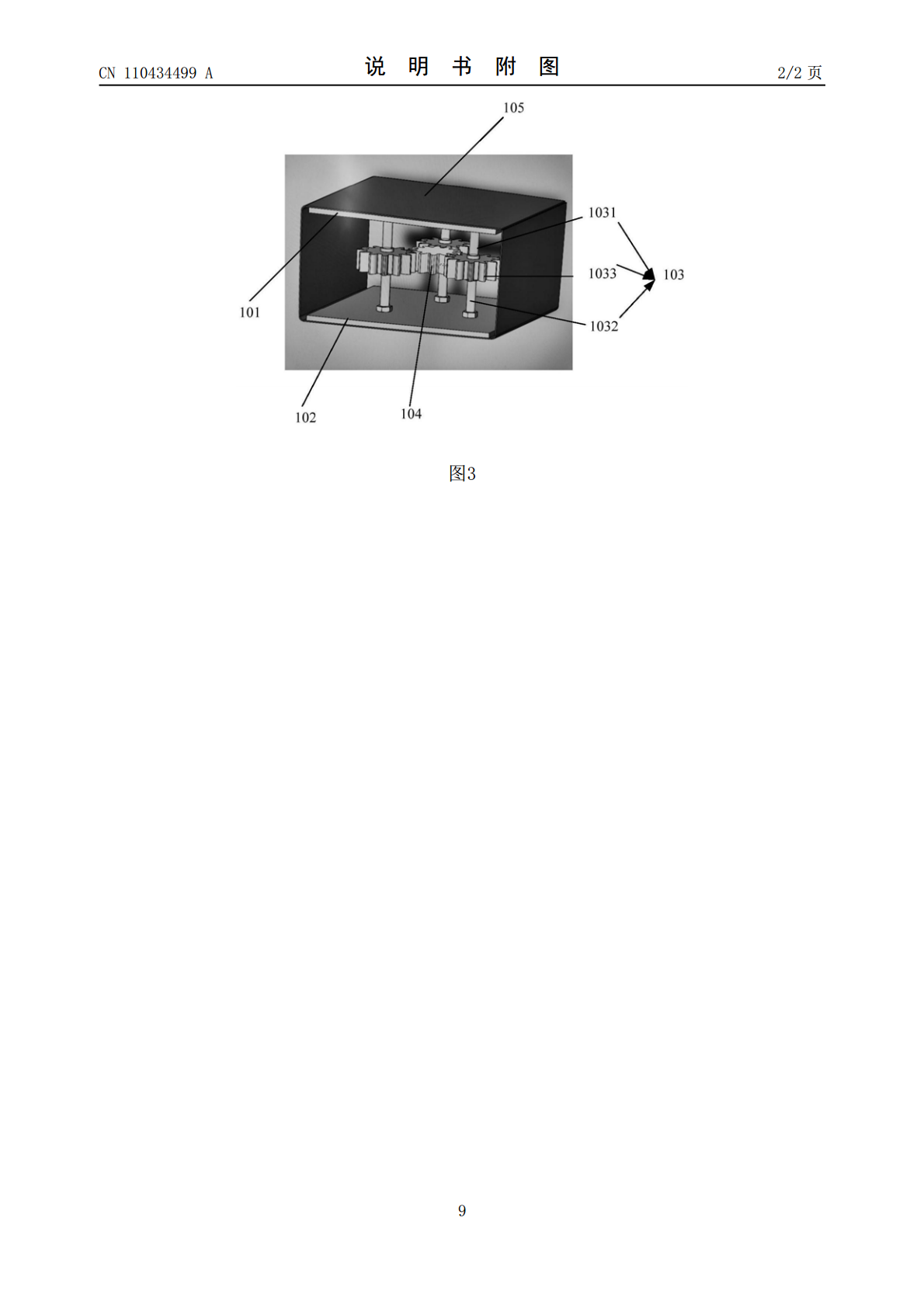
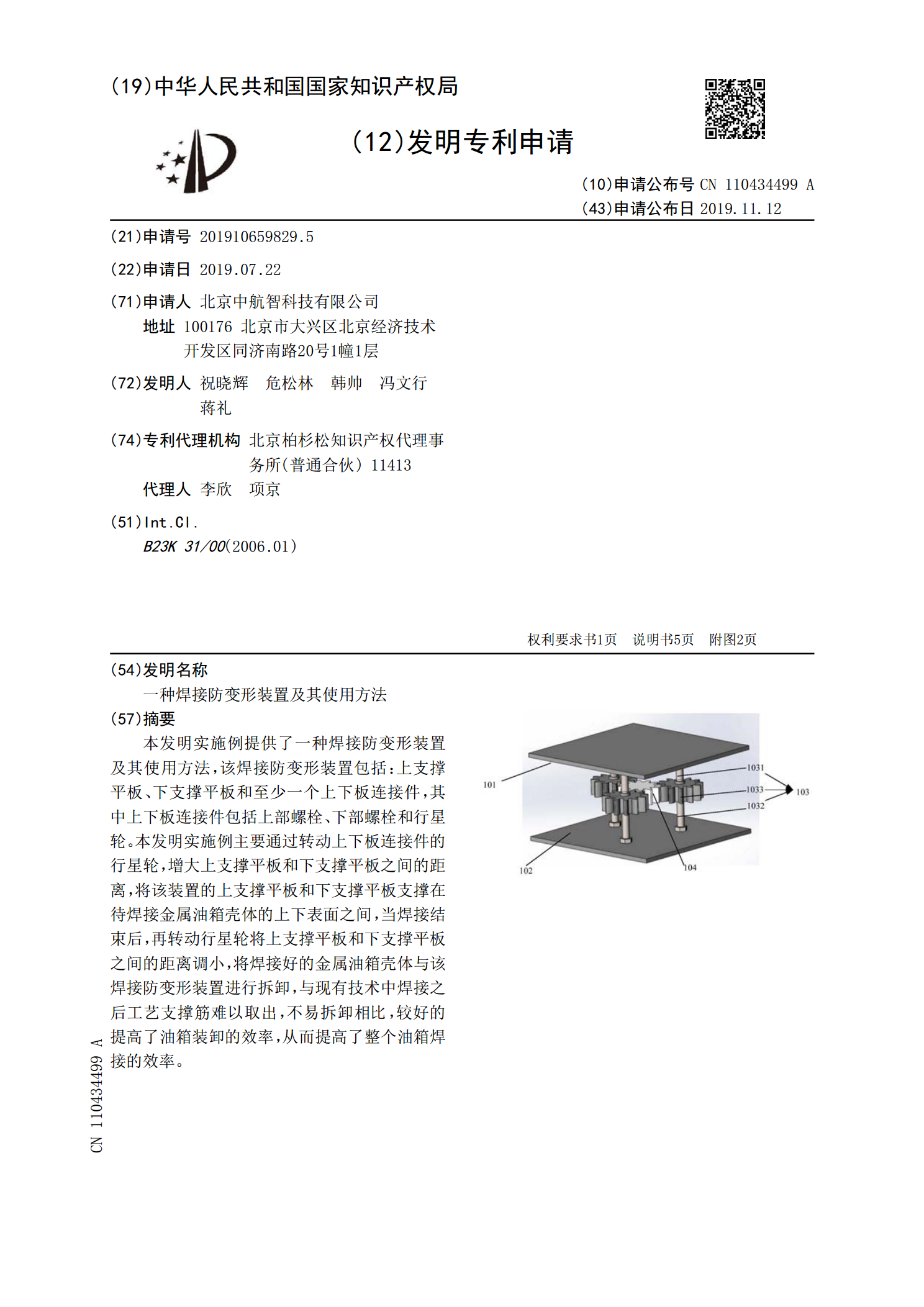
本发明实施例提供了一种焊接防变形装置及其使用方法,该焊接防变形装置包括:上支撑平板、下支撑平板和至少一个上下板连接件,其中上下板连接件包括上部螺栓、下部螺栓和行星轮。本发明实施例主要通过转动上下板连接件的行星轮,增大上支撑平板和下支撑平板之间的距离,将该装置的上支撑平板和下支撑平板支撑在待焊接金属油箱壳体的上下表面之间,当焊接结束后,再转动行星轮将上支撑平板和下支撑平板之间的距离调小,将焊接好的金属油箱壳体与该焊接防变形装置进行拆卸,与现有技术中焊接之后工艺支撑筋难以取出,不易拆卸相比,较好的提高了油箱装
一种电焊焊接防焊渣装置.pdf
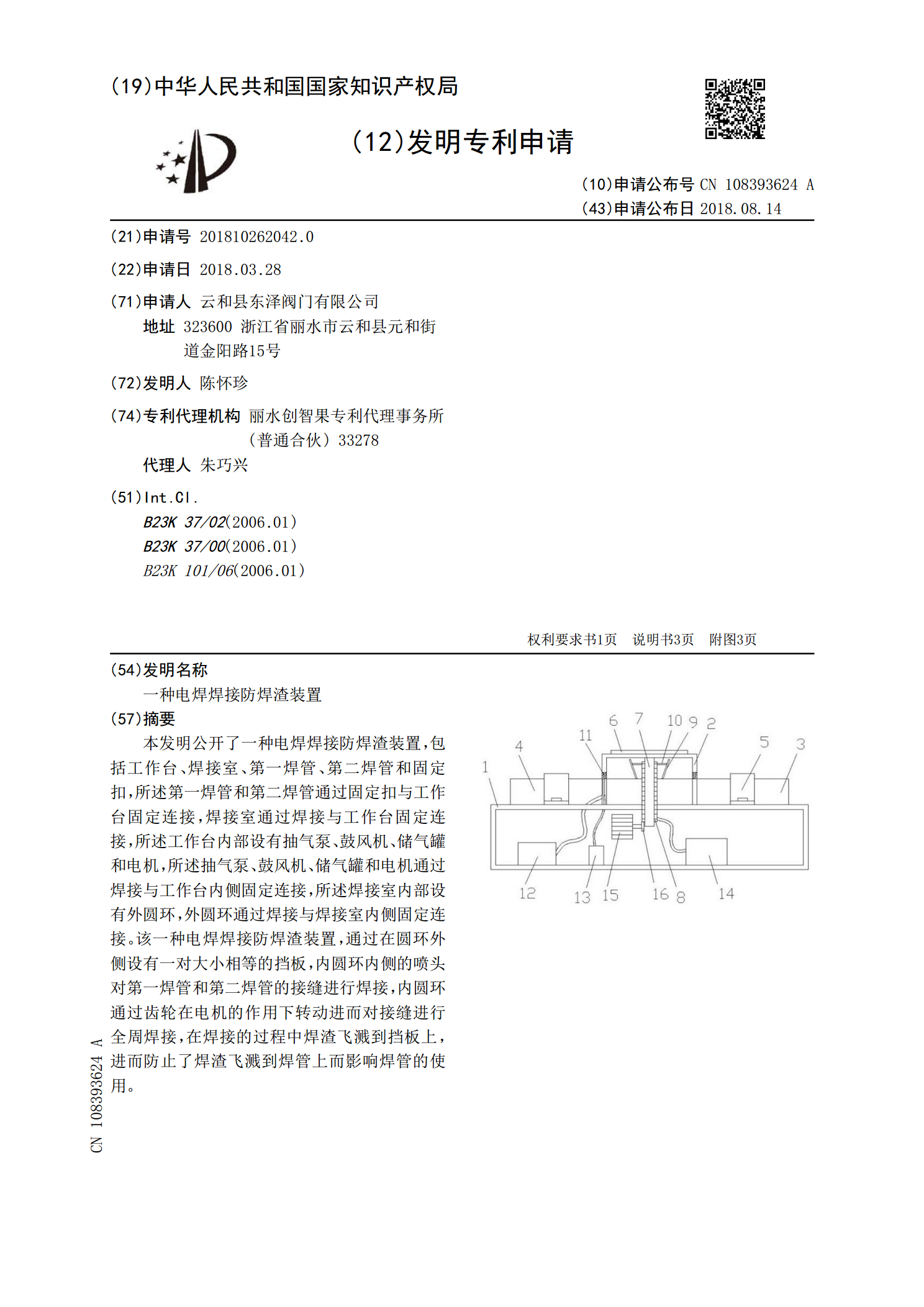
本发明公开了一种电焊焊接防焊渣装置,包括工作台、焊接室、第一焊管、第二焊管和固定扣,所述第一焊管和第二焊管通过固定扣与工作台固定连接,焊接室通过焊接与工作台固定连接,所述工作台内部设有抽气泵、鼓风机、储气罐和电机,所述抽气泵、鼓风机、储气罐和电机通过焊接与工作台内侧固定连接,所述焊接室内部设有外圆环,外圆环通过焊接与焊接室内侧固定连接。该一种电焊焊接防焊渣装置,通过在圆环外侧设有一对大小相等的挡板,内圆环内侧的喷头对第一焊管和第二焊管的接缝进行焊接,内圆环通过齿轮在电机的作用下转动进而对接缝进行全周焊接,
一种焊接防变形顶撑装置.pdf
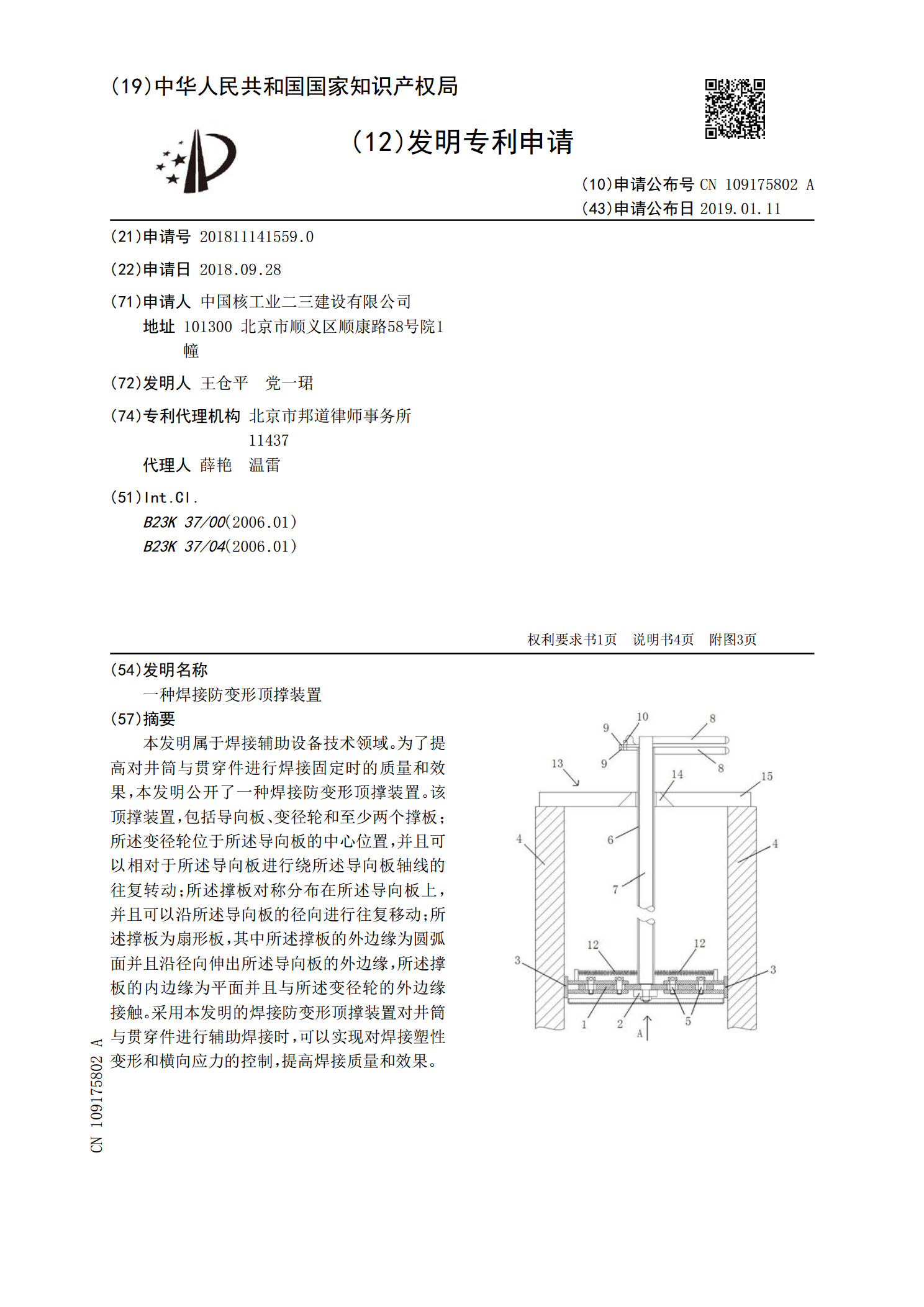
本发明属于焊接辅助设备技术领域。为了提高对井筒与贯穿件进行焊接固定时的质量和效果,本发明公开了一种焊接防变形顶撑装置。该顶撑装置,包括导向板、变径轮和至少两个撑板;所述变径轮位于所述导向板的中心位置,并且可以相对于所述导向板进行绕所述导向板轴线的往复转动;所述撑板对称分布在所述导向板上,并且可以沿所述导向板的径向进行往复移动;所述撑板为扇形板,其中所述撑板的外边缘为圆弧面并且沿径向伸出所述导向板的外边缘,所述撑板的内边缘为平面并且与所述变径轮的外边缘接触。采用本发明的焊接防变形顶撑装置对井筒与贯穿件进行辅
一种支腿焊接防变形装置.pdf
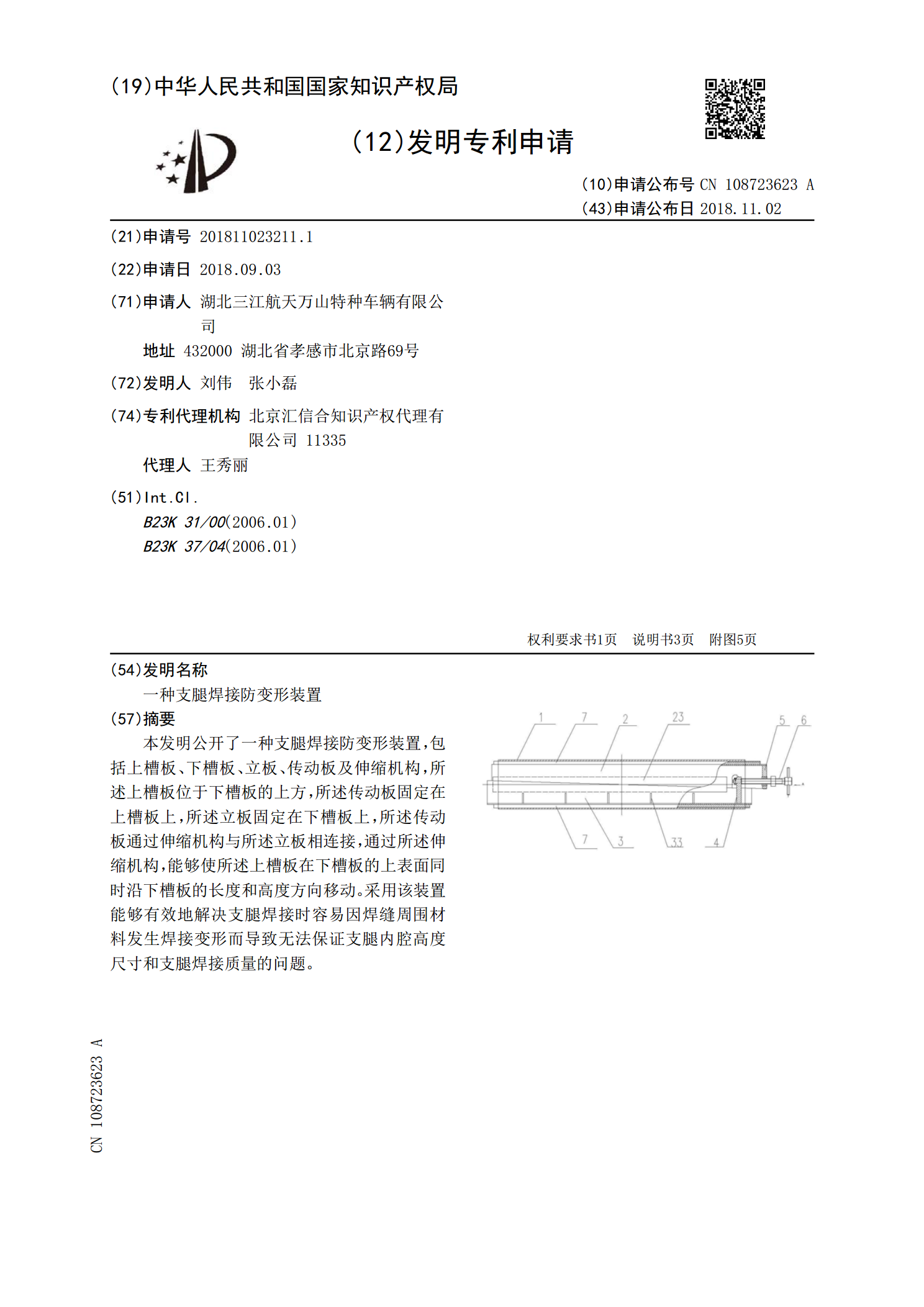
本发明公开了一种支腿焊接防变形装置,包括上槽板、下槽板、立板、传动板及伸缩机构,所述上槽板位于下槽板的上方,所述传动板固定在上槽板上,所述立板固定在下槽板上,所述传动板通过伸缩机构与所述立板相连接,通过所述伸缩机构,能够使所述上槽板在下槽板的上表面同时沿下槽板的长度和高度方向移动。采用该装置能够有效地解决支腿焊接时容易因焊缝周围材料发生焊接变形而导致无法保证支腿内腔高度尺寸和支腿焊接质量的问题。
一种螺旋焊管焊接装置及其使用方法.pdf
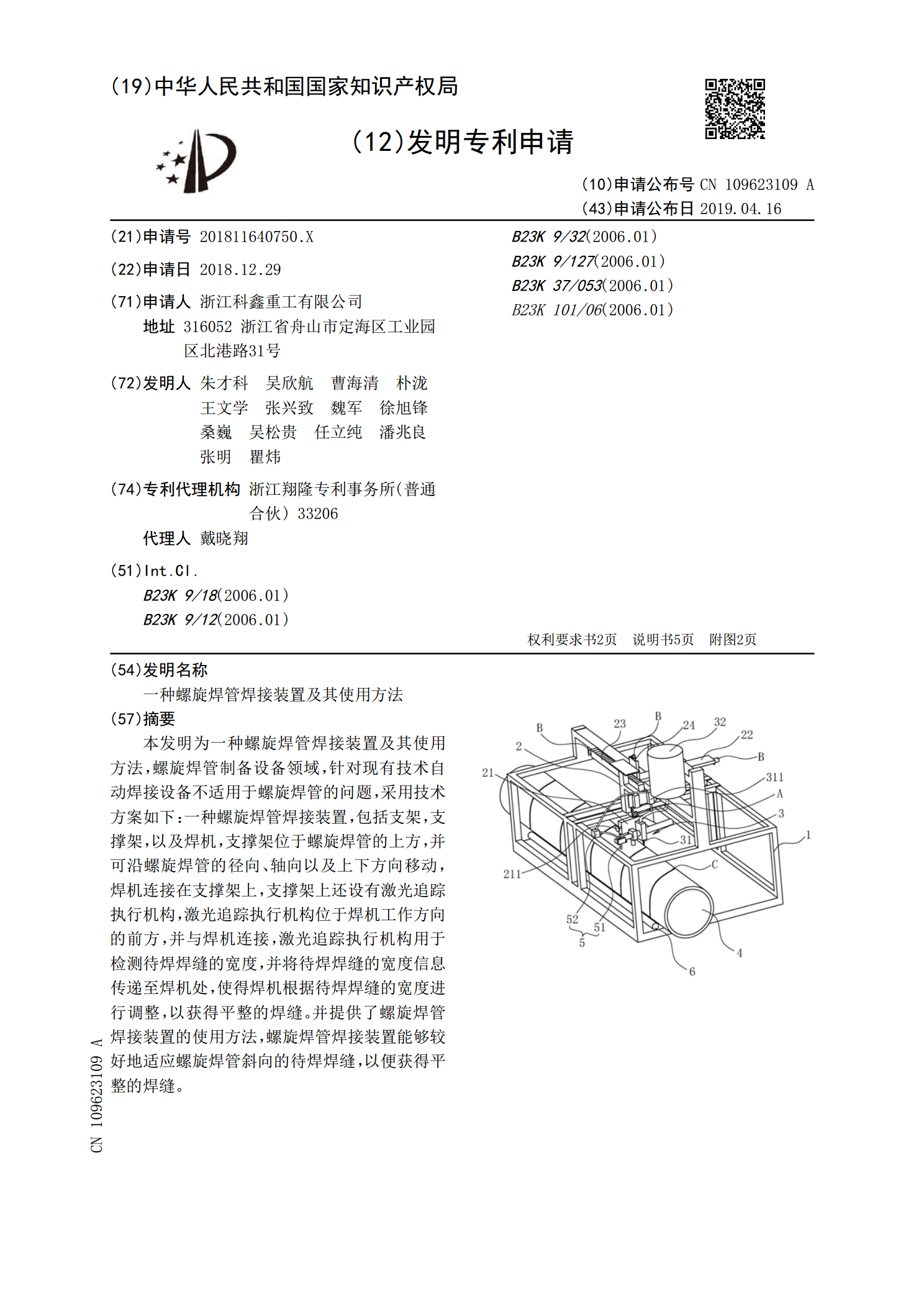
本发明为一种螺旋焊管焊接装置及其使用方法,螺旋焊管制备设备领域,针对现有技术自动焊接设备不适用于螺旋焊管的问题,采用技术方案如下:一种螺旋焊管焊接装置,包括支架,支撑架,以及焊机,支撑架位于螺旋焊管的上方,并可沿螺旋焊管的径向、轴向以及上下方向移动,焊机连接在支撑架上,支撑架上还设有激光追踪执行机构,激光追踪执行机构位于焊机工作方向的前方,并与焊机连接,激光追踪执行机构用于检测待焊焊缝的宽度,并将待焊焊缝的宽度信息传递至焊机处,使得焊机根据待焊焊缝的宽度进行调整,以获得平整的焊缝。并提供了螺旋焊管焊接装置