
一种超超临界汽轮机高压内缸红套环用锻件材料及其制备方法.pdf

邻家****mk

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种超超临界汽轮机高压内缸红套环用锻件材料及其制备方法.pdf
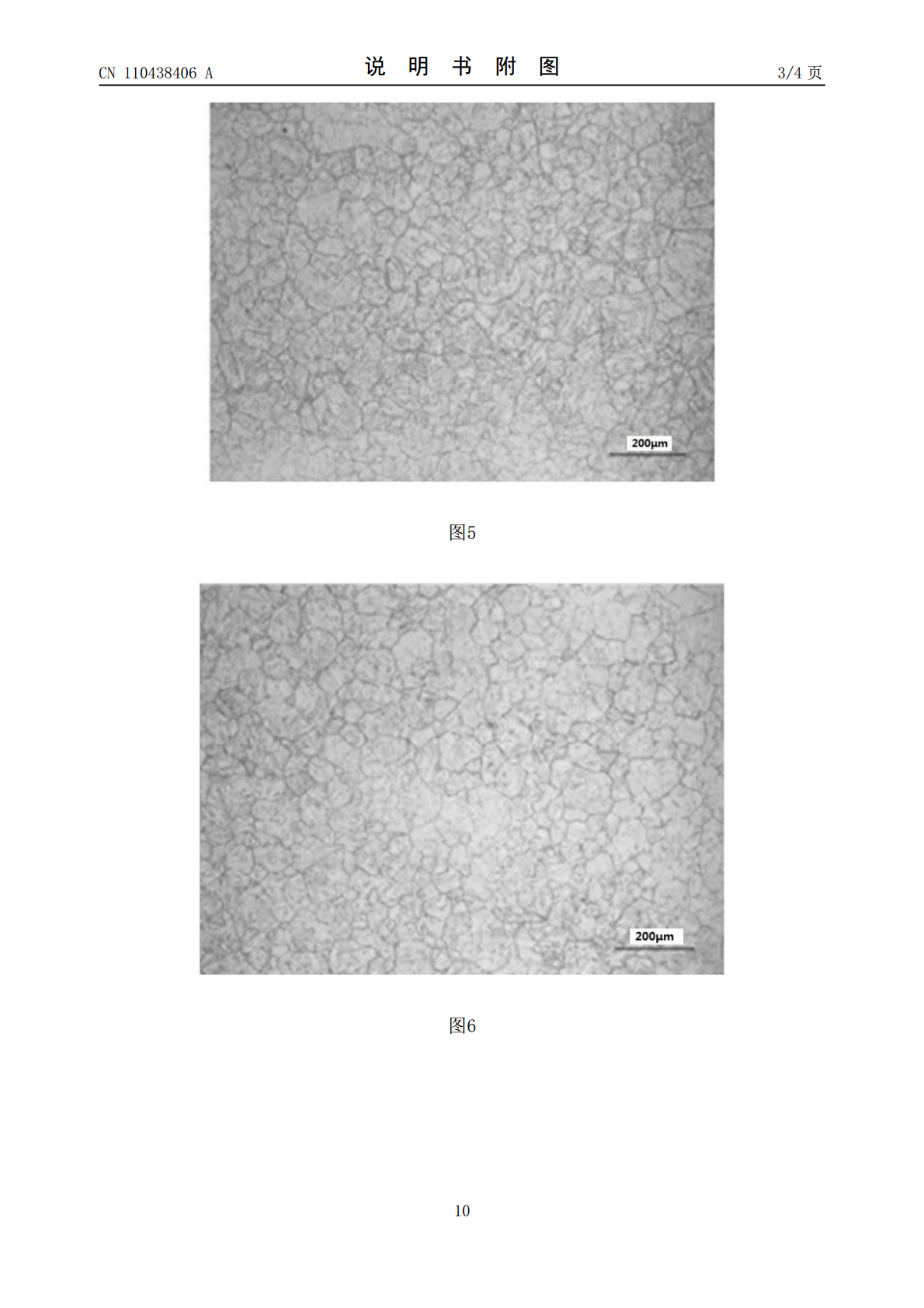
一种超超临界汽轮机高压内缸红套环用锻件材料及其制备方法,本发明涉及汽轮机领域。本发明要解决现有汽轮机红套环结构材料耐高温性能差的技术问题。锻件材料元素组分为:C、Mn、Si、S、P、Cr、Mo、Ni、V、Co、Al、Ti、Sn、Cu、N和Fe。方法:电渣重熔冶炼,然后碾环成型,获得环形件;热处理:淬火,第一次回火,第二次回火。本发明锻件材料高温性能优异,可以解决蒸汽压力为28MPa及以上的超超临界汽轮机高压内缸红套环用材问题。本发明锻件材料应用于超超临界汽轮机高压内缸中。
一种超超临界汽轮机用阀门锻件的制备方法及阀门锻件.pdf
本发明公开的一种超超临界汽轮机用FB2阀门锻件的制备方法,其包括以下步骤:(1)熔炼步骤;(2)锻造步骤;(3)阀门锻件热处理步骤;(4)机加工步骤;(5)热处理步骤。本发明还公开了采用上述超超临界汽轮机用FB2阀门锻件的制备方法所制备的阀门锻件。本发明操作合理、含有效硼,锻件淬透性达标,最终锻件晶粒度≥3级,避免锻件中心出现Y型裂纹的625℃超超临界汽轮机用FB2阀门锻件的制备方法以及FB2阀门锻件。

超超临界汽轮机红套环高压内缸密封性有限元分析.docx
超超临界汽轮机红套环高压内缸密封性有限元分析超超临界汽轮机红套环高压内缸密封性有限元分析摘要:本论文主要研究了超超临界汽轮机红套环在高压内缸中的密封性能。利用有限元分析方法,对红套环在不同工况下的密封效果进行了模拟和研究,根据分析结果提出了优化设计建议,为提高超超临界汽轮机的效率和可靠性提供了理论依据。关键词:超超临界汽轮机,红套环,高压内缸,密封性,有限元分析1.引言在能源领域,超超临界汽轮机作为一种新型高效率、低排放的发电装置,受到了广泛关注。而汽轮机的性能和效率往往受制于其内部部件的密封性能,其中红
汽轮机红套环与高压内缸红套紧力的监控方法及系统.pdf
本发明提供了一种汽轮机红套环与高压内缸红套紧力的监控方法与系统,监控系统包括数据库服务器、计算服务器、网页服务器和用户端浏览器。首先计算出厂时高压内缸的红套紧力,在使用阶段,大修中测量红套环上两个测点之间的弦长并计算红套环的剩余紧力,如果蠕变与松弛导致汽轮机红套环的剩余紧力小于首次红套的红套紧力,表明高压内缸的红套紧力减小且红套紧力不合格;通过增加红套环与高压内缸之间的垫片厚度,保证汽轮机大修后红套紧力不小于首次红套的红套紧力值,使汽轮机红套环与高压内缸的红套紧力处于受控状态,达到了控制汽轮机红套环与高压
一种超超临界汽轮机组高压缸.pdf
本发明公开了一种超超临界汽轮机组高压缸,包括外缸和内缸,所述内缸装配在外缸内,所述内缸内装配有进汽室,该进汽室内设有多级隔板和第一汽封,各级隔板用作承受蒸汽的压差及温差,第一汽封用作密封进汽室与转子之间的间隙;所述进汽室上连接有进汽管,进汽管穿过内缸和外缸向外延伸出,进汽管用作向进汽室引入蒸汽,蒸汽经进汽室做功后进入内缸做功,并从内缸渗出一部分至外缸,进而在进汽室、内缸和外缸内形成梯度压差、温差。本发明以进汽室代替了喷嘴室,在高压缸的内缸内形成了第三汽缸,在不大幅度提高高压缸制造成本的前提下,通过进汽室既