
一种深杯形薄壁零件电流辅助复合旋压成形装置及方法.pdf

是你****馨呀


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种深杯形薄壁零件电流辅助复合旋压成形装置及方法.pdf
本发明公开了一种深杯形薄壁零件电流辅助复合旋压成形装置及方法,包括旋压芯模和尾顶,以及均等分布在旋压芯模圆周的多个旋轮;每个旋轮在旋压芯模的轴向和径向上均错距布置;每个旋轮的旋压面包括拉深旋压面、流动旋压段、整形旋压面;错距布置是每个旋轮的拉深旋压面、流动旋压段和整形旋压面在旋压芯模的轴向和径向上均错距分布。旋压工艺中由于各个旋轮用于拉深旋压的弧形型面形状结构的不同,在旋压芯模每旋转一圈的周期内,各旋轮侧重对坯料的不同部位施加压力,有利于增加道次压下量,减少旋压道次,不仅能提高生产效率,还有利于减小由于材

薄壁深杯形件多工艺复合旋压成形机理研究.pptx
薄壁深杯形件多工艺复合旋压成形机理研究目录添加章节标题研究背景和意义研究背景研究意义薄壁深杯形件多工艺复合旋压成形工艺介绍复合旋压工艺简介薄壁深杯形件的特点多工艺复合旋压成形工艺流程成形机理的理论分析金属流动和变形分析应力应变分析缺陷形成机制成形极限和破裂行为实验研究和结果分析实验材料和设备实验过程和方法实验结果和数据分析结果与理论分析的对比验证工艺参数优化和成形质量提升工艺参数对成形质量的影响参数优化方法与实践成形质量的评估与控制实际生产中的应用和效果结论与展望研究结论总结研究成果的应用前景对未来研究的

30CrMnSiA杯形件电流辅助拉深旋压成形工艺优化.docx
30CrMnSiA杯形件电流辅助拉深旋压成形工艺优化标题:30CrMnSiA杯形件电流辅助拉深旋压成形工艺优化摘要:本论文以30CrMnSiA杯形件的电流辅助拉深旋压成形工艺优化为研究课题,通过对不同成形工艺参数对杯形件成形质量的影响进行分析和优化,以提高杯形件的成形效率和质量。本文以传统的杯形件成形工艺为对照组,通过实验和模拟分析,对比研究了电流辅助拉深旋压成形工艺在30CrMnSiA材料上的应用效果,并总结出最佳的优化工艺参数,为30CrMnSiA杯形件的生产提供了可行的工艺方案。关键词:30CrMn

杯形薄壁梯形内齿旋压成形方法及试验研究.docx
杯形薄壁梯形内齿旋压成形方法及试验研究杯形薄壁梯形内齿旋压成形方法及试验研究摘要:本文介绍了杯形薄壁梯形内齿旋压成形方法及试验研究。首先,对薄壁杯形结构及杯形薄壁梯形内齿的特点、应用背景进行了阐述;然后,分析了内齿旋压成形的工艺流程以及影响成形质量的因素;接着,设计了实验方案,并进行了一系列试验研究;最后,总结了试验结果,指出了内齿旋压成形的适用范围以及存在的问题,并提出了相关的改进思路。关键词:杯形薄壁,梯形内齿,旋压成形,试验研究1、引言在现代工业制造中,杯形薄壁结构应用十分广泛。尤其在汽车工业、家电
一种薄壁筒形件强力旋压成形装置.pdf
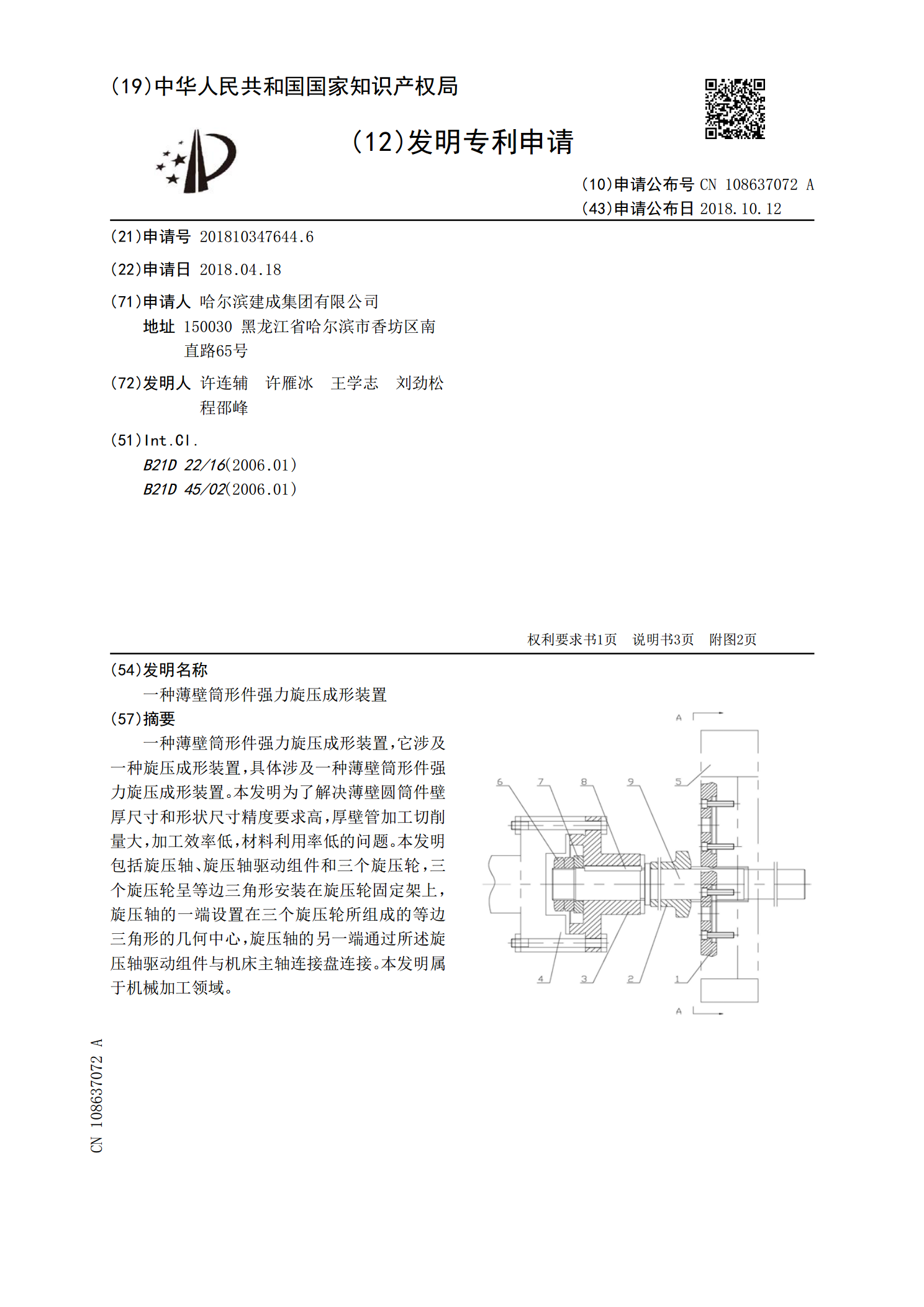
一种薄壁筒形件强力旋压成形装置,它涉及一种旋压成形装置,具体涉及一种薄壁筒形件强力旋压成形装置。本发明为了解决薄壁圆筒件壁厚尺寸和形状尺寸精度要求高,厚壁管加工切削量大,加工效率低,材料利用率低的问题。本发明包括旋压轴、旋压轴驱动组件和三个旋压轮,三个旋压轮呈等边三角形安装在旋压轮固定架上,旋压轴的一端设置在三个旋压轮所组成的等边三角形的几何中心,旋压轴的另一端通过所述旋压轴驱动组件与机床主轴连接盘连接。本发明属于机械加工领域。