
燃气轮机涡轮叶片精密铸造用氧化铝基陶瓷型芯制造方法.pdf

波峻****99

1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
燃气轮机涡轮叶片精密铸造用氧化铝基陶瓷型芯制造方法.pdf
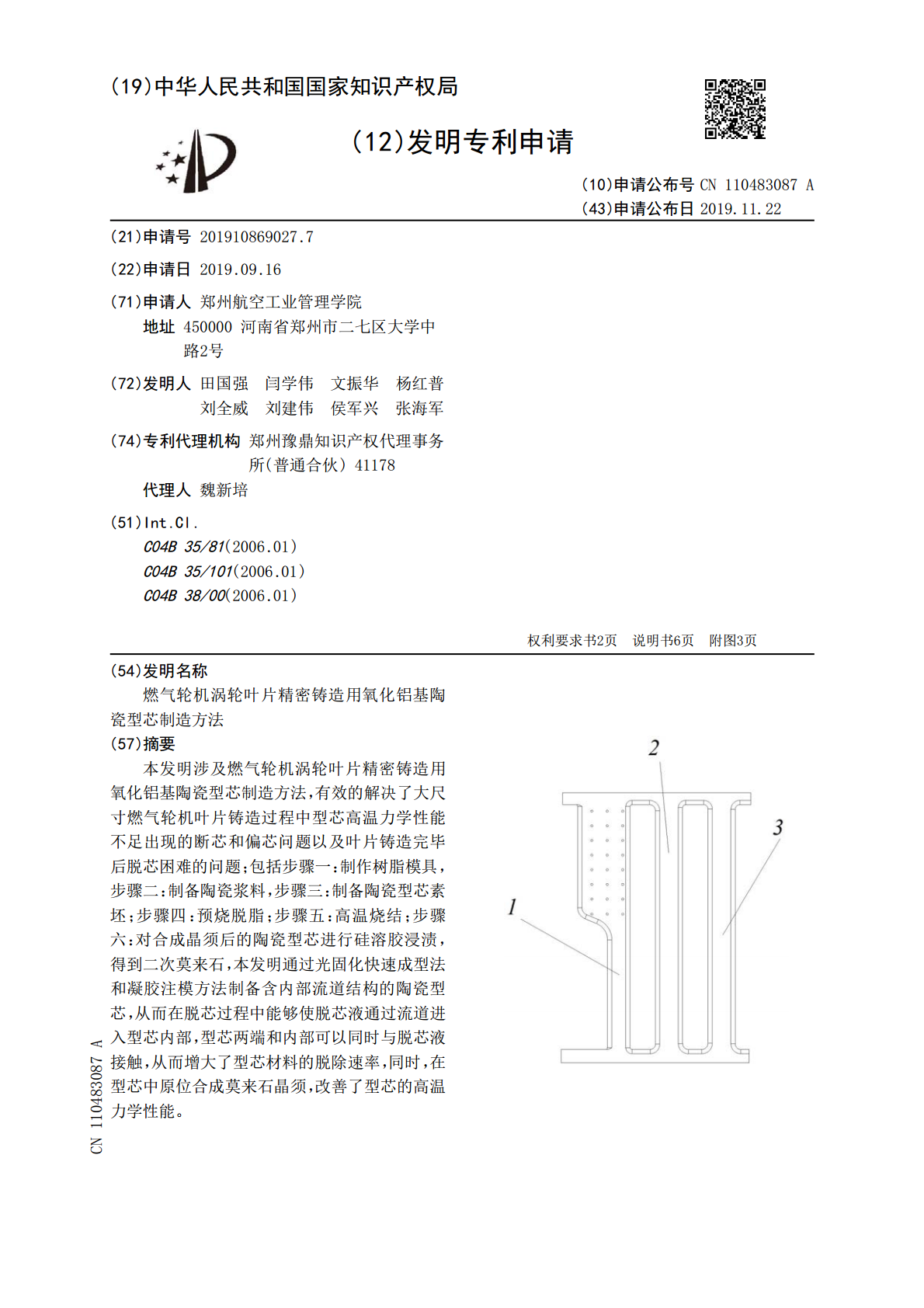
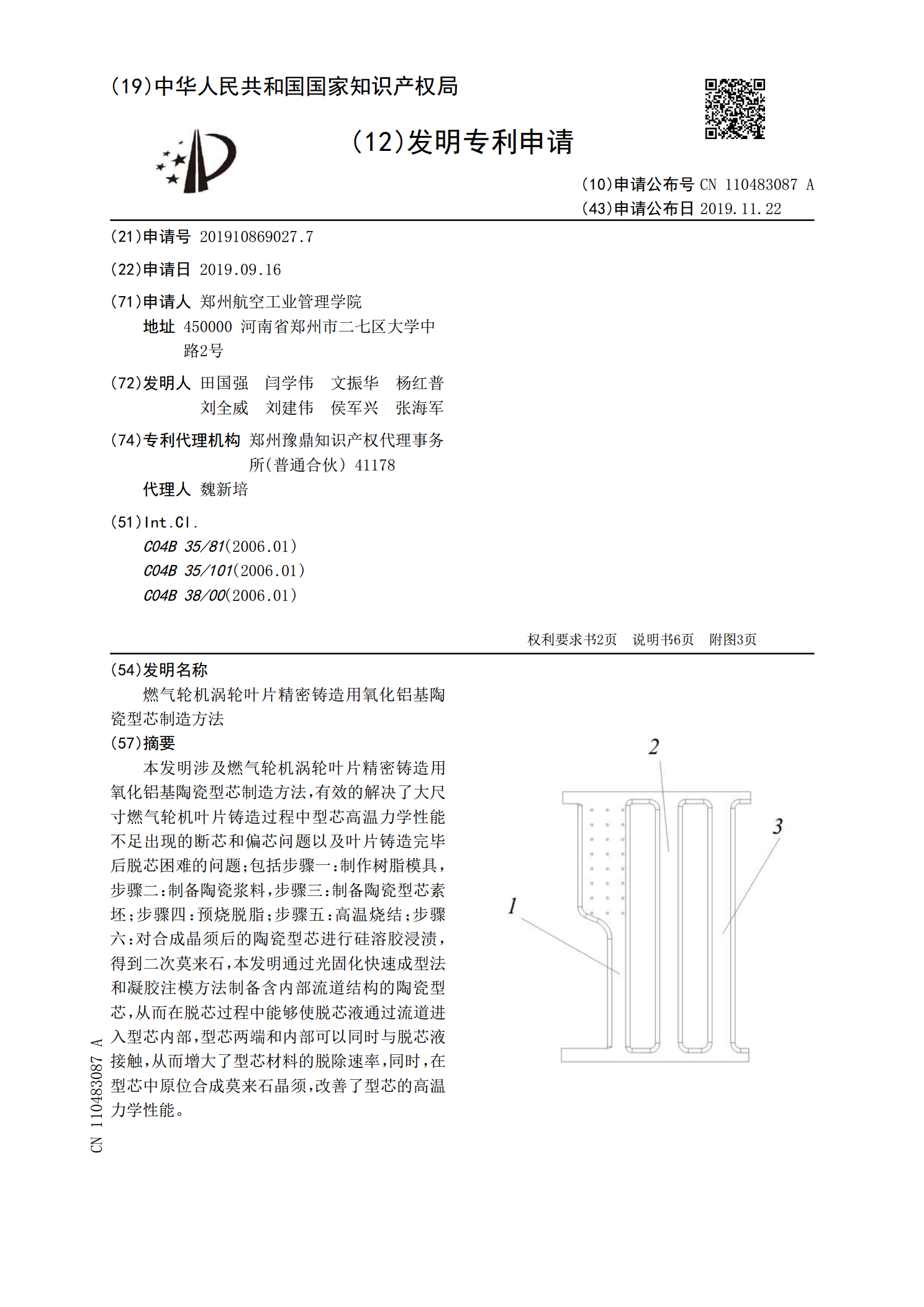
本发明涉及燃气轮机涡轮叶片精密铸造用氧化铝基陶瓷型芯制造方法,有效的解决了大尺寸燃气轮机叶片铸造过程中型芯高温力学性能不足出现的断芯和偏芯问题以及叶片铸造完毕后脱芯困难的问题;包括步骤一:制作树脂模具,步骤二:制备陶瓷浆料,步骤三:制备陶瓷型芯素坯;步骤四:预烧脱脂;步骤五:高温烧结;步骤六:对合成晶须后的陶瓷型芯进行硅溶胶浸渍,得到二次莫来石,本发明通过光固化快速成型法和凝胶注模方法制备含内部流道结构的陶瓷型芯,从而在脱芯过程中能够使脱芯液通过流道进入型芯内部,型芯两端和内部可以同时与脱芯液接触,从而增
用于铸造涡轮叶片的芯、制造芯的方法及涡轮叶片.pdf
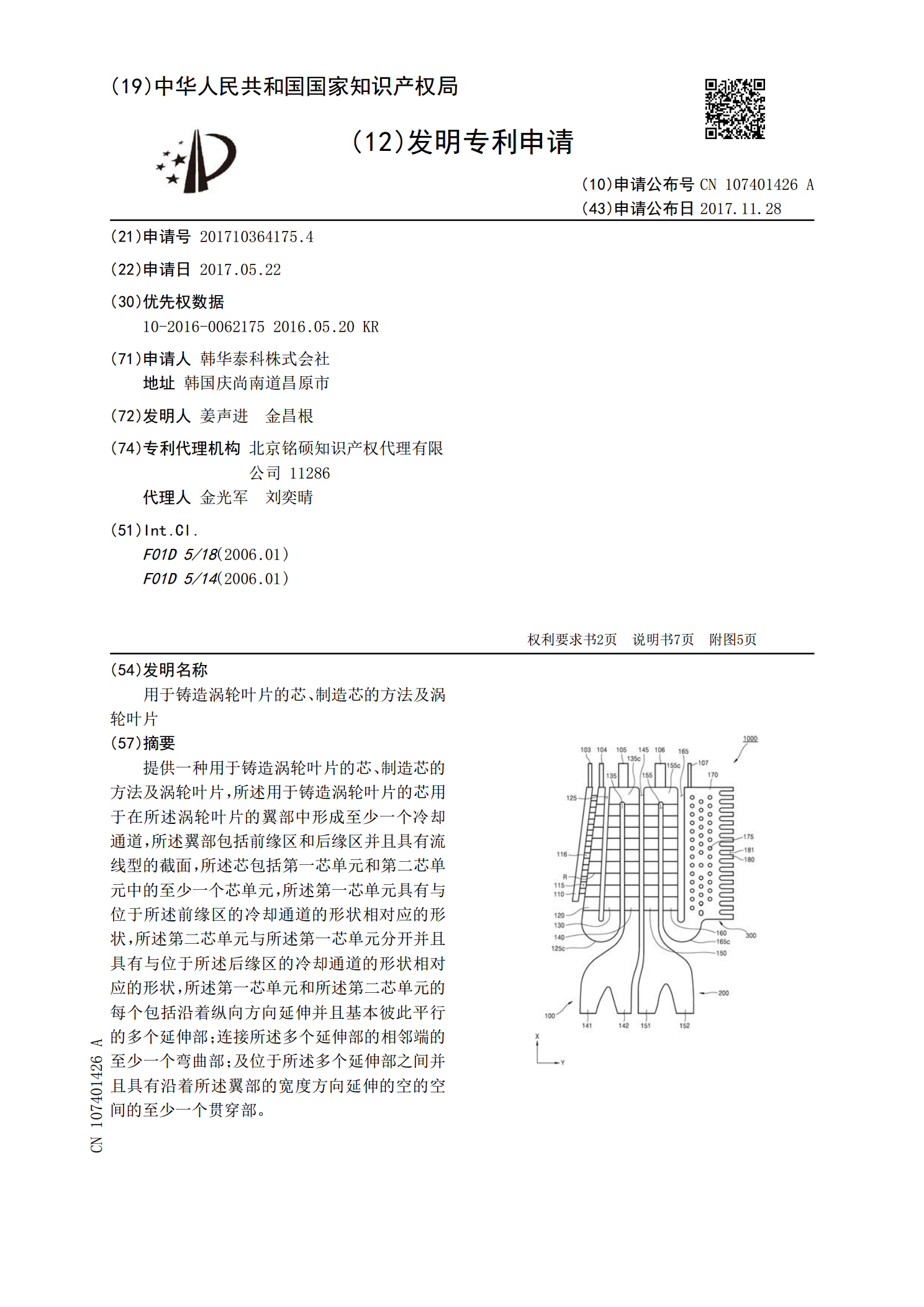
提供一种用于铸造涡轮叶片的芯、制造芯的方法及涡轮叶片,所述用于铸造涡轮叶片的芯用于在所述涡轮叶片的翼部中形成至少一个冷却通道,所述翼部包括前缘区和后缘区并且具有流线型的截面,所述芯包括第一芯单元和第二芯单元中的至少一个芯单元,所述第一芯单元具有与位于所述前缘区的冷却通道的形状相对应的形状,所述第二芯单元与所述第一芯单元分开并且具有与位于所述后缘区的冷却通道的形状相对应的形状,所述第一芯单元和所述第二芯单元的每个包括沿着纵向方向延伸并且基本彼此平行的多个延伸部;连接所述多个延伸部的相邻端的至少一个弯曲部;及
一种用于空心涡轮叶片精密铸造的表层致密内部疏松陶瓷型芯制造方法.pdf
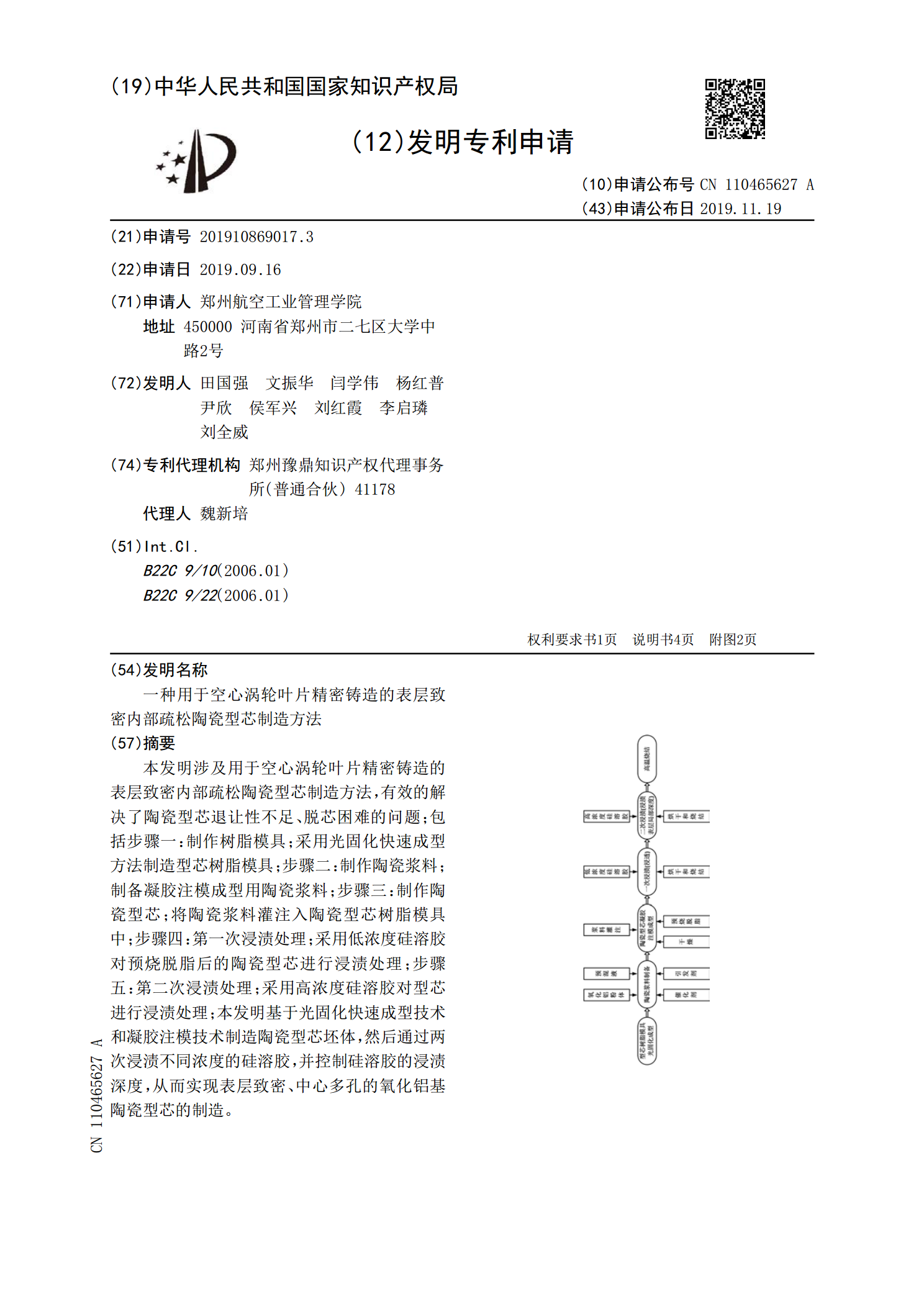
本发明涉及用于空心涡轮叶片精密铸造的表层致密内部疏松陶瓷型芯制造方法,有效的解决了陶瓷型芯退让性不足、脱芯困难的问题;包括步骤一:制作树脂模具;采用光固化快速成型方法制造型芯树脂模具;步骤二:制作陶瓷浆料;制备凝胶注模成型用陶瓷浆料;步骤三:制作陶瓷型芯;将陶瓷浆料灌注入陶瓷型芯树脂模具中;步骤四:第一次浸渍处理;采用低浓度硅溶胶对预烧脱脂后的陶瓷型芯进行浸渍处理;步骤五:第二次浸渍处理;采用高浓度硅溶胶对型芯进行浸渍处理;本发明基于光固化快速成型技术和凝胶注模技术制造陶瓷型芯坯体,然后通过两次浸渍不同浓

用于制造涡轮机叶片的浸渍陶瓷型芯的方法.pdf
用于机械地增强在通过熔模铸造方法的涡轮发动机部件制造中使用的陶瓷型芯的浸渍方法,该方法涉及在通过在水中溶解聚乙烯醇(PVAl)获得的混合物中浸涂所述芯,随后将所述芯浸没在纯水中并热聚合反应,其特征在于,剂量在每升水100到200克PVAl之间。浸渍时间优选地在20分钟到1小时30分钟之间。

高温合金空心叶片精密铸造用陶瓷型芯与型壳的研究现状.docx
高温合金空心叶片精密铸造用陶瓷型芯与型壳的研究现状随着工业的不断发展,高温合金空心叶片作为重要的零部件被广泛应用于航空、航天、能源等领域。对于空心叶片的精密铸造工艺研究,尤其是陶瓷型芯与型壳的应用,已经成为当前研究的热点之一。本文旨在介绍高温合金空心叶片精密铸造用陶瓷型芯与型壳的研究现状,并展望其未来的发展方向。高温合金空心叶片是一种特殊的复杂结构零件,其优异的高温性能和较低的密度使其成为航空航天等领域的重要组成部分。然而,由于其复杂的形状和高精度要求,传统的铸造工艺无法满足其需求。这就需要发展新的精密铸