
一种弹簧端部周向全圆角加工装置及加工方法.pdf

是你****嘉嘉

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种弹簧端部周向全圆角加工装置及加工方法.pdf
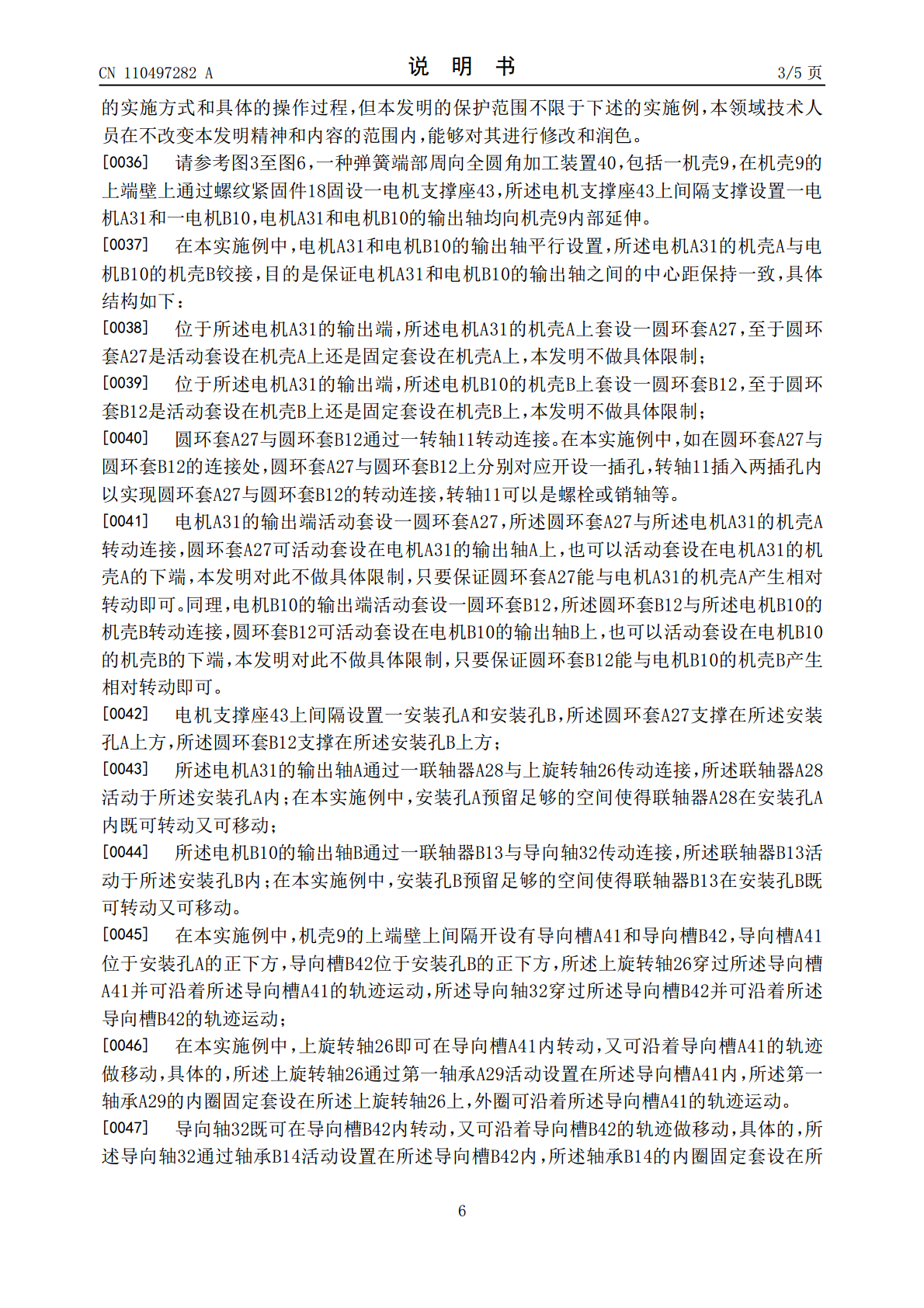
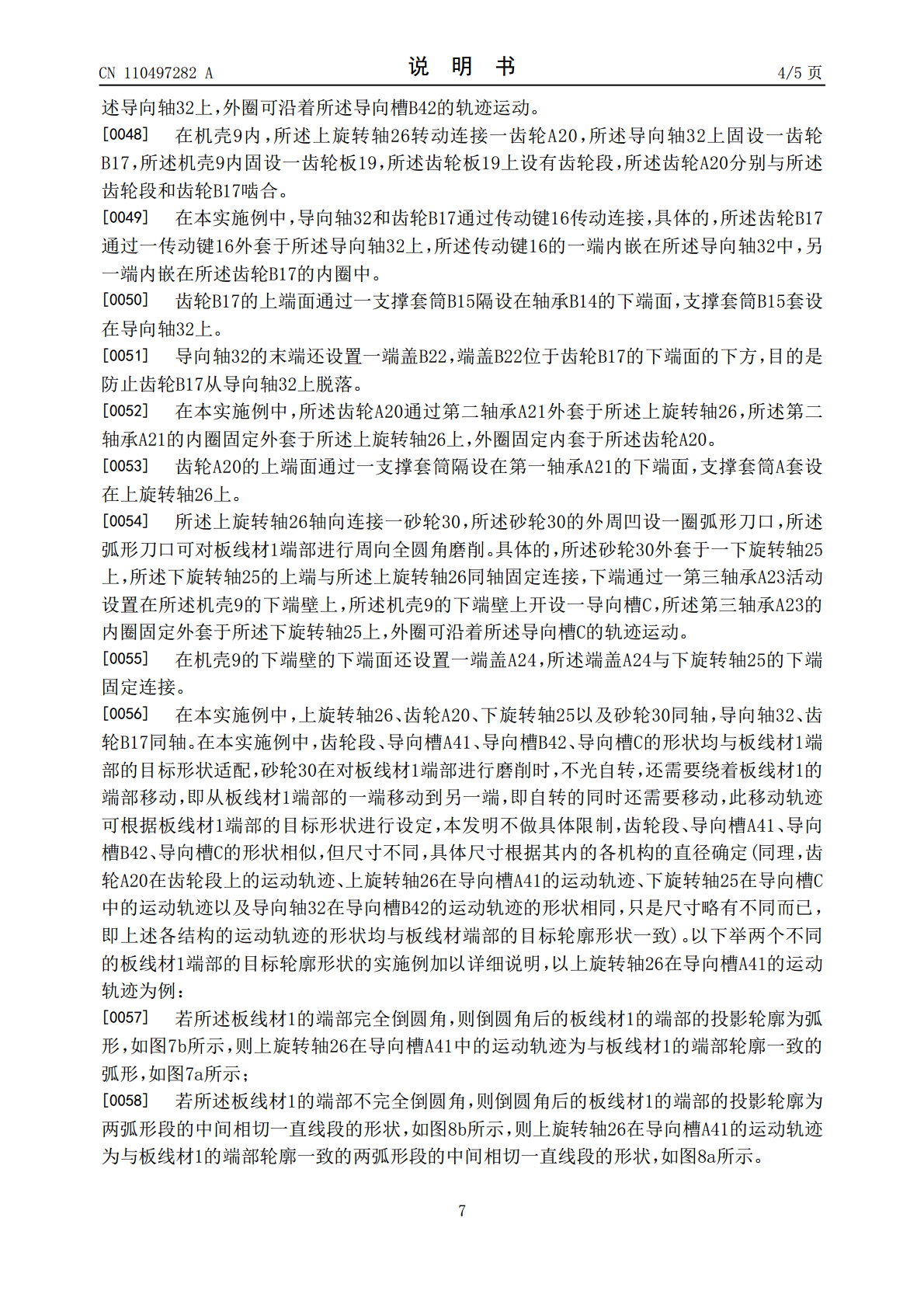
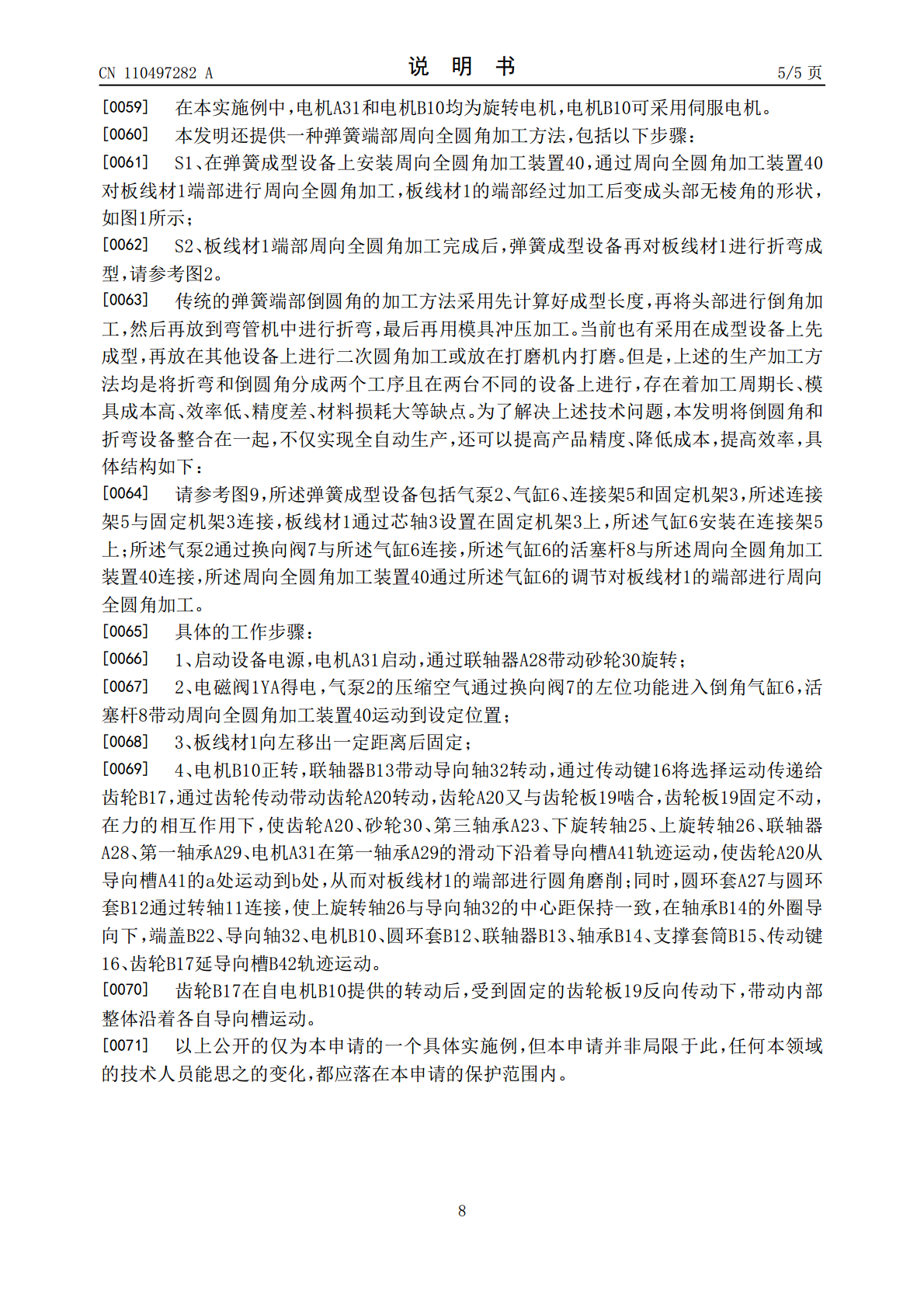
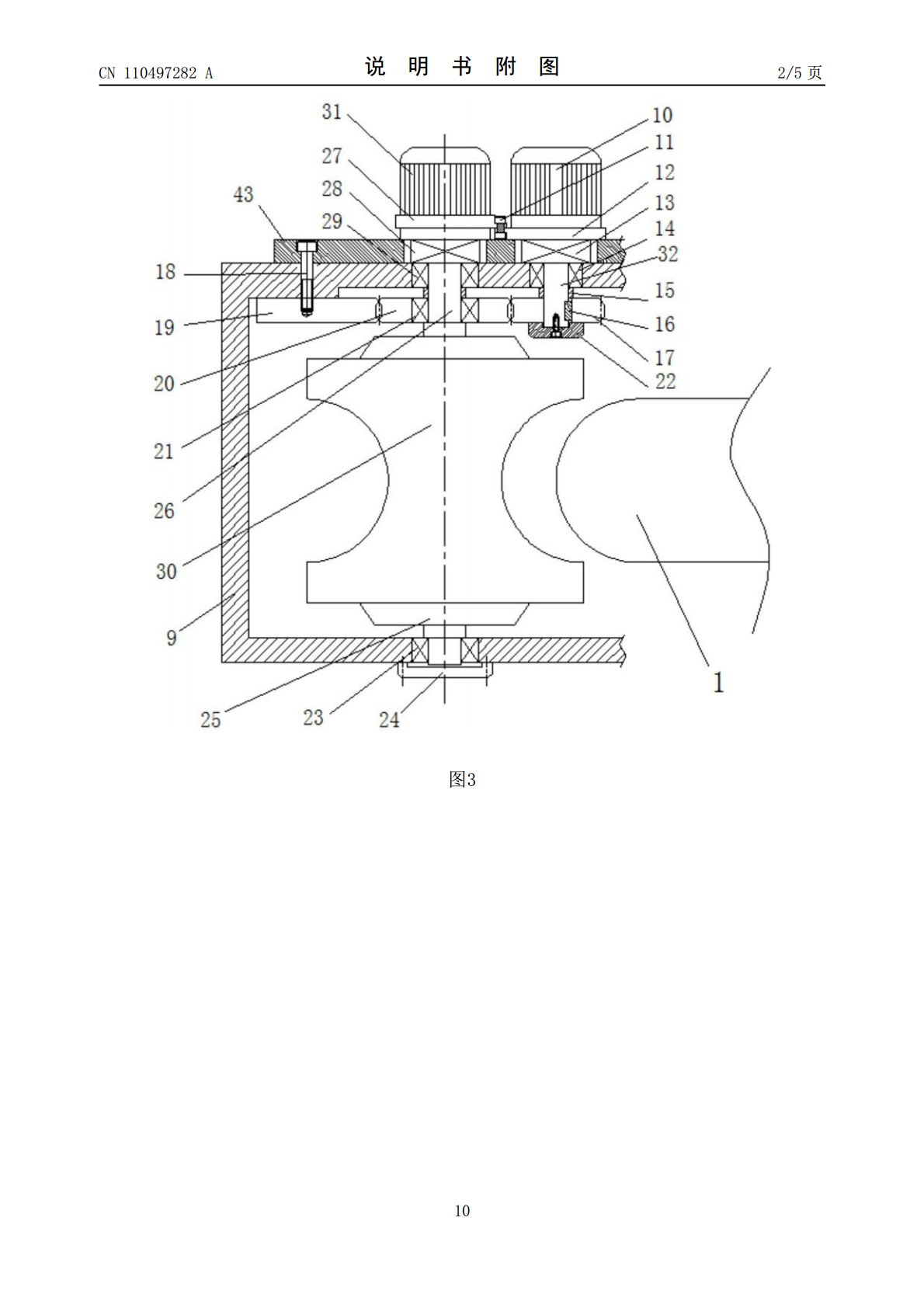
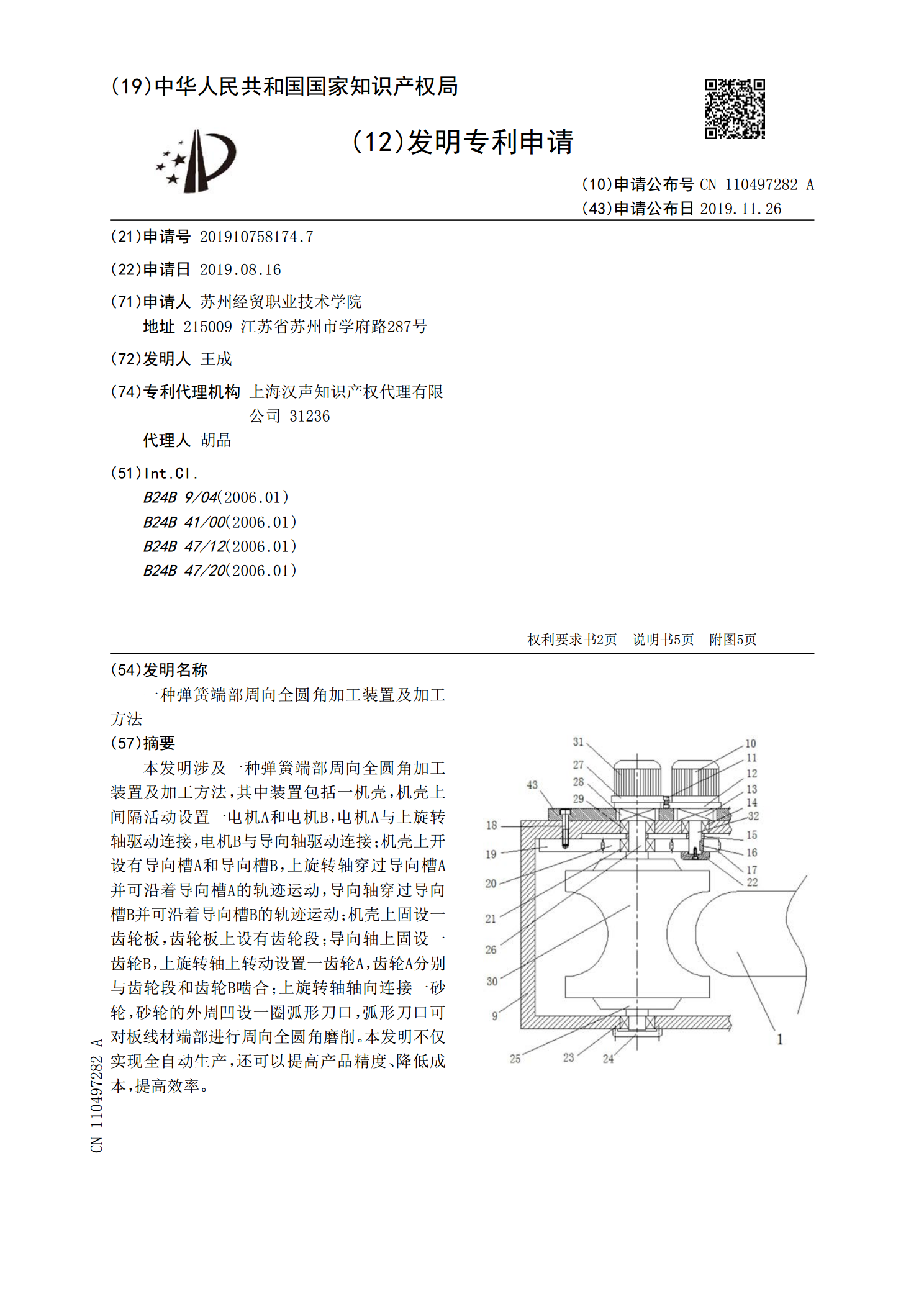
本发明涉及一种弹簧端部周向全圆角加工装置及加工方法,其中装置包括一机壳,机壳上间隔活动设置一电机A和电机B,电机A与上旋转轴驱动连接,电机B与导向轴驱动连接;机壳上开设有导向槽A和导向槽B,上旋转轴穿过导向槽A并可沿着导向槽A的轨迹运动,导向轴穿过导向槽B并可沿着导向槽B的轨迹运动;机壳上固设一齿轮板,齿轮板上设有齿轮段;导向轴上固设一齿轮B,上旋转轴上转动设置一齿轮A,齿轮A分别与齿轮段和齿轮B啮合;上旋转轴轴向连接一砂轮,砂轮的外周凹设一圈弧形刀口,弧形刀口可对板线材端部进行周向全圆角磨削。本发明不仅
一种板线材及弹簧头部周向全圆角加工装置.pdf
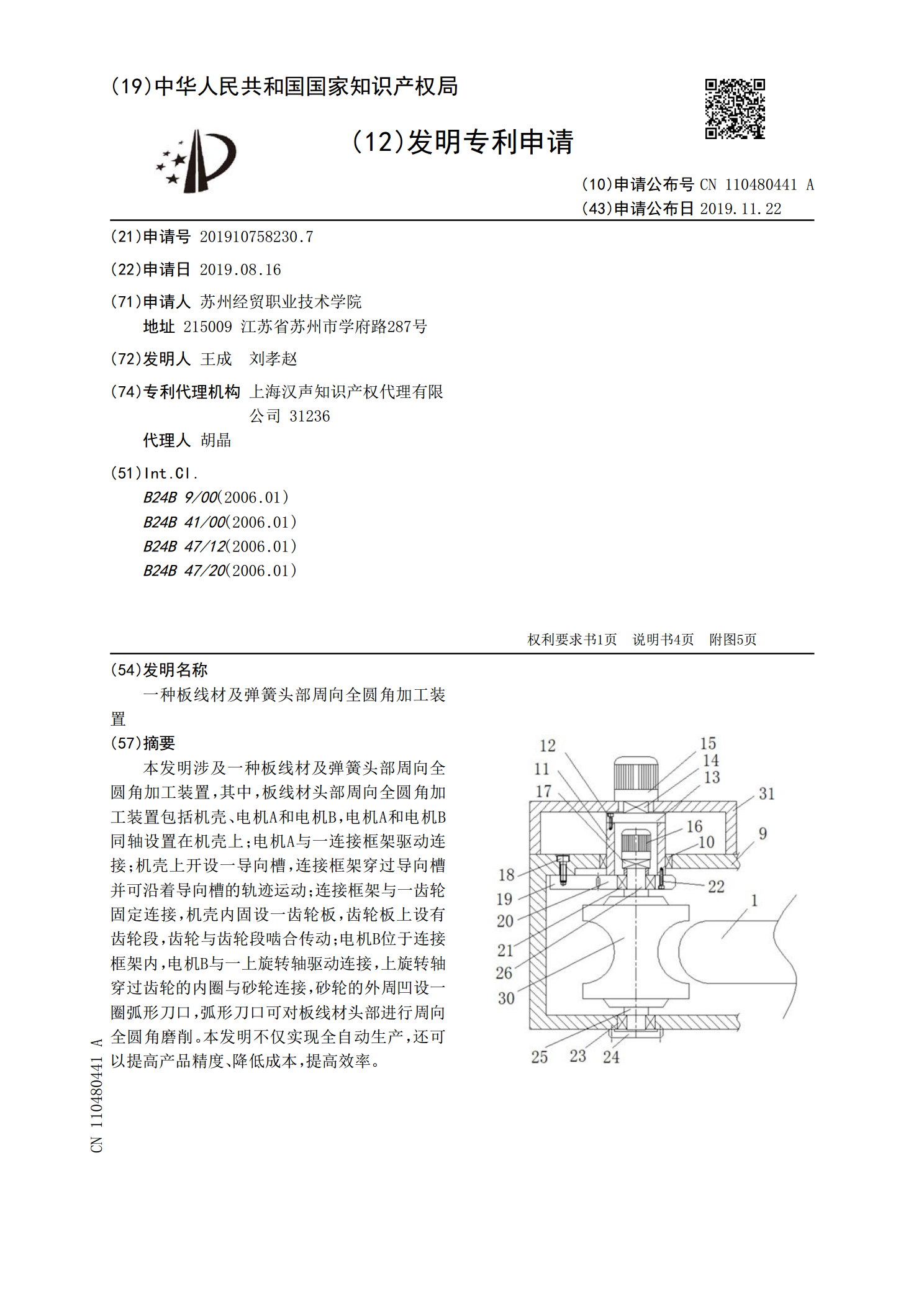
本发明涉及一种板线材及弹簧头部周向全圆角加工装置,其中,板线材头部周向全圆角加工装置包括机壳、电机A和电机B,电机A和电机B同轴设置在机壳上;电机A与一连接框架驱动连接;机壳上开设一导向槽,连接框架穿过导向槽并可沿着导向槽的轨迹运动;连接框架与一齿轮固定连接,机壳内固设一齿轮板,齿轮板上设有齿轮段,齿轮与齿轮段啮合传动;电机B位于连接框架内,电机B与一上旋转轴驱动连接,上旋转轴穿过齿轮的内圈与砂轮连接,砂轮的外周凹设一圈弧形刀口,弧形刀口可对板线材头部进行周向全圆角磨削。本发明不仅实现全自动生产,还可以提
轴流压缩机轮毂周向圆角的加工方法及装置.pdf
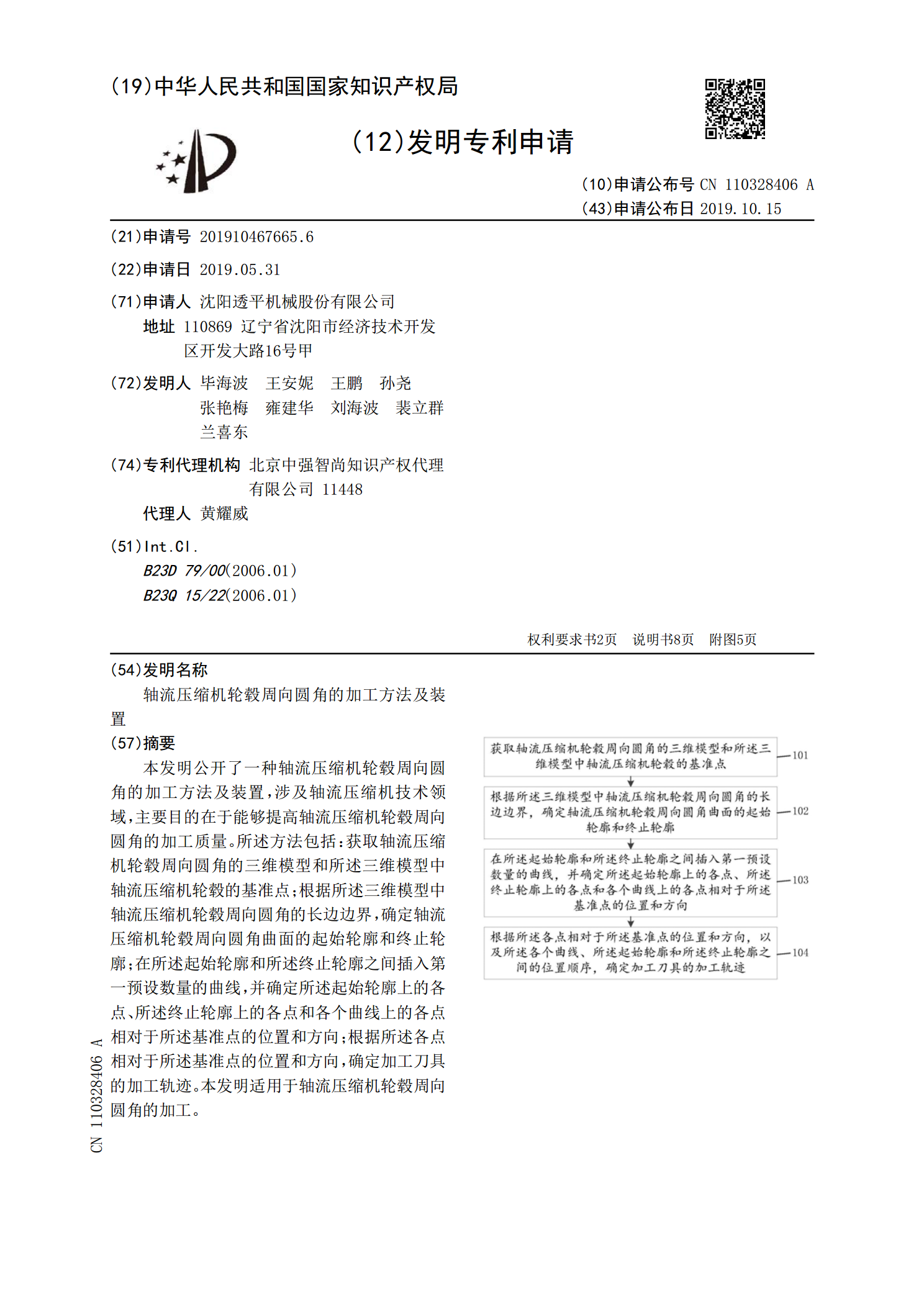
本发明公开了一种轴流压缩机轮毂周向圆角的加工方法及装置,涉及轴流压缩机技术领域,主要目的在于能够提高轴流压缩机轮毂周向圆角的加工质量。所述方法包括:获取轴流压缩机轮毂周向圆角的三维模型和所述三维模型中轴流压缩机轮毂的基准点;根据所述三维模型中轴流压缩机轮毂周向圆角的长边边界,确定轴流压缩机轮毂周向圆角曲面的起始轮廓和终止轮廓;在所述起始轮廓和所述终止轮廓之间插入第一预设数量的曲线,并确定所述起始轮廓上的各点、所述终止轮廓上的各点和各个曲线上的各点相对于所述基准点的位置和方向;根据所述各点相对于所述基准点的

一种弹簧加工方法及弹簧加工设备.pdf
本申请涉及一种弹簧加工方法及弹簧加工设备,其包括如下步骤:在卷簧机上使弹簧成型;于钢丝及弹簧的连接处施加两个方向相反且重合的压合力,将钢丝定位,压合力的施力位置与弹簧分离;于弹簧连接于钢丝的第一个簧圈施加朝向连接处的扭转力,施力位置远离第一簧圈与钢丝的连接处,使弹簧沿其连接处的轴线朝向扭转力的施力方向翻转并使钢丝与弹簧的连接处扭断;将与钢丝分离之后的弹簧的扭断处进行表面处理。通过将弹簧相对于钢丝进行扭转,利用金属的疲劳特性使钢丝与弹簧相互分离,在两者分离的过程中不再需要利用切刀进行加工,此时不易在弹簧表面
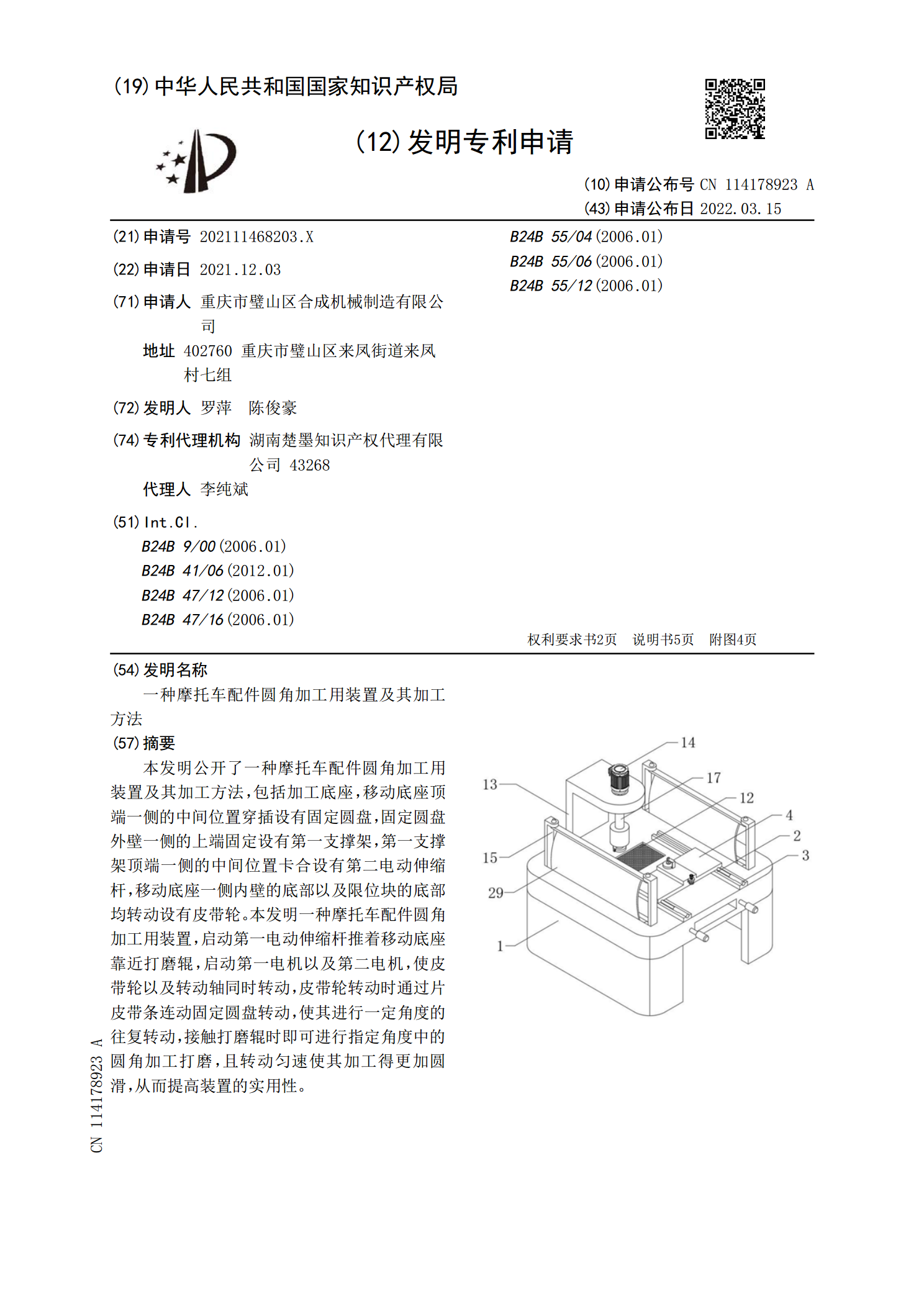
一种摩托车配件圆角加工用装置及其加工方法.pdf
本发明公开了一种摩托车配件圆角加工用装置及其加工方法,包括加工底座,移动底座顶端一侧的中间位置穿插设有固定圆盘,固定圆盘外壁一侧的上端固定设有第一支撑架,第一支撑架顶端一侧的中间位置卡合设有第二电动伸缩杆,移动底座一侧内壁的底部以及限位块的底部均转动设有皮带轮。本发明一种摩托车配件圆角加工用装置,启动第一电动伸缩杆推着移动底座靠近打磨辊,启动第一电机以及第二电机,使皮带轮以及转动轴同时转动,皮带轮转动时通过片皮带条连动固定圆盘转动,使其进行一定角度的往复转动,接触打磨辊时即可进行指定角度中的圆角加工打磨,