
一种环体薄壁件上多孔的加工方法.pdf

是你****盟主

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种环体薄壁件上多孔的加工方法.pdf
一种环体薄壁件上多孔的加工方法,属于机械制造加工领域,主要为了解决现有技术中在对环体薄壁件侧面加工多个条形孔时会使工件产生震动并发生变形,严重影响产品质量的问题,本发明中提供了一种环体薄壁件上多孔的加工方法,所述加工方式是通过对该产品结构及材质性能研究,从加工方法、装夹方式、刀具选择及加工参数上着手,将单个条形孔加工分为钻孔和精铣两步,并通过选择不同步骤所对应的加工参数,最大程度保证了加工过程中的稳定性,从而达到减少震动,避免工件在加工过程中主体产生形变的效果,本发明主要应用于对环体薄壁工件上多个条形孔的
一种环体薄壁件外圆面加工方法.pdf
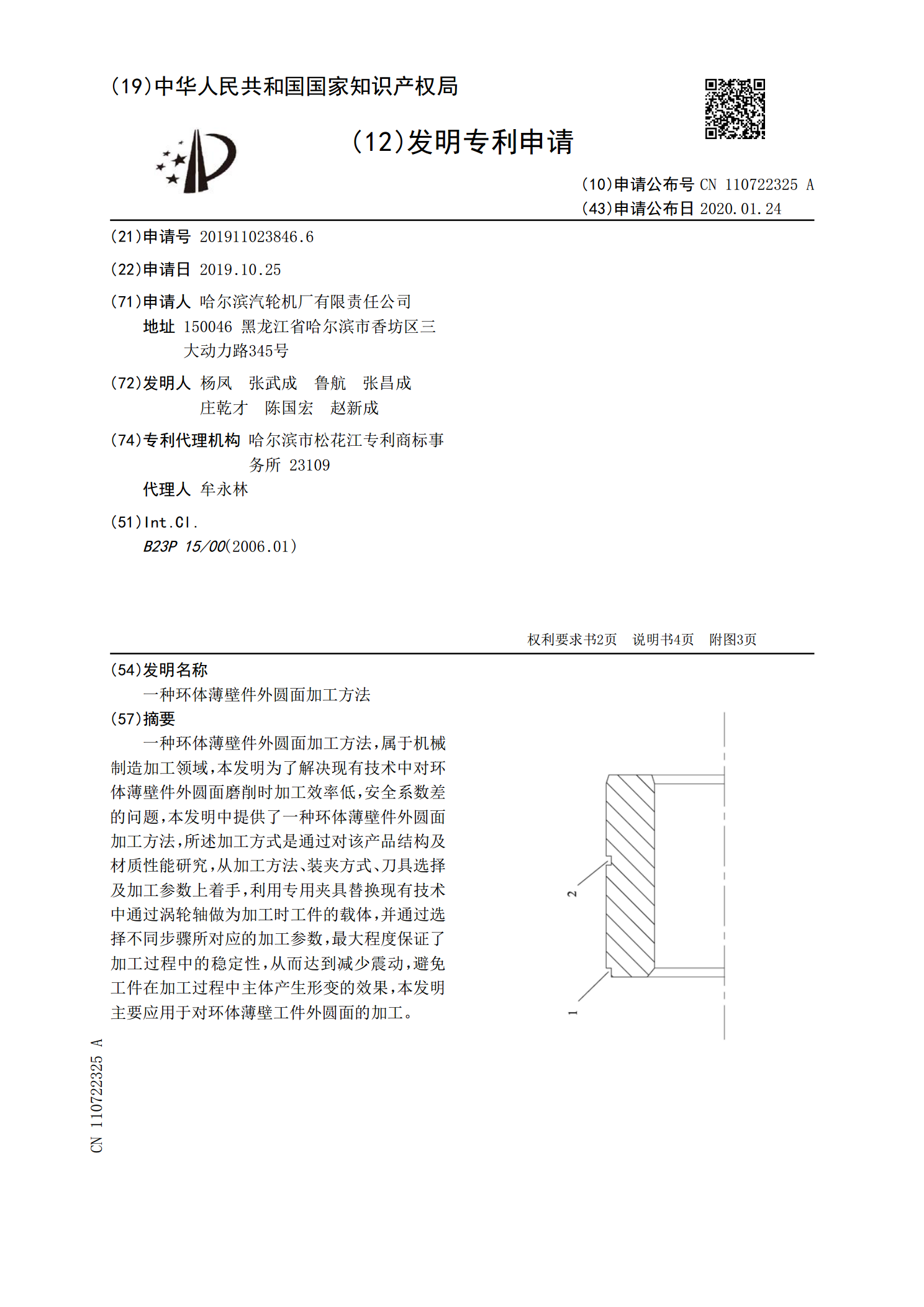
一种环体薄壁件外圆面加工方法,属于机械制造加工领域,本发明为了解决现有技术中对环体薄壁件外圆面磨削时加工效率低,安全系数差的问题,本发明中提供了一种环体薄壁件外圆面加工方法,所述加工方式是通过对该产品结构及材质性能研究,从加工方法、装夹方式、刀具选择及加工参数上着手,利用专用夹具替换现有技术中通过涡轮轴做为加工时工件的载体,并通过选择不同步骤所对应的加工参数,最大程度保证了加工过程中的稳定性,从而达到减少震动,避免工件在加工过程中主体产生形变的效果,本发明主要应用于对环体薄壁工件外圆面的加工。

薄壁件加工方法.pdf
本发明薄壁件加工方法涉及机械加工领域,具体涉及薄壁件加工方法,包括以下步骤:备料锻件,并在锻件上留装夹工艺端;粗车锻件;半精车工件外圆;渗碳处理;车碳层;淬火处理;半精车内孔,装夹工件工艺端,车削端面、内孔留0.5mm量、环槽到要求尺寸;切断:线切割切断,以已车端面为基准面,端面留量0.5mm;精车:将工件掉头,车床吸盘吸附已车工件端面,打表找正外圆在0.05-0.10mm以内,用陶瓷刀片或者立方氮化硼刀片精车端面、内孔和外圆到要求尺寸;去毛刺;清洗包装。本发明加工过程简单,可有效提高生产效率和产品加工精
一种环件淬火抗变形装置及薄壁件加工方法.pdf
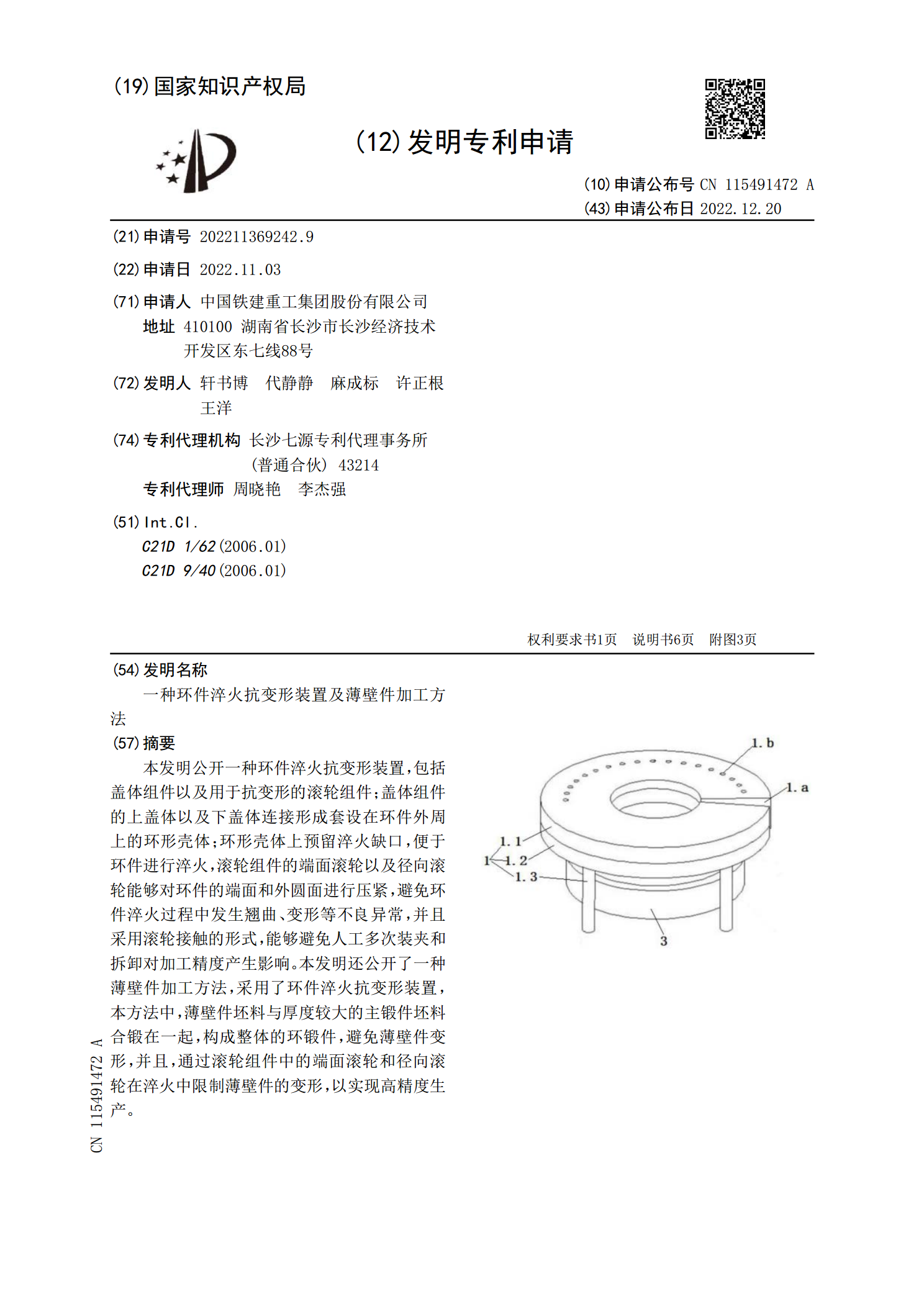
本发明公开一种环件淬火抗变形装置,包括盖体组件以及用于抗变形的滚轮组件;盖体组件的上盖体以及下盖体连接形成套设在环件外周上的环形壳体;环形壳体上预留淬火缺口,便于环件进行淬火,滚轮组件的端面滚轮以及径向滚轮能够对环件的端面和外圆面进行压紧,避免环件淬火过程中发生翘曲、变形等不良异常,并且采用滚轮接触的形式,能够避免人工多次装夹和拆卸对加工精度产生影响。本发明还公开了一种薄壁件加工方法,采用了环件淬火抗变形装置,本方法中,薄壁件坯料与厚度较大的主锻件坯料合锻在一起,构成整体的环锻件,避免薄壁件变形,并且,通
一种薄壁零件加工方法以及薄壁零件.pdf
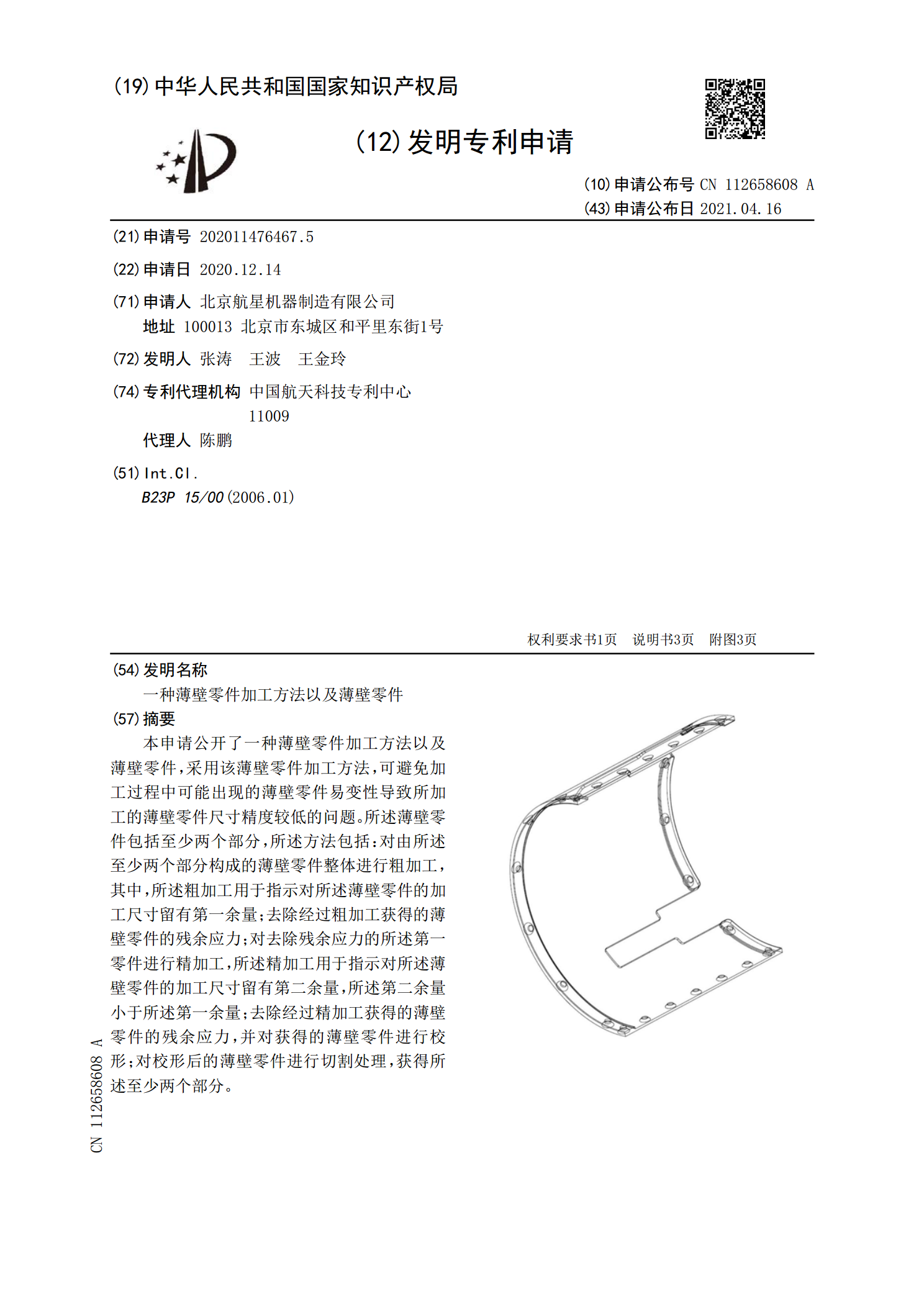
本申请公开了一种薄壁零件加工方法以及薄壁零件,采用该薄壁零件加工方法,可避免加工过程中可能出现的薄壁零件易变性导致所加工的薄壁零件尺寸精度较低的问题。所述薄壁零件包括至少两个部分,所述方法包括:对由所述至少两个部分构成的薄壁零件整体进行粗加工,其中,所述粗加工用于指示对所述薄壁零件的加工尺寸留有第一余量;去除经过粗加工获得的薄壁零件的残余应力;对去除残余应力的所述第一零件进行精加工,所述精加工用于指示对所述薄壁零件的加工尺寸留有第二余量,所述第二余量小于所述第一余量;去除经过精加工获得的薄壁零件的残余应力