
一种斜齿汽封圈中斜齿的加工方法.pdf

依波****bc


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种斜齿汽封圈中斜齿的加工方法.pdf
一种斜齿汽封圈中斜齿的加工方法,它涉及一种斜齿加工方法。本发明为了解决现有的汽封斜齿加工方法存在无法加工出满足其加工精度的问题。本发明的步骤一:待加工件的装夹;步骤二:加工背弧面;步骤三:取下工件,加工端面台阶及两端的第一辐射面和第二辐射面;步骤四:加工端面;卸下工件,将工件翻转180°后使端面台阶面向下并安装在工装夹具上,加工另一端面台阶;步骤五:加工斜齿;在加工中心上,选择硬质合金球头铣刀对工件的斜齿先加工最上面一个斜齿,再加工最后一个斜齿,最后加工其余斜齿;直到所有斜齿全部加工完毕后,完成对斜齿汽封

一种斜齿面齿轮插齿加工方法.pdf
本发明涉及一种斜齿面齿轮插齿加工方法包括以下步骤:1)制作斜齿面齿轮坯料;2)通过对应的工装将制作的坯料夹持至圆柱齿轮插齿机工作台上:工装包括两支座、水平转轴及立轴,两支座设于圆柱齿轮插齿机的回转台上,斜齿面齿轮坯料同轴固定夹持于水平转轴的一端,水平转轴和立轴通过一对锥齿轮传动连接;插齿刀的轴线与立轴的轴线共面且水平转轴与二者所在的平面之间具有夹角γ,使插齿刀的中心线与水平转轴的轴线之间的距离E与待加工斜齿面齿轮的中点半径Rm、螺旋角β三者之间的关系为E=Rmsinβ,待加工斜齿面齿轮的节平面与立轴轴线之
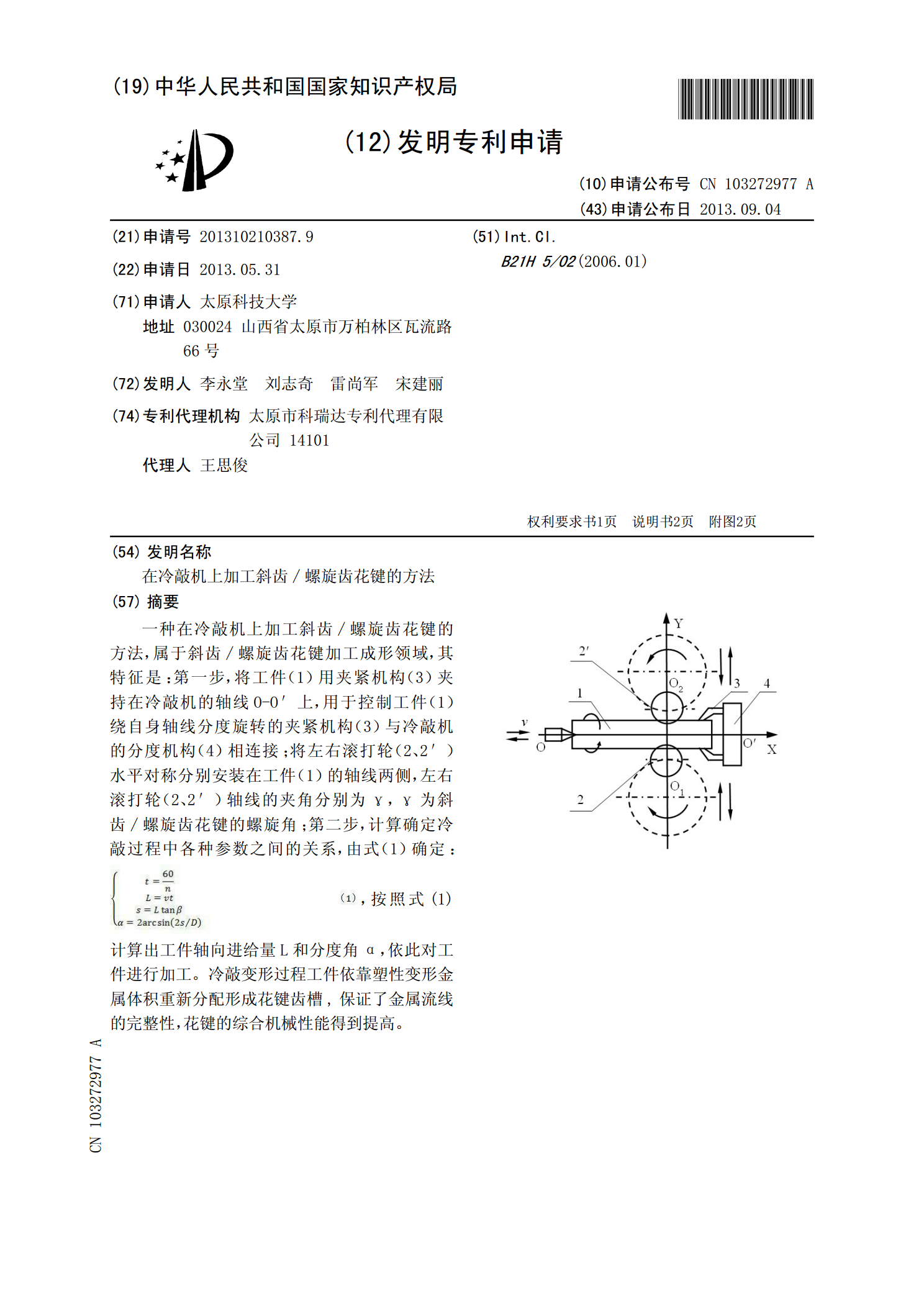
在冷敲机上加工斜齿/螺旋齿花键的方法.pdf
一种在冷敲机上加工斜齿/螺旋齿花键的方法,属于斜齿/螺旋齿花键加工成形领域,其特征是:第一步,将工件(1)用夹紧机构(3)夹持在冷敲机的轴线O-O′上,用于控制工件(1)绕自身轴线分度旋转的夹紧机构(3)与冷敲机的分度机构(4)相连接;将左右滚打轮(2、2′)水平对称分别安装在工件(1)的轴线两侧,左右滚打轮(2、2′)轴线的夹角分别为γ,γ为斜齿/螺旋齿花键的螺旋角;第二步,计算确定冷敲过程中各种参数之间的关系,由式(1)确定:,按照式(1)计算出工件轴向进给量L和分度角α,依此对工件进行加工。冷敲变形
一种斜齿齿轮加工工艺.pdf
本发明公开了一种斜齿齿轮加工工艺,包括步骤:1)齿轮毛坯加工,预热温度600~1200℃,加工温度800~1200℃;2)粗车;3)滚齿;4)齿轮淬火;5)热处理;6)精加工;工艺简单、易于操作。
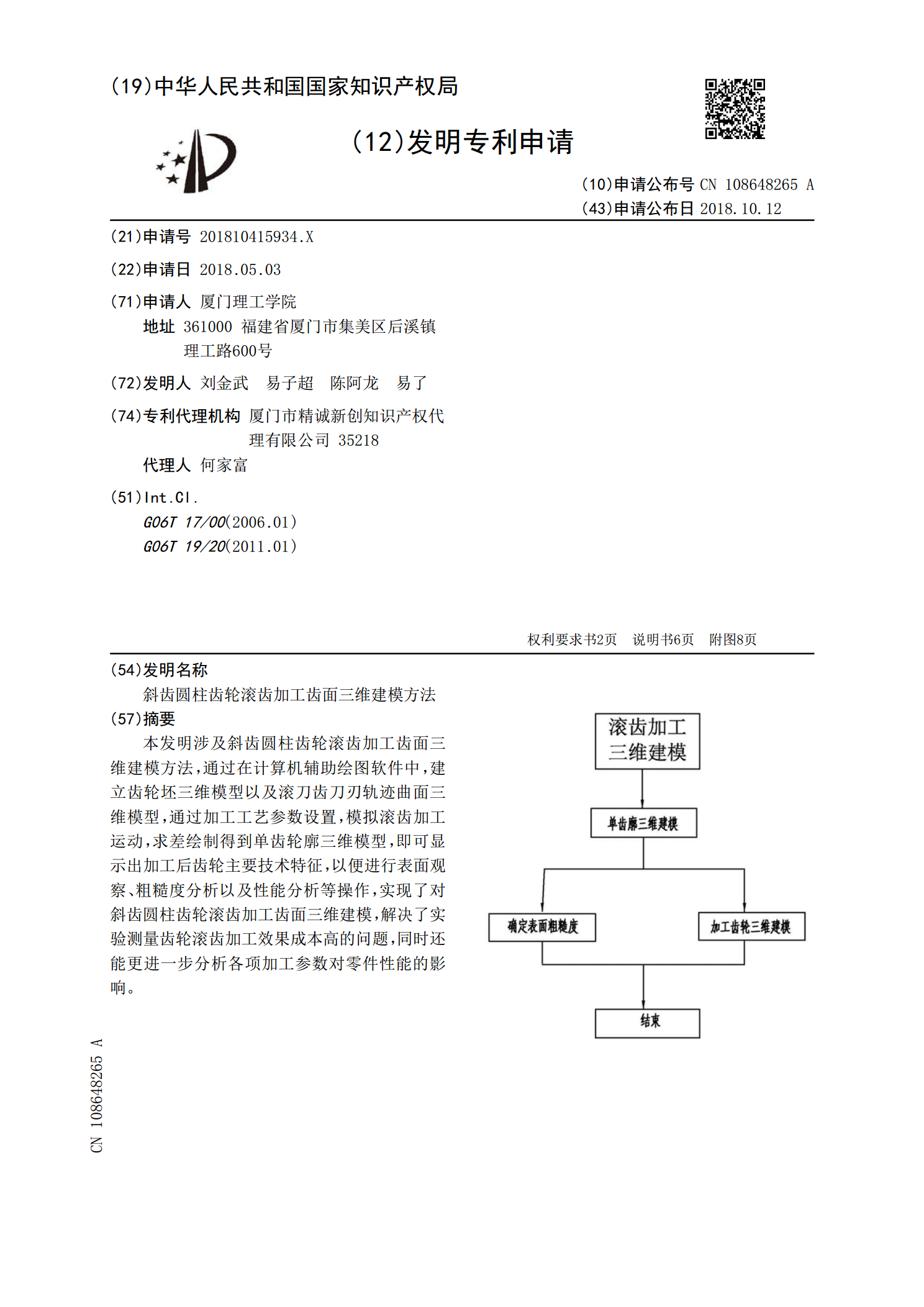
斜齿圆柱齿轮滚齿加工齿面三维建模方法.pdf
本发明涉及斜齿圆柱齿轮滚齿加工齿面三维建模方法,通过在计算机辅助绘图软件中,建立齿轮坯三维模型以及滚刀齿刀刃轨迹曲面三维模型,通过加工工艺参数设置,模拟滚齿加工运动,求差绘制得到单齿轮廓三维模型,即可显示出加工后齿轮主要技术特征,以便进行表面观察、粗糙度分析以及性能分析等操作,实现了对斜齿圆柱齿轮滚齿加工齿面三维建模,解决了实验测量齿轮滚齿加工效果成本高的问题,同时还能更进一步分析各项加工参数对零件性能的影响。