
一种叶片加工工艺.pdf

努力****弘毅

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
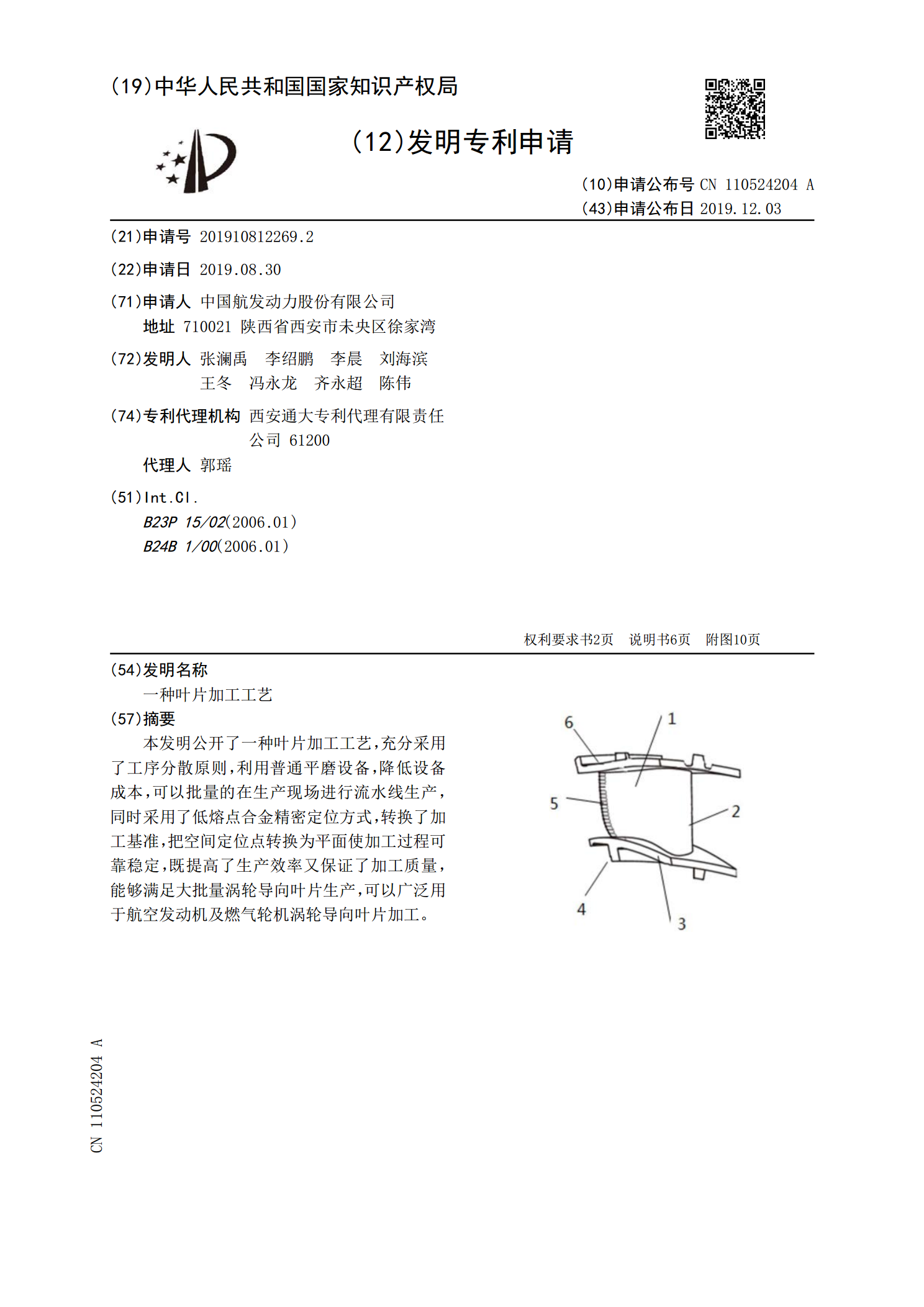
一种叶片加工工艺.pdf
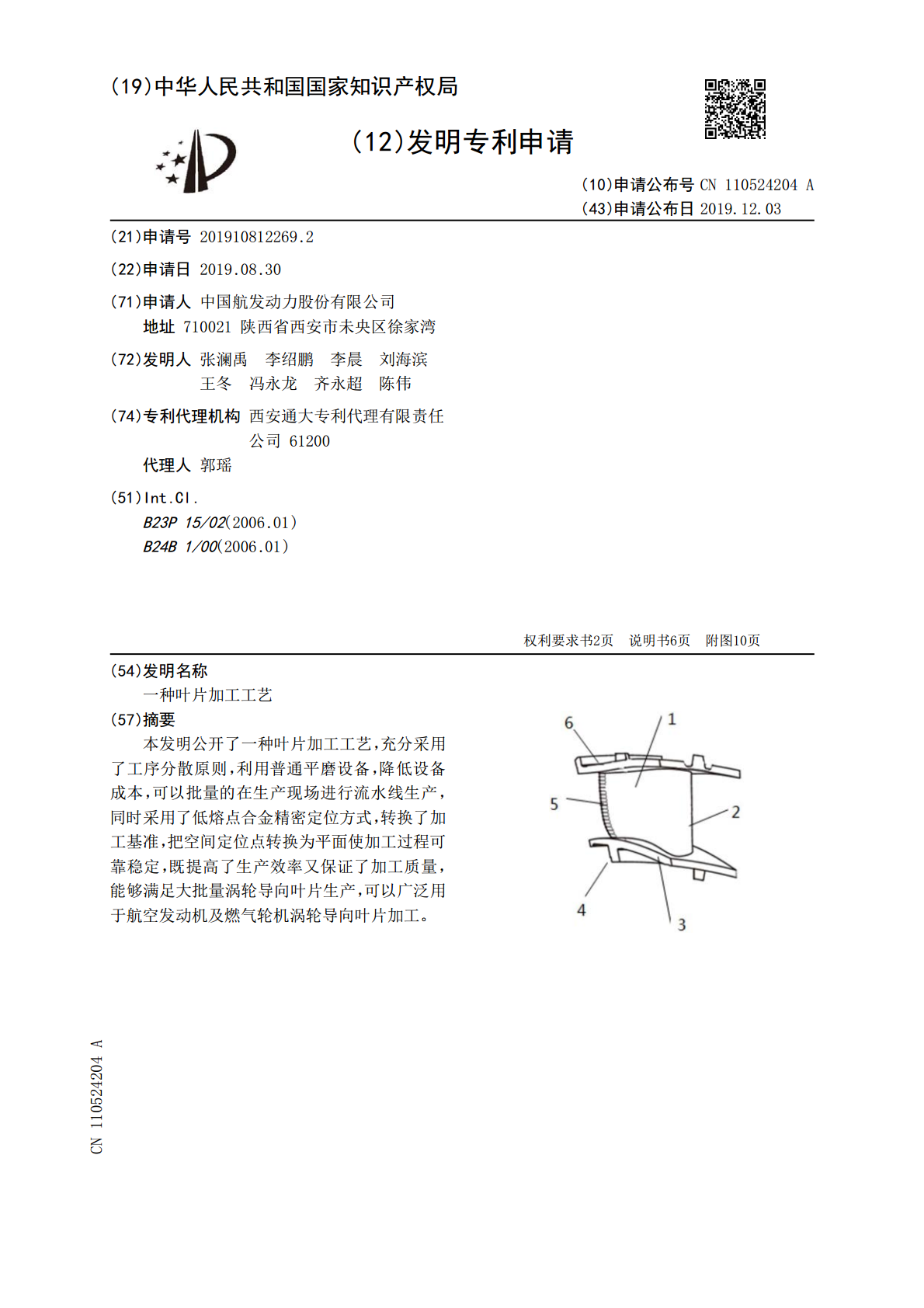
本发明公开了一种叶片加工工艺,充分采用了工序分散原则,利用普通平磨设备,降低设备成本,可以批量的在生产现场进行流水线生产,同时采用了低熔点合金精密定位方式,转换了加工基准,把空间定位点转换为平面使加工过程可靠稳定,既提高了生产效率又保证了加工质量,能够满足大批量涡轮导向叶片生产,可以广泛用于航空发动机及燃气轮机涡轮导向叶片加工。
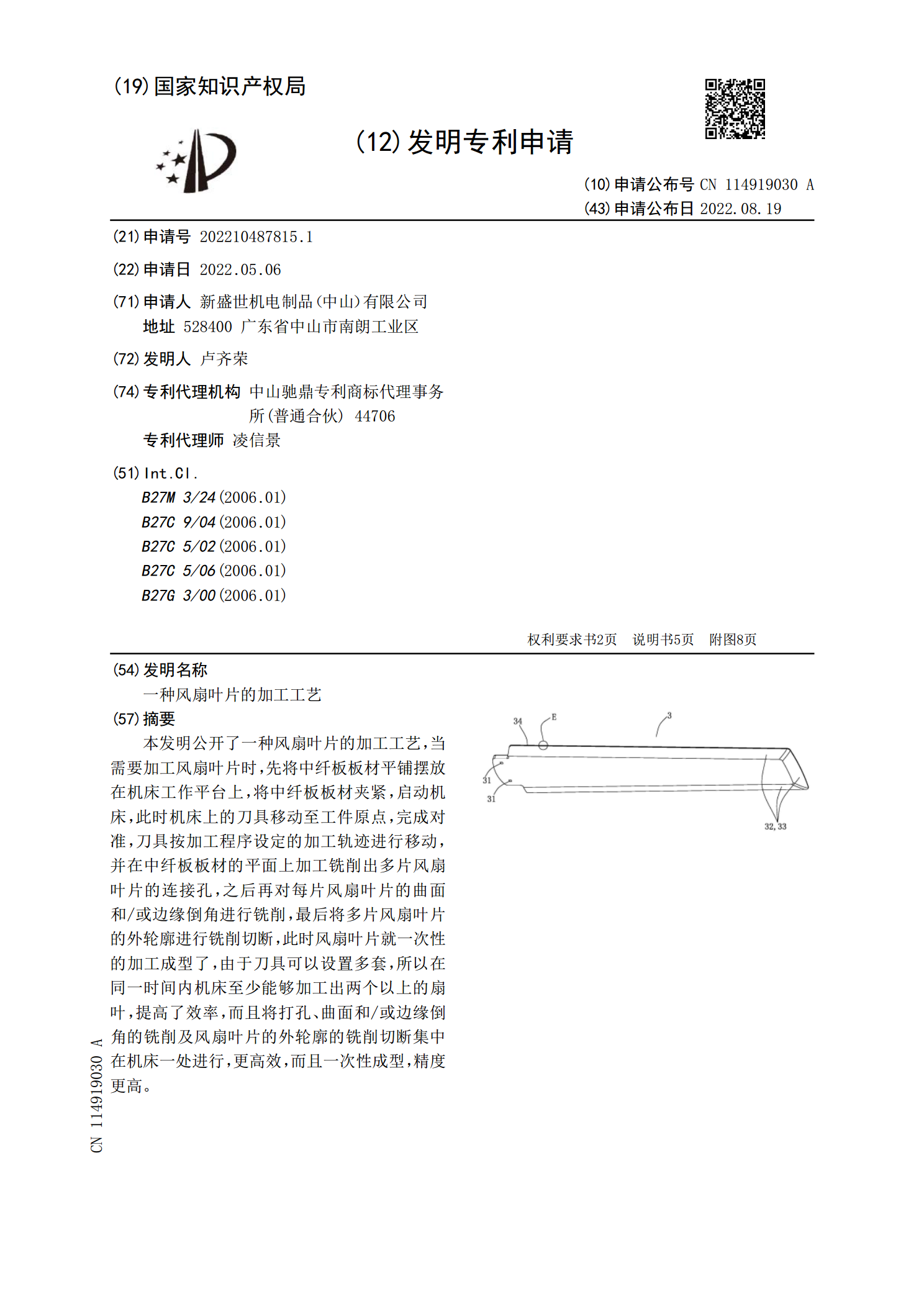
一种风扇叶片的加工工艺.pdf
本发明公开了一种风扇叶片的加工工艺,当需要加工风扇叶片时,先将中纤板板材平铺摆放在机床工作平台上,将中纤板板材夹紧,启动机床,此时机床上的刀具移动至工件原点,完成对准,刀具按加工程序设定的加工轨迹进行移动,并在中纤板板材的平面上加工铣削出多片风扇叶片的连接孔,之后再对每片风扇叶片的曲面和/或边缘倒角进行铣削,最后将多片风扇叶片的外轮廓进行铣削切断,此时风扇叶片就一次性的加工成型了,由于刀具可以设置多套,所以在同一时间内机床至少能够加工出两个以上的扇叶,提高了效率,而且将打孔、曲面和/或边缘倒角的铣削及风扇
透平叶片新型加工工艺.pdf
本发明公开一种透平叶片新型加工工艺,该工艺方案可减少叶片刚性不足带来的加工误差,可提高其加工效率和精度,同时该工艺装夹方案只需要一个补块,可以减少材料损耗。它包括如下方法:a.将透平叶片坯件采用立式固定方式进行单端固定;b.对透平叶片坯件进行五轴铣加工,铣加工时对透平叶片坯件留存一定余量后进行精加工,c.在留存余量之上进行铣削一次精加工成型。
转轮叶片加工工艺论文.docx
转轮叶片加工工艺论文一、大型水轮机转轮叶片加工工艺要点1叶片的测量在转轮叶片的加工过程中对叶片进行有效测量的非常重要的一道工序并且这一工序应该贯穿于叶片加工的整个过程。只有这样才能保证叶片表面的加工精度。一般来讲水轮机转轮叶片的表面是一种较为复杂的三维雕塑曲面测量起来难度较大尤其是在最后的精铣过程中对测量结果的精度要求较高一般的测量方法和测量仪器很难满足要求。为此需要采用特殊的专业测量工具通过直接测量或间接测量的方法完成曲面精度测量。当然在具体的加工过程中

转轮叶片加工工艺论文.docx
转轮叶片加工工艺论文一、大型水轮机转轮叶片加工工艺要点1叶片的测量在转轮叶片的加工过程中对叶片进行有效测量的非常重要的一道工序并且这一工序应该贯穿于叶片加工的整个过程。只有这样才能保证叶片表面的加工精度。一般来讲水轮机转轮叶片的表面是一种较为复杂的三维雕塑曲面测量起来难度较大尤其是在最后的精铣过程中对测量结果的精度要求较高一般的测量方法和测量仪器很难满足要求。为此需要采用特殊的专业测量工具通过直接测量或间接测量的方法完成曲面精度测量。当然在具体的加工过程中