
透平叶片新型加工工艺.pdf

一只****iu


1/8

2/8

3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
透平叶片新型加工工艺.pdf
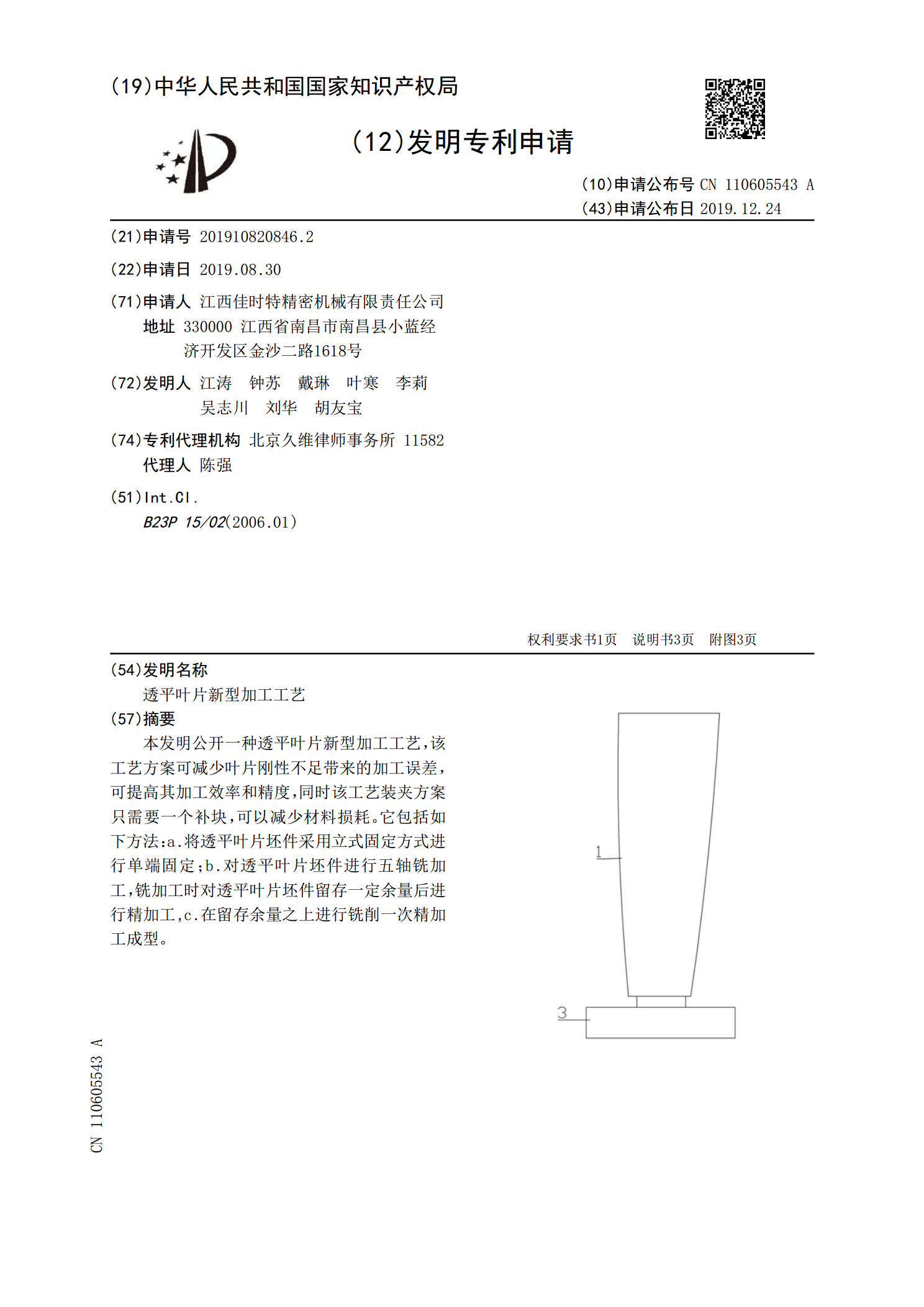
本发明公开一种透平叶片新型加工工艺,该工艺方案可减少叶片刚性不足带来的加工误差,可提高其加工效率和精度,同时该工艺装夹方案只需要一个补块,可以减少材料损耗。它包括如下方法:a.将透平叶片坯件采用立式固定方式进行单端固定;b.对透平叶片坯件进行五轴铣加工,铣加工时对透平叶片坯件留存一定余量后进行精加工,c.在留存余量之上进行铣削一次精加工成型。

用于透平叶片加工的方箱结构.pdf
本发明用于透平叶片加工的方箱结构,其能解决现有方箱内腔因与叶片之间空隙不均匀而导致锡铋合金厚薄不均、热胀率不同的问题,从而有效减少叶片变形、保证叶根加工精度。其包括方箱箱体,方箱箱体设有内腔面,叶片装夹时叶片装夹部位设置于内腔面内,叶片装夹部位与内腔面之间的空隙由锡铋合金填充浇注从而将叶片与方箱箱体结合成整体,其特征在于:方箱箱体的内腔面为叶片装夹部位的型面轮廓的法向包络面,法向包络面的包络量为叶片在方箱内需要浇注的锡铋合金的厚度。

透平叶片阻尼凸台粗加工方法.pdf
本发明公开一种透平叶片阻尼凸台粗加工方法,包括以下步骤:(1)选用刀头与刀杆之间的半径差值大于等于待加工的阻尼凸台倒扣阴面深度的刀具;(2)根据所述阻尼凸台特征及所选用刀具特征生成该阻尼凸台的数控加工程序,通过对该刀具姿态控制,让该刀具的圆角加工该阻尼凸台陡峭的曲面和阻尼凸台与叶片型面根部转接位置,该刀具的刀杆细小的位置让开该阻尼凸台阴面的干涉部位。它采用一把刀具完成阻尼凸台型面及阻尼凸台下部转接的粗加工,为精加工留均匀余量,提高加工质量;不需要更换刀具,无效切削时间(除进退刀)短,不需要补充加工;机床负
用于加工透平压缩机叶片的打磨装置.pdf
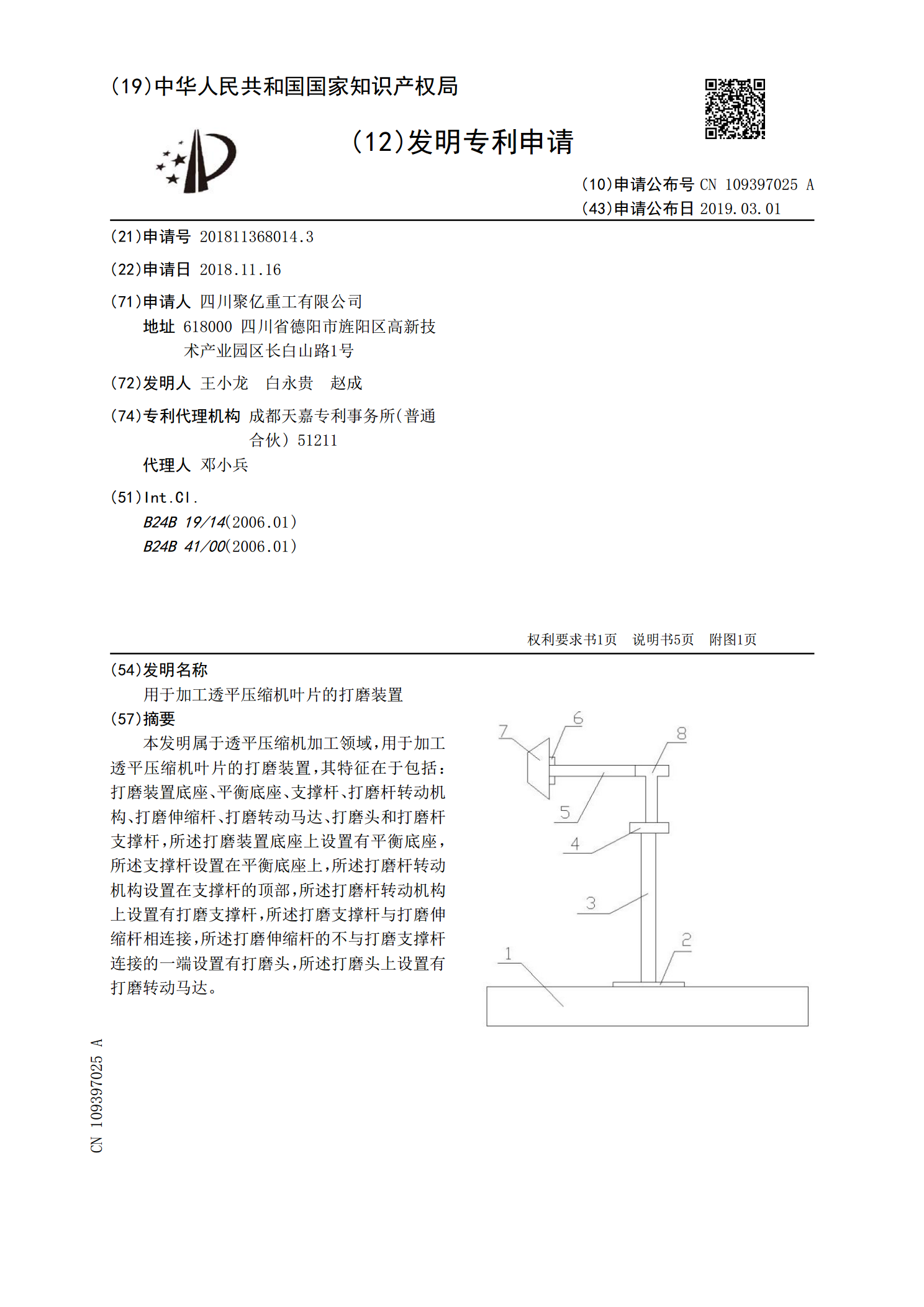
本发明属于透平压缩机加工领域,用于加工透平压缩机叶片的打磨装置,其特征在于包括:打磨装置底座、平衡底座、支撑杆、打磨杆转动机构、打磨伸缩杆、打磨转动马达、打磨头和打磨杆支撑杆,所述打磨装置底座上设置有平衡底座,所述支撑杆设置在平衡底座上,所述打磨杆转动机构设置在支撑杆的顶部,所述打磨杆转动机构上设置有打磨支撑杆,所述打磨支撑杆与打磨伸缩杆相连接,所述打磨伸缩杆的不与打磨支撑杆连接的一端设置有打磨头,所述打磨头上设置有打磨转动马达。
转轮叶片加工工艺论文.docx
转轮叶片加工工艺论文一、大型水轮机转轮叶片加工工艺要点1叶片的测量在转轮叶片的加工过程中对叶片进行有效测量的非常重要的一道工序并且这一工序应该贯穿于叶片加工的整个过程。只有这样才能保证叶片表面的加工精度。一般来讲水轮机转轮叶片的表面是一种较为复杂的三维雕塑曲面测量起来难度较大尤其是在最后的精铣过程中对测量结果的精度要求较高一般的测量方法和测量仪器很难满足要求。为此需要采用特殊的专业测量工具通过直接测量或间接测量的方法完成曲面精度测量。当然在具体的加工过程中