
铸件及其浇注方法和应用、汽车车轮的铸造方法和汽车车轮.pdf

慧颖****23


1/10

2/10
3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铸件及其浇注方法和应用、汽车车轮的铸造方法和汽车车轮.pdf
本发明属于铸造技术领域,涉及一种铸件及其浇注方法和应用、汽车车轮的铸造方法和汽车车轮。本发明的铸件的浇注方法,包括:浇注温度为645‑660℃,升液压力为0.018‑0.022MPa,升液时间为4‑8s,充型压力为0.023‑0.027MPa,充型时间为10‑20s,增压压力为0.08‑0.12MPa,增压时间为3‑8s;完成增压后,在0.08‑0.12MPa的压力下保持70‑130s,泄压冷却后开模。本发明不但能够提高铸件的机械性能,降低铸件针孔多的缺陷,而且能够极大的提高生产效率,缩短铸造周期。

一种汽车轮毂浇注系统及浇注方法.pdf
本发明公开一种汽车轮毂浇注系统,涉及轮毂铸造技术领域。该汽车轮毂浇注系统包括第一模腔、第二模腔及位于第一模腔与第二模腔之间的公共模腔,第一模腔通过升液管与其上方的第一模具连通,第二模腔通过升液管与其上方的第二模具连通,公共模腔通过补液口分别与第一模腔和第二模腔连通;公共模腔的上方设有进料口,内部设有加热器和温度检测仪。本发明还公开一种适用于该汽车轮毂浇注系统的浇注方法,包括加料、补液、升液、充型加压、保压和释压脱模。本发明通过设置公共模腔向第一模腔和第二模腔内补充熔液,大大减少了氧化物产生的几率,消除了补
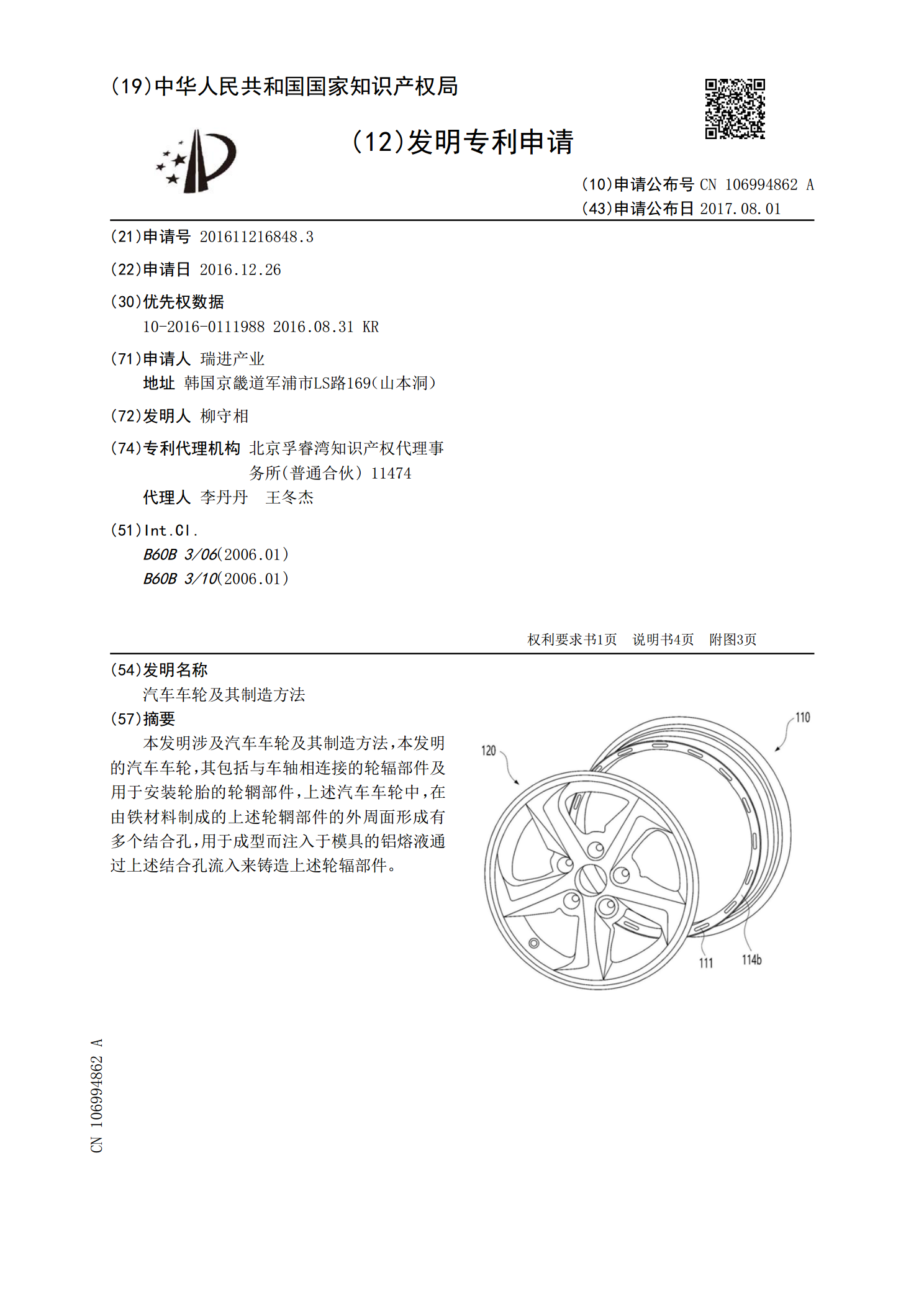
汽车车轮及其制造方法.pdf
本发明涉及汽车车轮及其制造方法,本发明的汽车车轮,其包括与车轴相连接的轮辐部件及用于安装轮胎的轮辋部件,上述汽车车轮中,在由铁材料制成的上述轮辋部件的外周面形成有多个结合孔,用于成型而注入于模具的铝熔液通过上述结合孔流入来铸造上述轮辐部件。
车轮和汽车.pdf
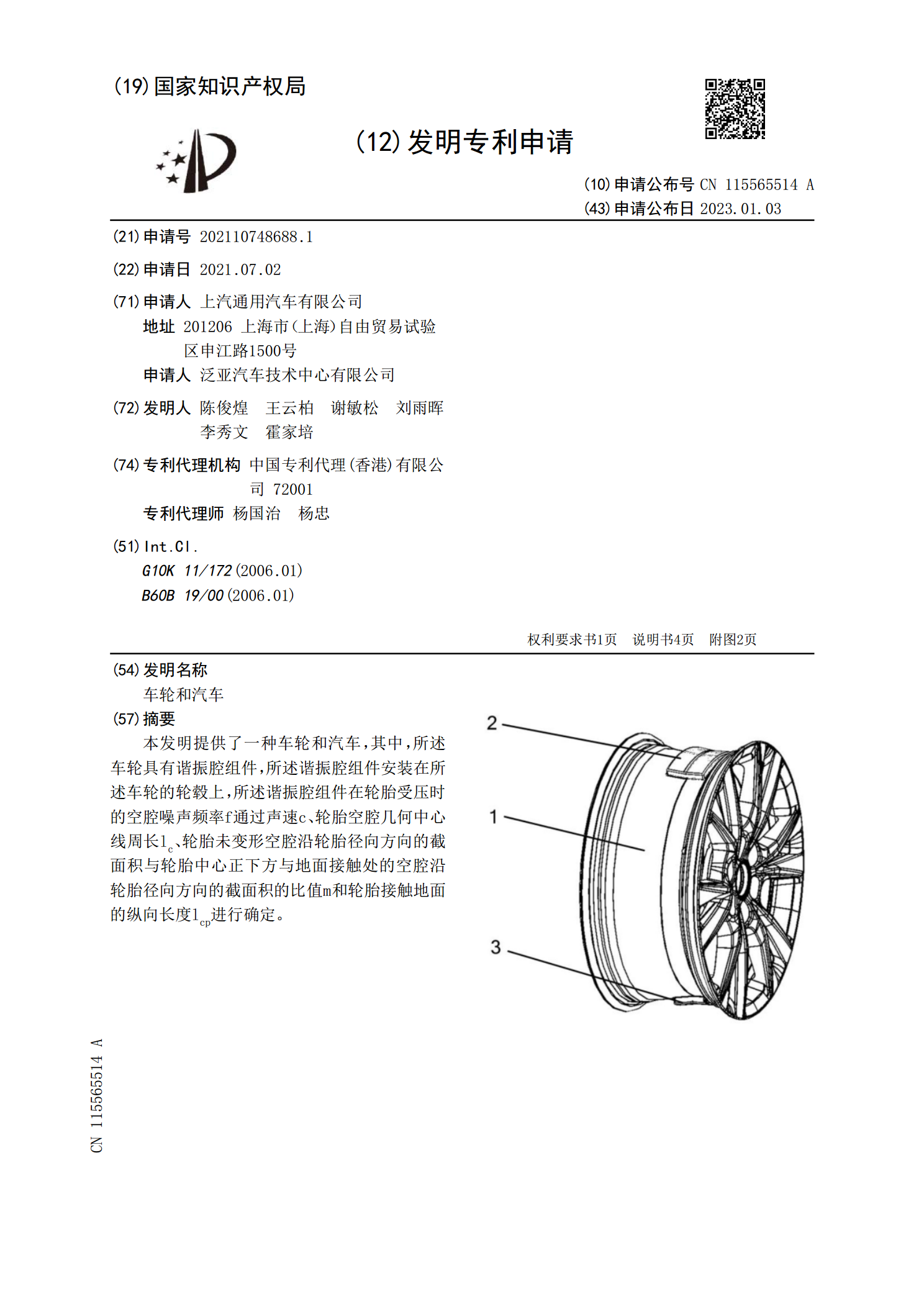
本发明提供了一种车轮和汽车,其中,所述车轮具有谐振腔组件,所述谐振腔组件安装在所述车轮的轮毂上,所述谐振腔组件在轮胎受压时的空腔噪声频率f通过声速c、轮胎空腔几何中心线周长l

用于汽车和汽车车轮防盗跟踪的系统和方法.pdf
本发明提供一种用于汽车和汽车车轮防盗跟踪的系统和方法。所述系统包括与胎压监测系统(TPMS)一起安装在车轮的气阀杆内部的报警跟踪装置(105),其中当存在诸如提升、乱弄、拆除所述车轮的未经授权的活动时所述报警跟踪装置(105)进行被盗检测并且报警,并且还跟踪和监测被偷车轮的位置。所述系统进一步包括用于从远程位置控制和跟踪所述被偷车轮的远程跟踪应用程序(111)。