
一种端面磨削砂轮质量实时检测修整的方法及装置.pdf

雨巷****彦峰


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种端面磨削砂轮质量实时检测修整的方法及装置.pdf
本发明公开了一种端面磨削砂轮质量实时检测修整的方法及装置,所述装置包括激光器、接收器、砂轮修整器、砂轮、砂轮座、位移传感器和三维驱动机构;该装置使激光器发出的激光束斜射至工件的已磨削的表面,接收器连续接收由磨削表面反射的反射激光束,通过对反射激光束的能量检测对砂轮磨损程度实时检测;当接收器反射激光束的能量达到所对应的砂轮磨损限定值时,触发砂轮停止磨削,并通过位移传感器记录砂轮当前磨削位置,由砂轮驱动机构使砂轮运动到砂轮修整器位置并进行实时修整;完成修整后的砂轮回到当前磨削位置,继续工件表面的磨削行程;本发
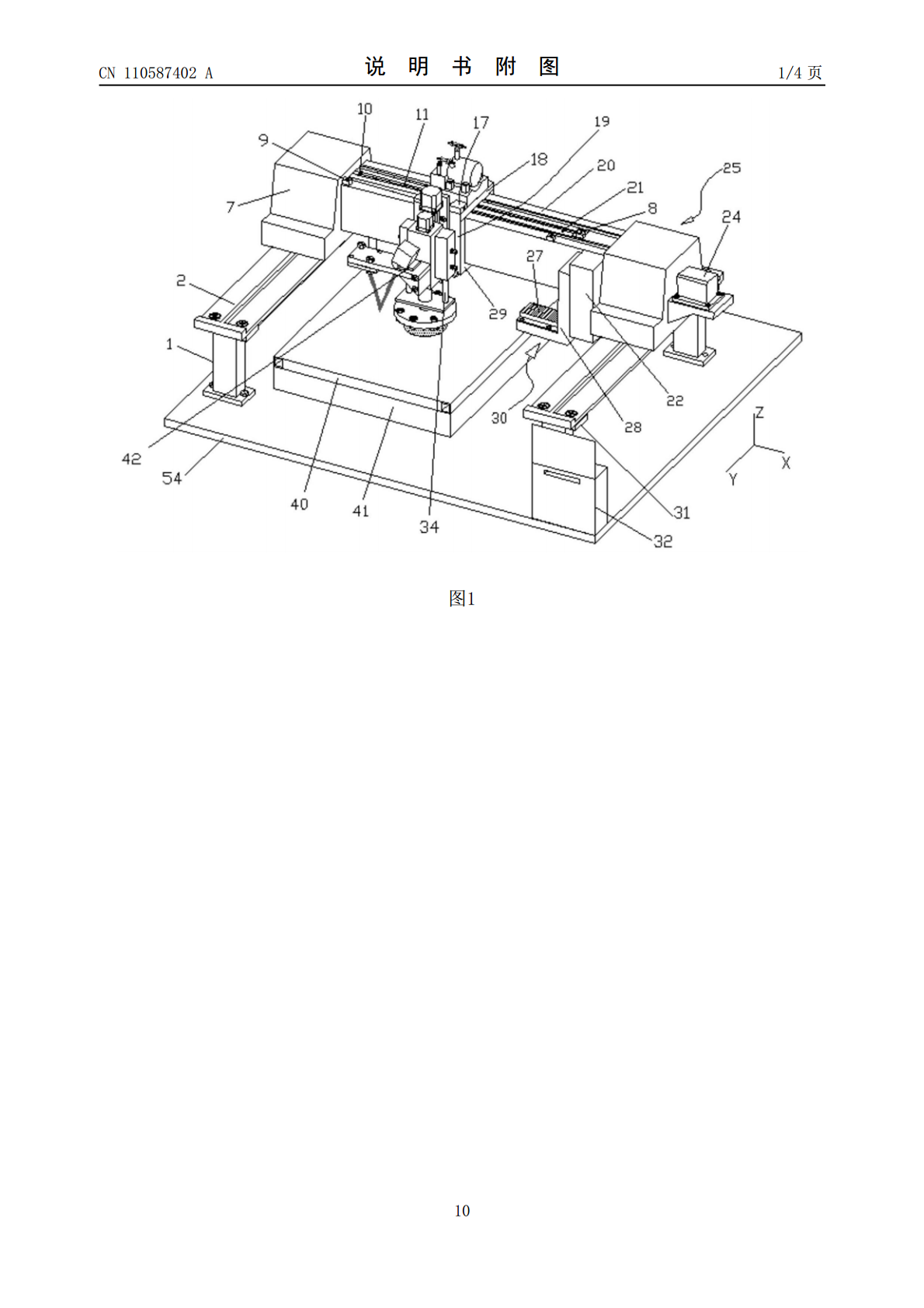
一种工件端面磨削烧伤实时检测装置及其检测方法.pdf
本发明公开了一种工件端面磨削烧伤实时检测装置及其检测方法,它涉及工件磨削表面烧伤检测技术领域。探测线圈具有杯状线圈、线圈上壳体、线圈下壳体,线圈下壳体的顶部连接台阶轴,线圈上壳体通过中心孔套设于台阶轴下部外周,杯状线圈设于线圈上壳体与线圈下壳体之间形成的环形腔内;调节机构驱动探测线圈升降;磨削机构的磨头主轴底部连接组合砂轮;组合砂轮包括数个砂轮,数个砂轮之间设有中空区域,探测线圈设于中空区域内;磨头主轴外部套设有套筒,套筒与磨头架过盈配合连接。本发明的优点在于:在工件端面磨削时可对磨削烧伤进行实时检测,检

基于双端面加工的砂轮修整方法及装置.pdf
一种基于双端面加工的砂轮修整方法和装置,采用两个工具轮的双端面同时对安装在工件轴上的工件双侧面进行修整加工;工具轮为杯形砂轮或碗形砂轮或蝶形砂轮,工件为超硬材料砂轮。本发明可用于超硬材料砂轮(厚度0.5-10.0mm)双侧面的修整加工。由于采用了端面加工,增大了工具轮与工件接触区面积;同时由于在工件的两侧面各设置了一个工具轮,当两个工具轮同时相向运动而对工件进行修整加工时,两工具轮对工件的法向作用力大小相等、方向相反,两者相互抵消。因此提高了系统刚性和加工精度。

一种砂轮磨削修整装置.pdf
本发明涉及一种砂轮磨削修整装置,其主要包括:主砂轮补偿底座、主砂轮补偿台座、支撑板一、转座、X轴台座、转轴、X轴滑座组件、Y轴组件、电机、垫板、支撑板二、上手轮、杠杆、进给轴、下手轮;所述主砂轮补偿底座呈凹形槽结构,位于整个修整装置的最下端;主砂轮补偿台座设置在主砂轮补偿底座的上端面;支撑板一通过螺钉固定在主砂轮补偿底座的一端部;转座通过转轴与主砂轮补偿台座活动连接,转座可绕转轴在主砂轮补偿台座上旋转;X轴台座通过螺钉固定在转座上,并且可以与转座一块转动。本发明修整装置结构紧凑,在不损坏机床原有结构情况下

磨削砂轮的修整方法.pdf
本发明公开一种磨削砂轮的修整方法,现有的砂轮进行磨削过程中,需要用金刚石修整器来对砂轮进行修整,被磨削表面的轮廓算术平均偏差可以达到Ra0.5。本发明采用的方法:将待修整砂轮先用金刚石修整器进行常规的修整,然后拆下金刚石修整器,换上碳化硼油石进行修整,修整条件为:砂轮转速:30~35米/秒,工作台速度:6~8毫米/分钟,修整油石进给量:0.005~0.01毫米,在碳化硼油石的进给完成后,再进行无进给的往复修整3~5次,修整过程中用冷却液冲洗碳化硼油石与砂轮接触部分。本发明的方法修整的砂轮磨削时,被磨削零件