
一种用于制造多层金属密封垫片的液压成形方法.pdf

一吃****瀚文

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于制造多层金属密封垫片的液压成形方法.pdf
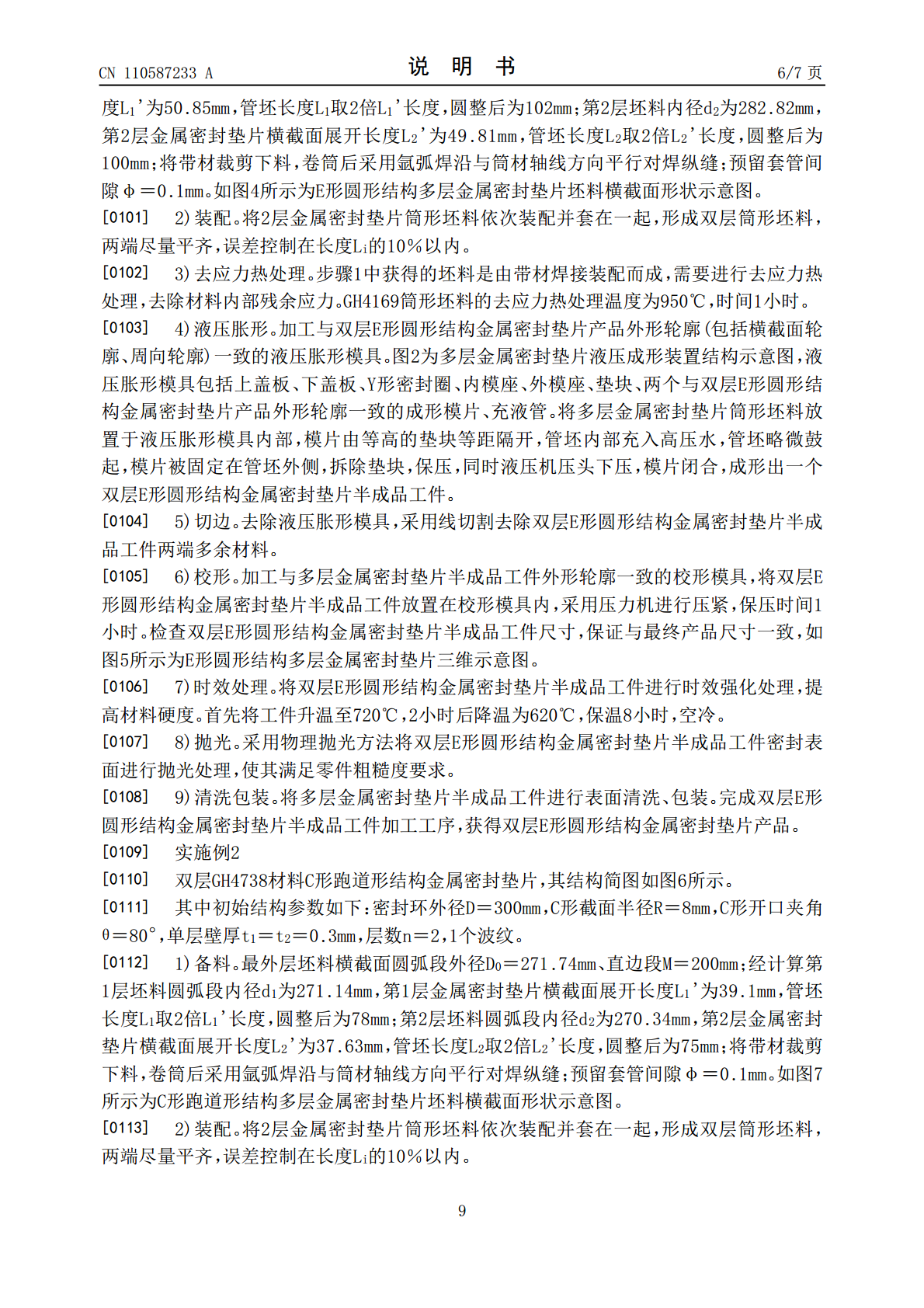
一种用于制造多层金属密封垫片的液压成形方法,包括以下步骤;1)备料:制作筒形坯料;2)装配:将每一层金属密封垫片筒形坯料依次装配并套在一起;3)去应力热处理:4)液压胀形:加工与多层金属密封垫片产品外形轮廓一致的液压胀形模具,形成多层金属密封垫片半成品工件;5)切边:去除液压胀形模具;6)校形:加工与多层金属密封垫片半成品工件外形轮廓一致的校形模具;7)时效处理:将多层金属密封垫片半成品工件进行时效强化处理;8)抛光:将多层金属密封垫片半成品工件密封表面进行抛光处理;9)清洗包装:将多层金属密封垫片半成品

一种用于轴向金属密封环的电磁成形模具.pdf
本发明提供了一种用于轴向金属密封环的电磁成形模具,包括:上模体和下模体,下模体顶面上设置圆柱形的下凹槽和圆环形的下料槽,下料槽位于下凹槽的外围且与下凹槽连通,上模体底面上设置圆柱形的上凹槽和圆环形的上料槽,上料槽位于上凹槽的外围且与上凹槽连通;上模体扣合在下模体上,下凹槽与上凹槽扣合形成圆柱形空间,圆柱形空间中设置电磁线圈,下料槽与上料槽扣合形成圆环形料槽,圆环形料槽内放置环形坯料。环形坯料可以直接使用硬态材料,无需转为固溶状态,成形后也无需再进行热处理,工序简单,生产效率高,成本更低。局部减薄现象减弱,
一种法兰连接金属垫片生产制造方法.pdf
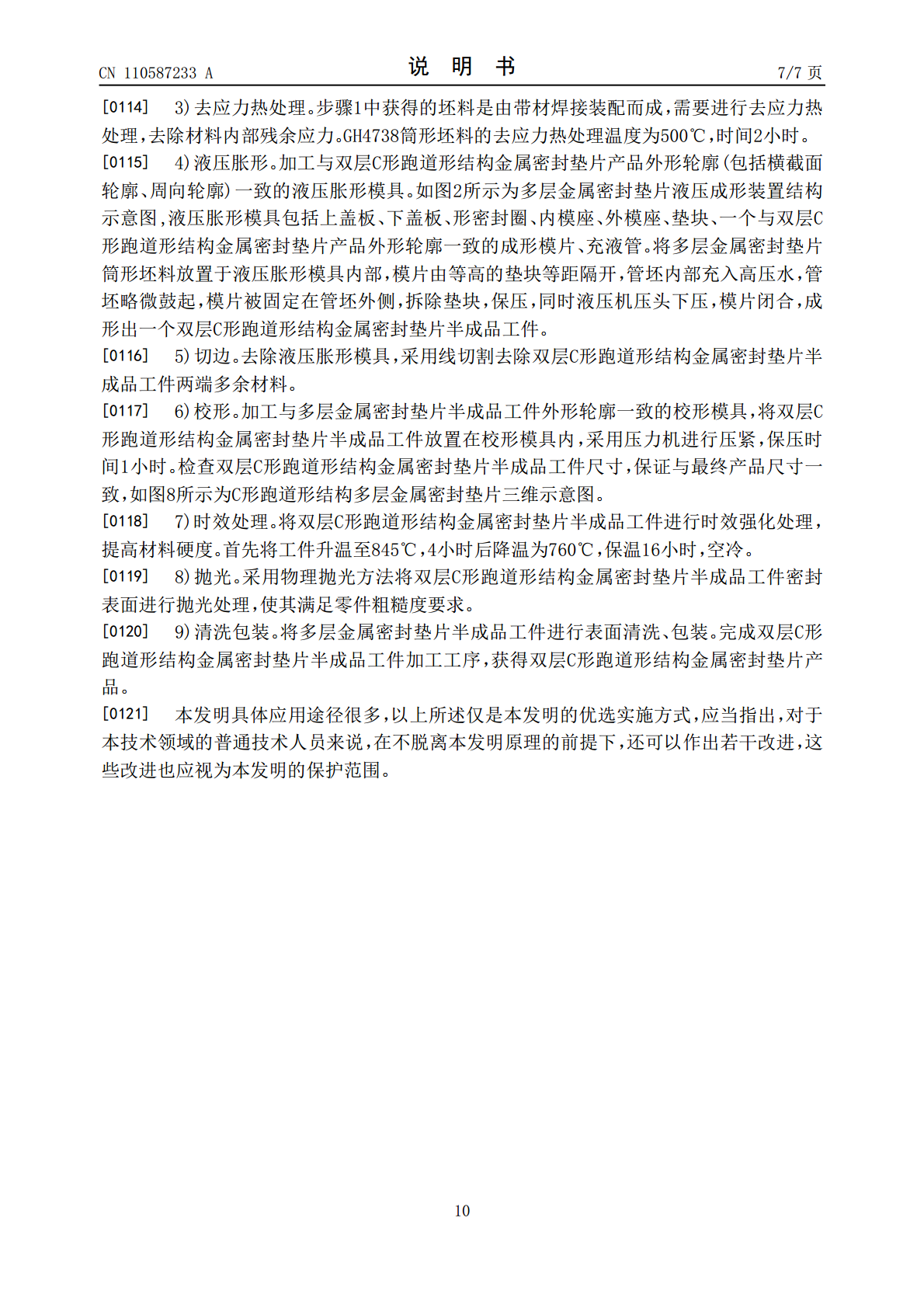
本发明提供了一种法兰连接金属垫片生产制造方法,由支撑架、辅助装置和冲压装置等配合完成金属垫片的生产制造;解决了现有生产金属垫片的过程中主要存在的a:金属垫片中部的圆孔在冲压和旋切的过程中会发生晃动偏转,导致生产制造的金属垫片内部圆孔的尺寸不规整,影响金属垫片套在法兰上,使得法兰与零件的连接强度降低;b:金属垫片的中部圆孔采用旋切的方法进行生产时,导致金属垫片上生产的金属余料残存在旋切环刀的内部,使得长久使用后余料堵塞旋切环刀,致使旋切工作无法正常进行,需要人工将旋切环刀内部的金属余料取出,但是其内部的余料
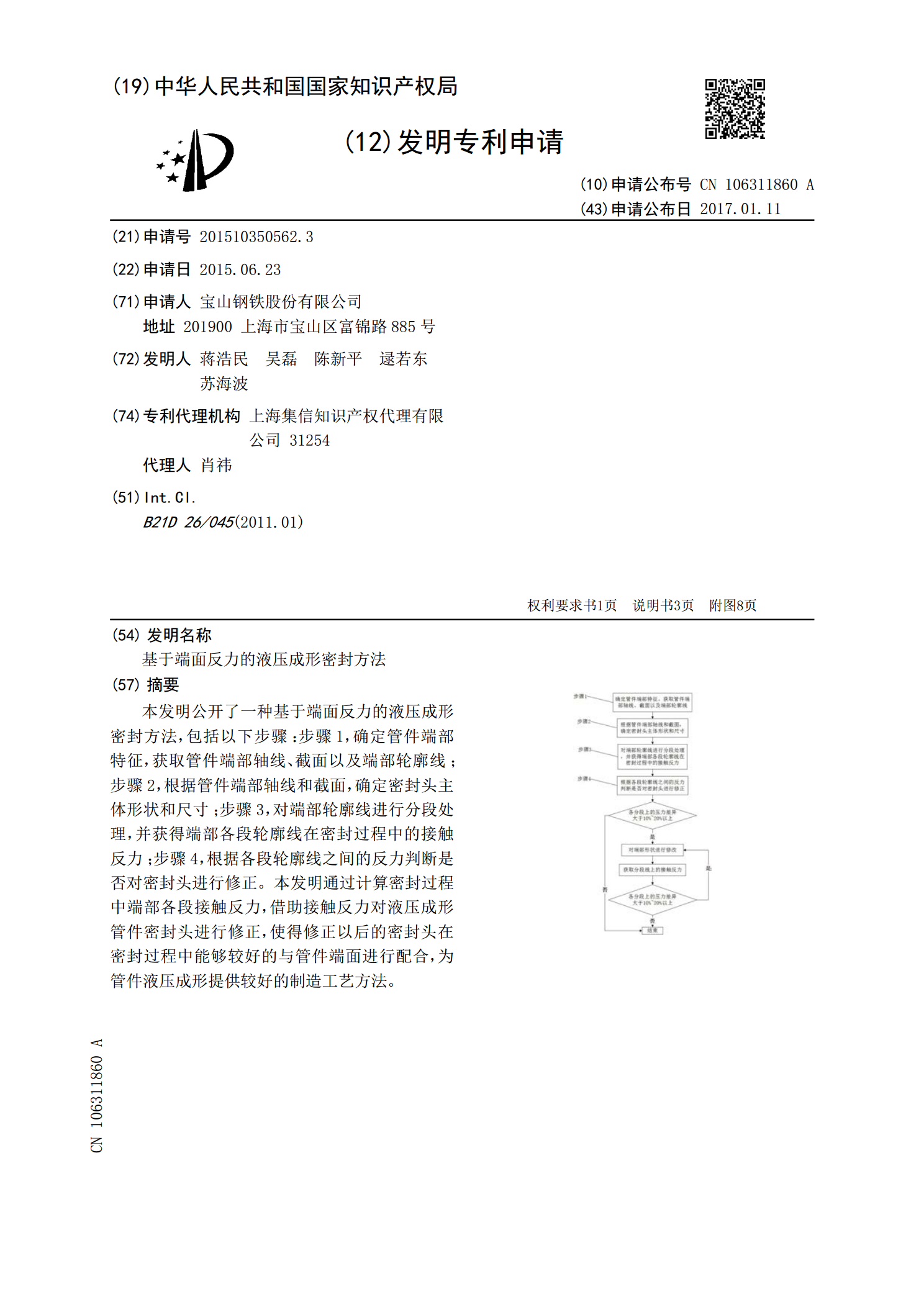
基于端面反力的液压成形密封方法.pdf
本发明公开了一种基于端面反力的液压成形密封方法,包括以下步骤:步骤1,确定管件端部特征,获取管件端部轴线、截面以及端部轮廓线;步骤2,根据管件端部轴线和截面,确定密封头主体形状和尺寸;步骤3,对端部轮廓线进行分段处理,并获得端部各段轮廓线在密封过程中的接触反力;步骤4,根据各段轮廓线之间的反力判断是否对密封头进行修正。本发明通过计算密封过程中端部各段接触反力,借助接触反力对液压成形管件密封头进行修正,使得修正以后的密封头在密封过程中能够较好的与管件端面进行配合,为管件液压成形提供较好的制造工艺方法。
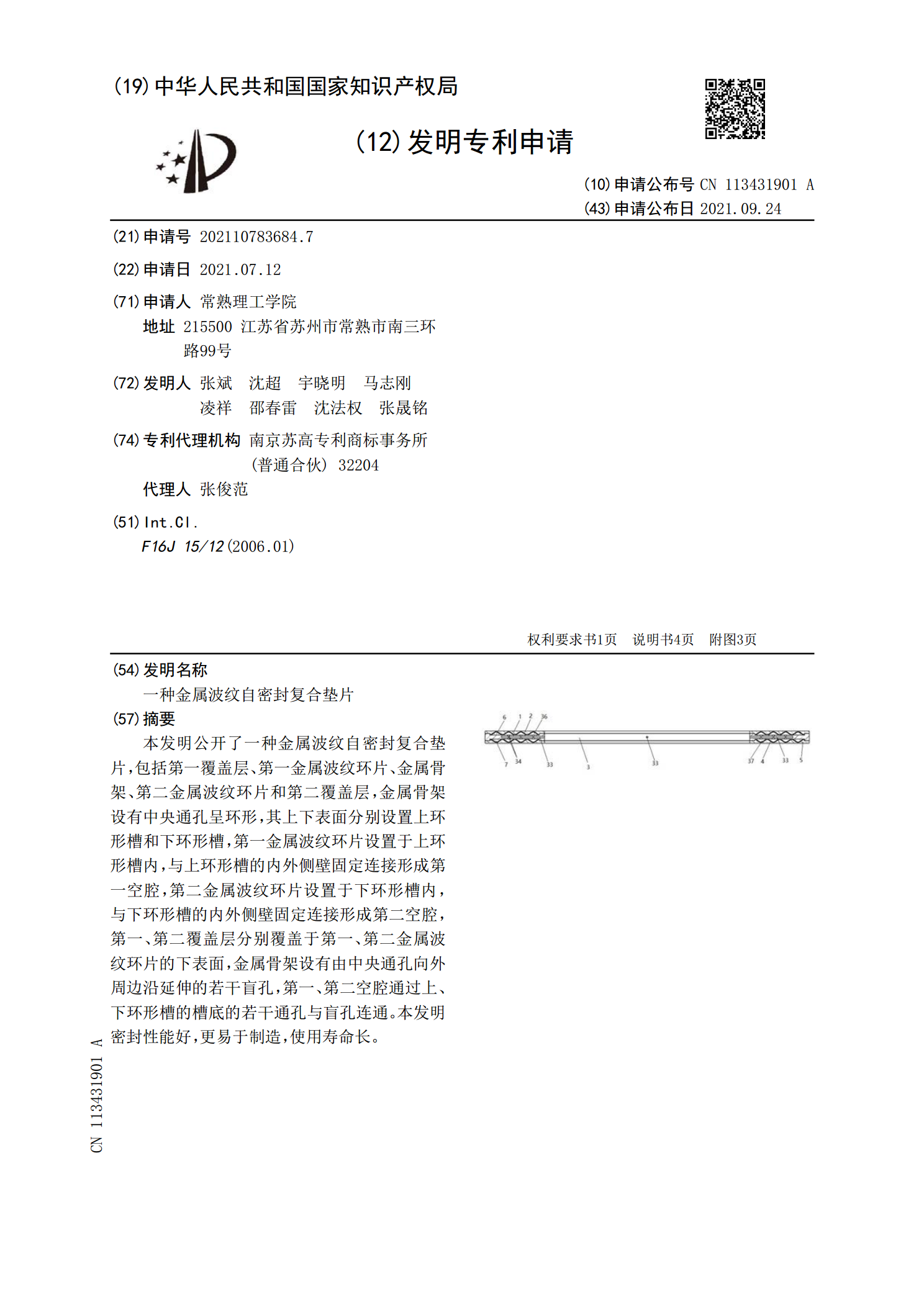
一种金属波纹自密封复合垫片.pdf
本发明公开了一种金属波纹自密封复合垫片,包括第一覆盖层、第一金属波纹环片、金属骨架、第二金属波纹环片和第二覆盖层,金属骨架设有中央通孔呈环形,其上下表面分别设置上环形槽和下环形槽,第一金属波纹环片设置于上环形槽内,与上环形槽的内外侧壁固定连接形成第一空腔,第二金属波纹环片设置于下环形槽内,与下环形槽的内外侧壁固定连接形成第二空腔,第一、第二覆盖层分别覆盖于第一、第二金属波纹环片的下表面,金属骨架设有由中央通孔向外周边沿延伸的若干盲孔,第一、第二空腔通过上、下环形槽的槽底的若干通孔与盲孔连通。本发明密封性能