
基于端面反力的液压成形密封方法.pdf

小沛****文章


1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于端面反力的液压成形密封方法.pdf
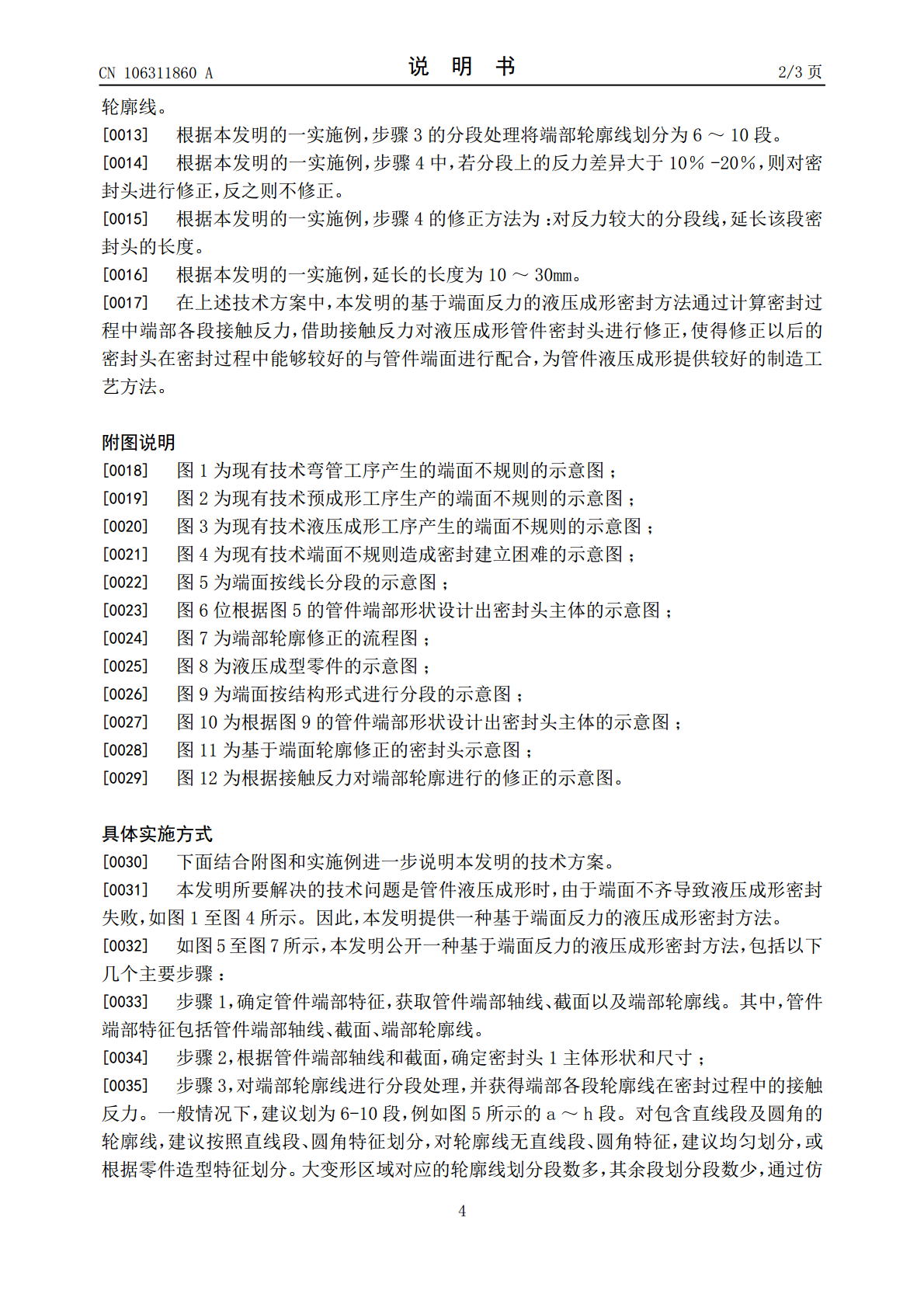
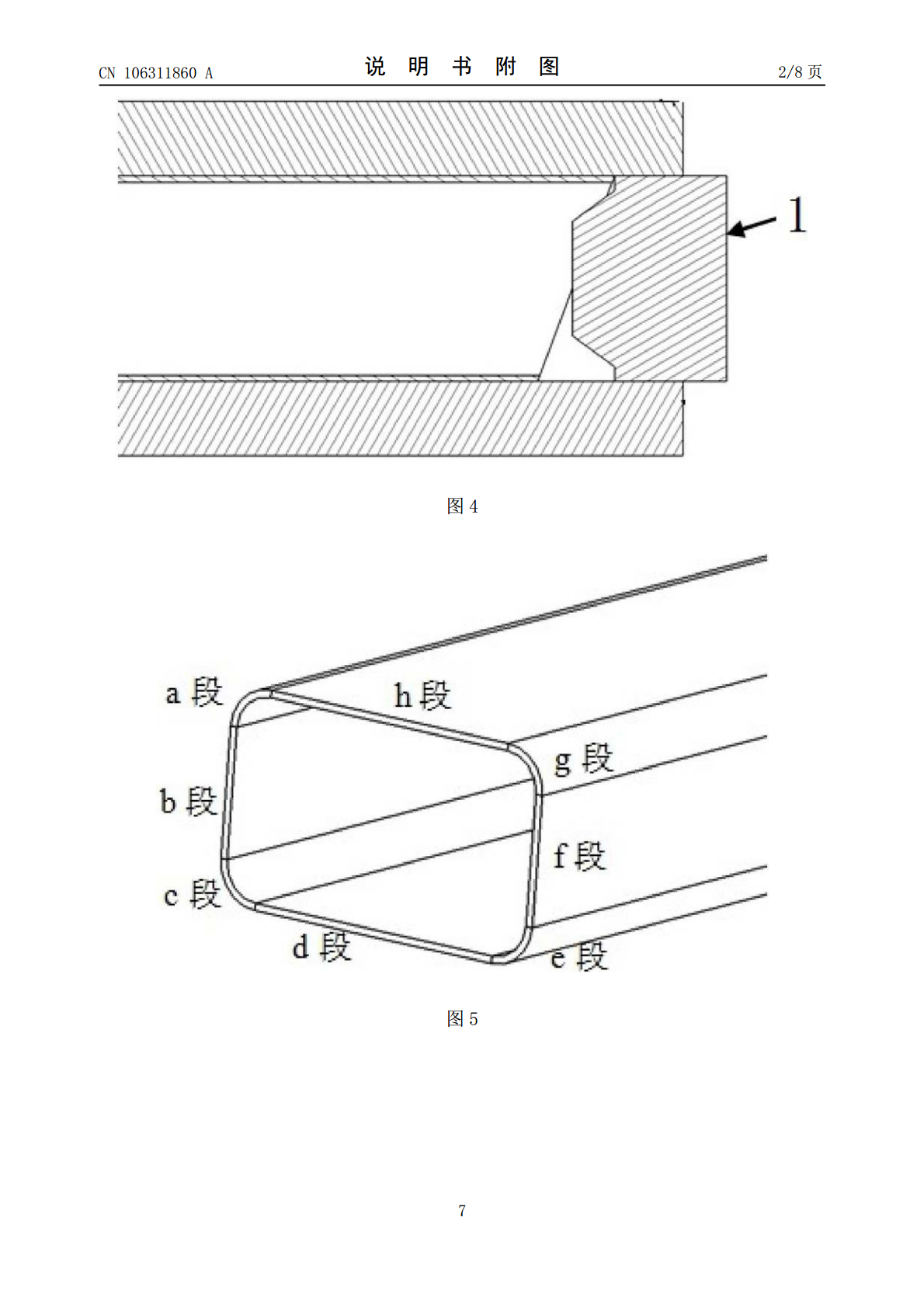
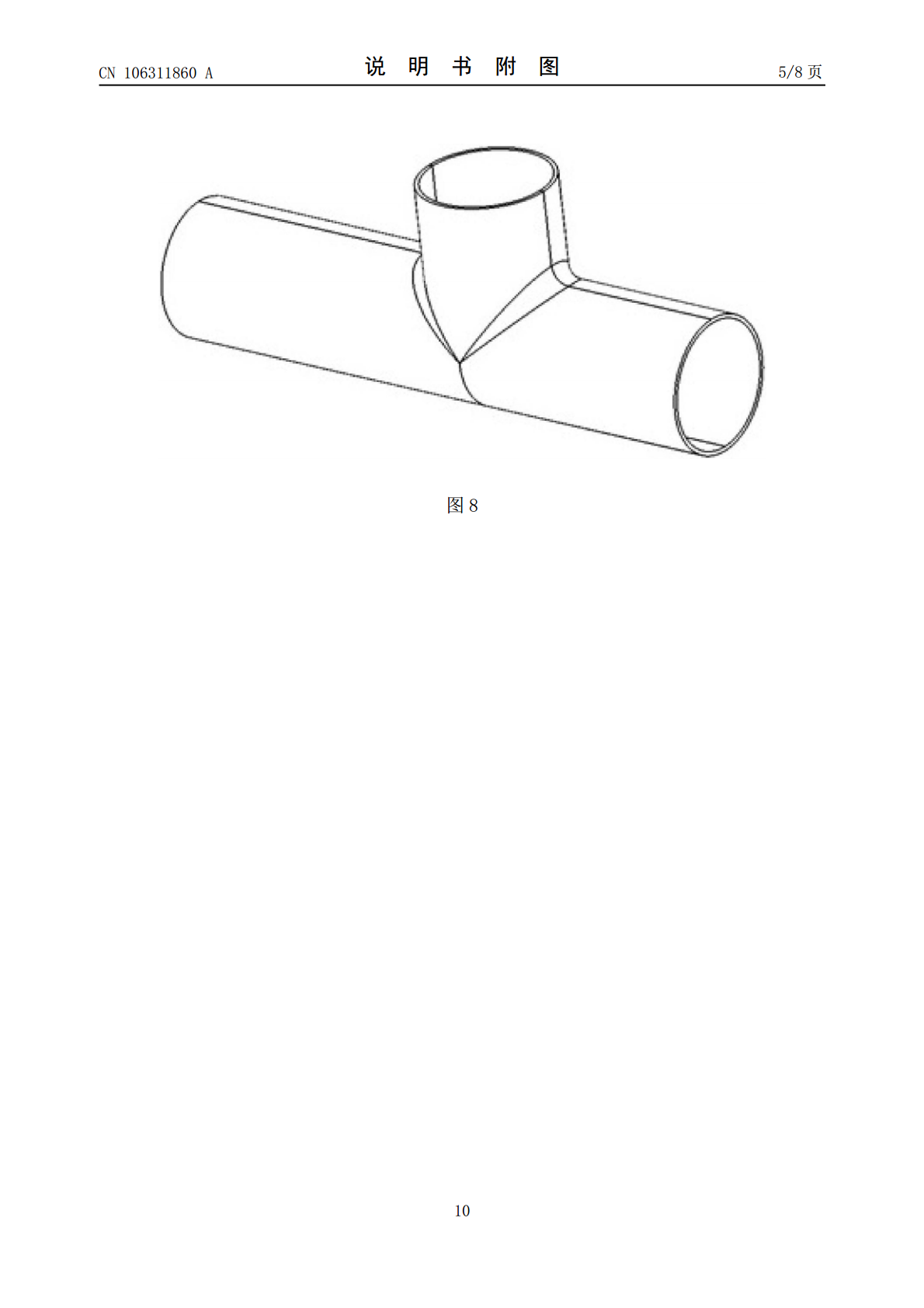
本发明公开了一种基于端面反力的液压成形密封方法,包括以下步骤:步骤1,确定管件端部特征,获取管件端部轴线、截面以及端部轮廓线;步骤2,根据管件端部轴线和截面,确定密封头主体形状和尺寸;步骤3,对端部轮廓线进行分段处理,并获得端部各段轮廓线在密封过程中的接触反力;步骤4,根据各段轮廓线之间的反力判断是否对密封头进行修正。本发明通过计算密封过程中端部各段接触反力,借助接触反力对液压成形管件密封头进行修正,使得修正以后的密封头在密封过程中能够较好的与管件端面进行配合,为管件液压成形提供较好的制造工艺方法。

基于FTA方法的机械密封端面失效分析.docx
基于FTA方法的机械密封端面失效分析摘要本文研究了基于FTA方法的机械密封端面失效分析。首先介绍了机械密封的基本原理,然后详细阐述了FTA方法的基本思想和步骤,并应用该方法对机械密封端面失效进行了分析。最后,在总结分析结果的基础上,提出了预防机械密封端面失效的建议和措施。关键词:FTA方法,机械密封,端面失效,预防措施引言机械密封是指机械轴封或机械静密封,是一种密封装置,通常由固定件和旋转件组成。机械密封在工业生产中具有广泛的应用,其主要作用是防止液体或气体在管道、容器和设备中泄漏,从而保证工业生产的正常

叶片式液压摆动油缸端面密封动密封性能的研究的开题报告.docx
叶片式液压摆动油缸端面密封动密封性能的研究的开题报告一、选题背景液压摆动油缸是工业生产中常见的液压元件之一,在机械传动系统中起到重要的作用。摆动油缸的端面密封是保证其正常工作不泄漏的核心部件。叶片式端面密封经过多年的研究和应用,在液压摆动油缸上得到了广泛的应用。但叶片式端面密封存在着一些问题,例如密封性能受环境温度变化影响大、磨损较快等。因此,对叶片式液压摆动油缸端面密封动密封性能进行深入研究,对于提高其使用寿命和稳定性具有重要意义。二、研究目的本研究旨在通过对叶片式液压摆动油缸端面密封动密封性能进行测试
机械密封环密封端面质量控制方法.pdf
本发明公开了机械密封环密封端面质量控制方法。本发明中,建了以电涡流、声发射和振动检测为主的机械密封信号监测系统;并根据技术路线,分别设计了针对密封开启过程、工作过程和磨损过程的数据采集试验。从而为进一步构建密封的端面健康评估模型提供数据支持,提高了对于该机械密封环密封端面质量检测时的数据精确性;随着密封端面的不断磨损,密封的开启转速和膜稳定参数将逐渐增加,利用以上信息来训练神经网络,则能有实现流体动压型机械密封的端面健康评估。试验中,两个密封环转速检测神经网络在总体上都表现出了较好的识别率,从而提高了对于

机械密封及其密封端面变形程度的调节方法.pdf
本发明涉及一种机械密封及其密封端面变形程度的调节方法。该机械密封包括静环、动环、环座及致动件;静环与动环相对分布的两个密封端面之间具有间隙;致动件设置在环座上并与静环和/或动环的非密封端面相贴合,以向静环和/或动环提供轴向支持力。该机械密封的致动件可向静环和/或动环提供轴向支持力,那么通过调整轴向支持力在静环和/或动环非密封端面上的分布便能够对静环和/或动环密封端面的变形程度产生极大的影响,使得静环与动环两密封端面的间隙锥度调节范围大,能涵盖收敛锥度和发散锥度;且该机械密封对静环和/或动环本身结构无特殊要