
一种小退刀槽人字齿轮轴的加工工装及加工方法.pdf

高格****gu

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小退刀槽人字齿轮轴的加工工装及加工方法.pdf
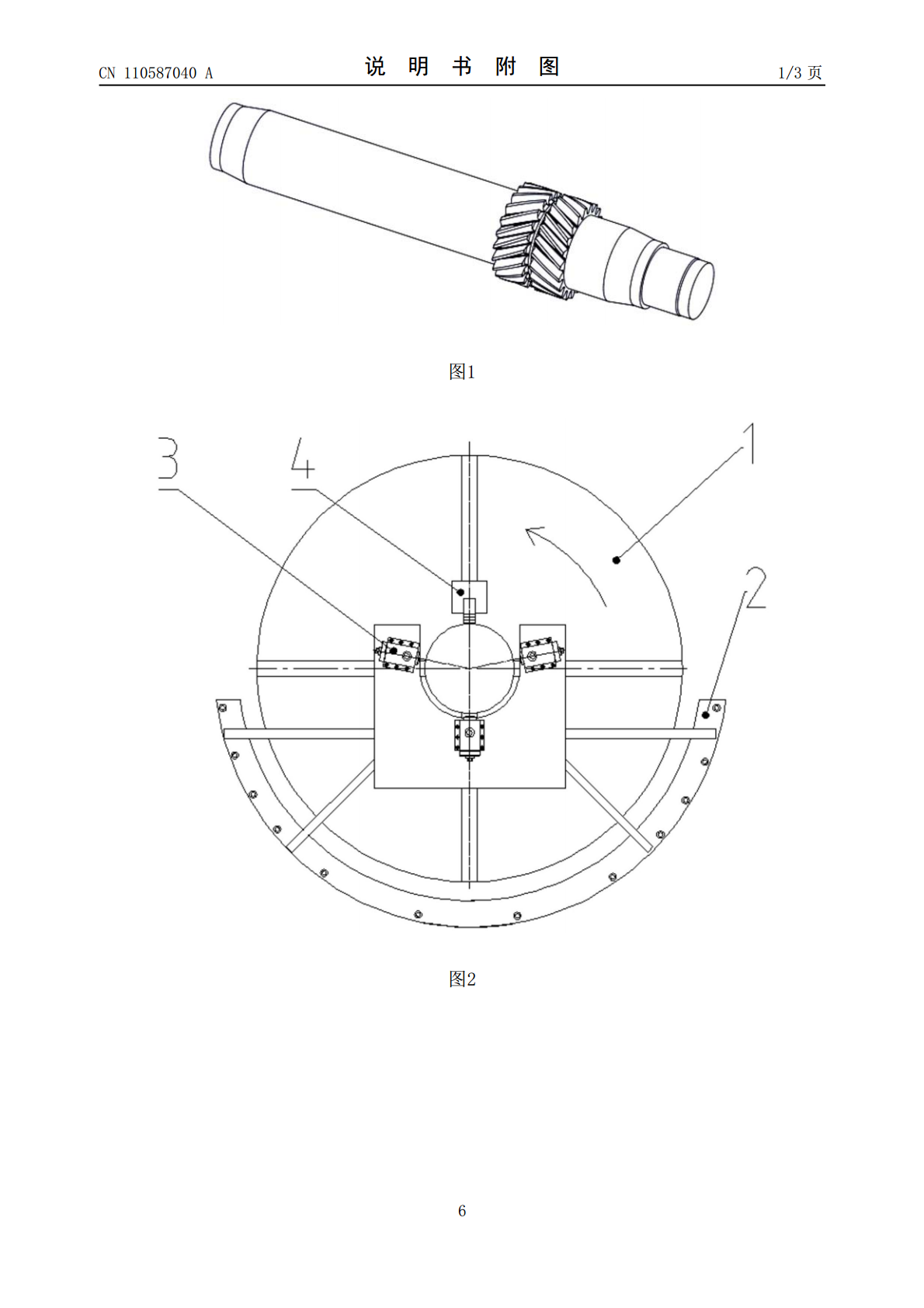
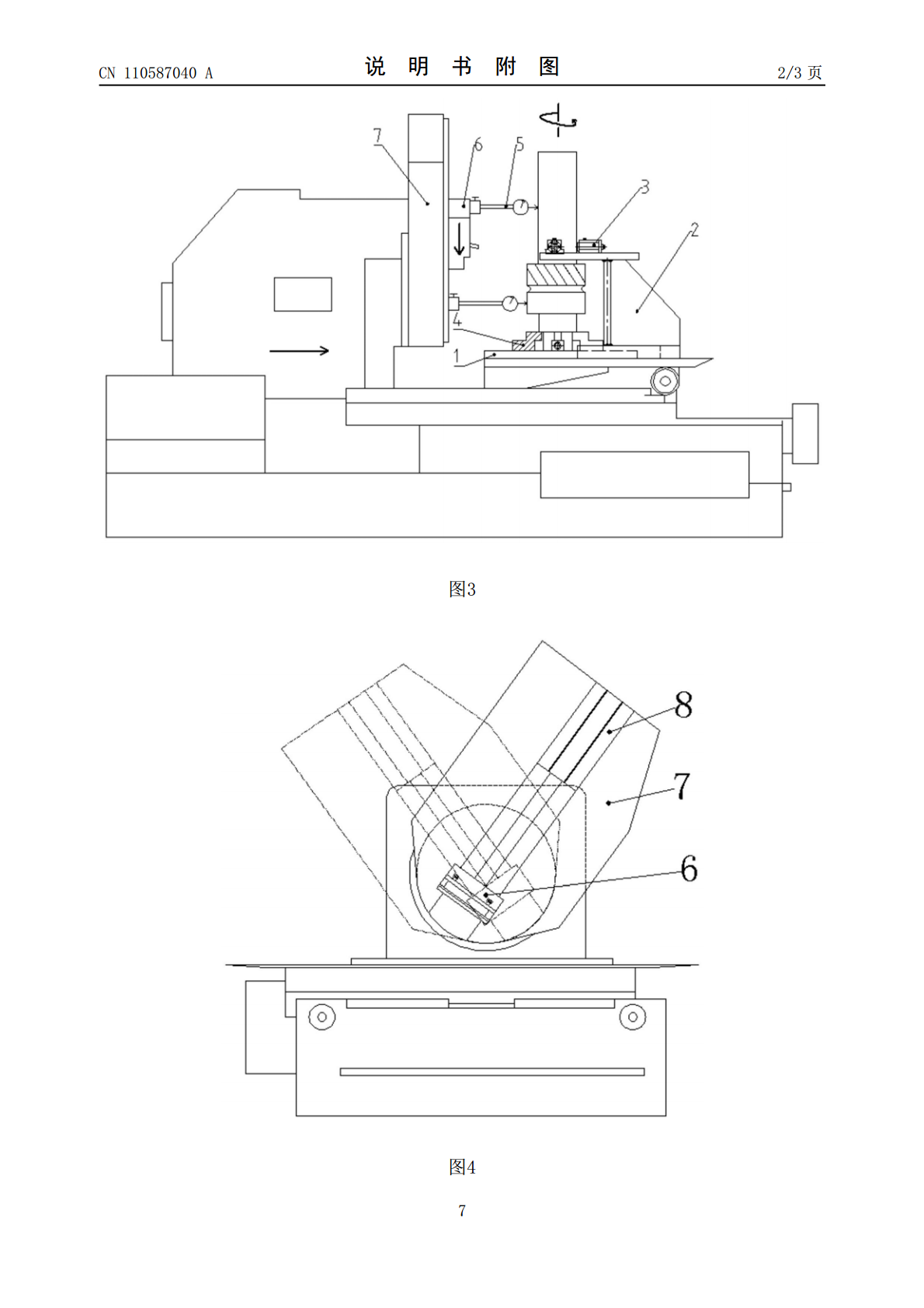
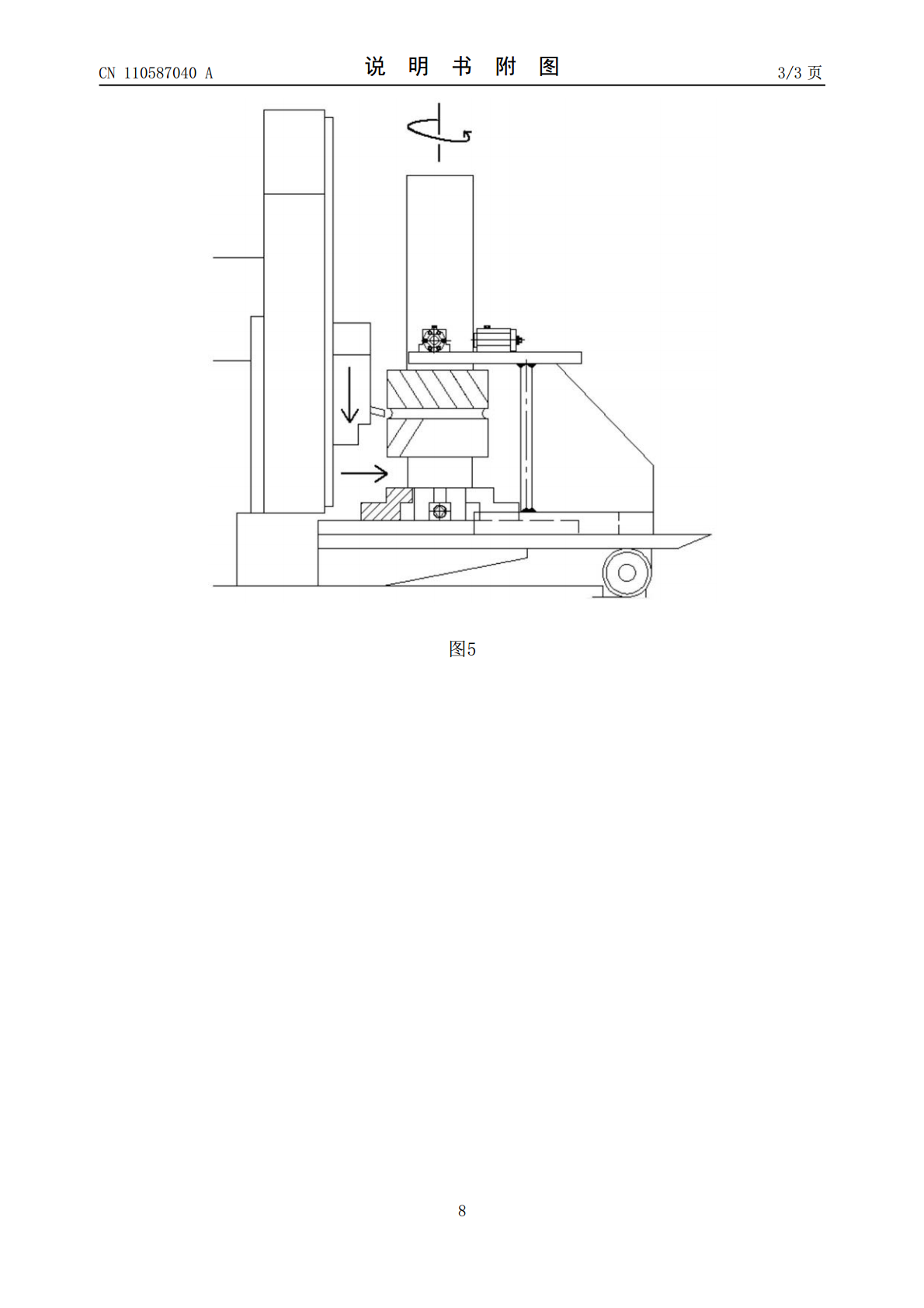
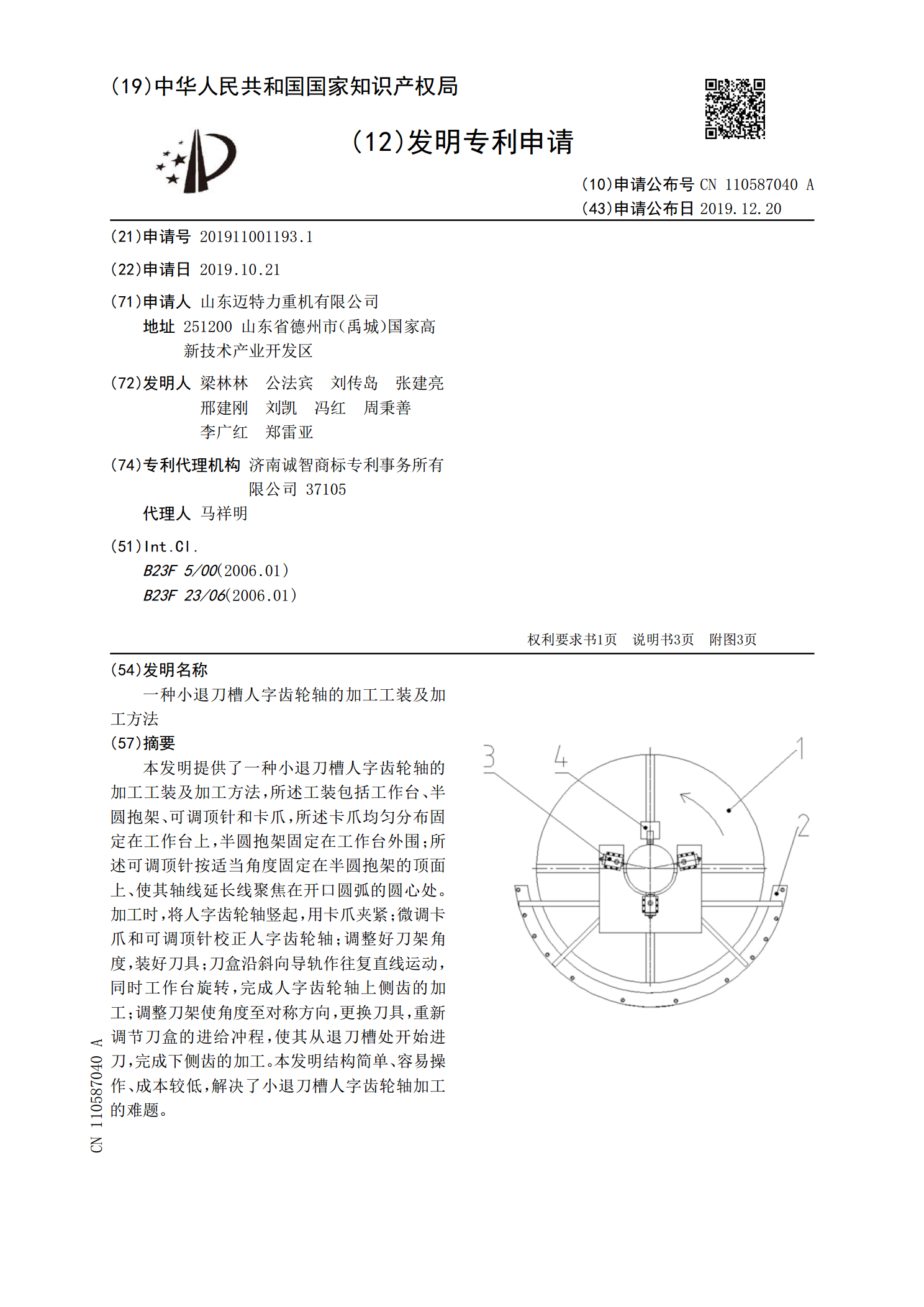
本发明提供了一种小退刀槽人字齿轮轴的加工工装及加工方法,所述工装包括工作台、半圆抱架、可调顶针和卡爪,所述卡爪均匀分布固定在工作台上,半圆抱架固定在工作台外围;所述可调顶针按适当角度固定在半圆抱架的顶面上、使其轴线延长线聚焦在开口圆弧的圆心处。加工时,将人字齿轮轴竖起,用卡爪夹紧;微调卡爪和可调顶针校正人字齿轮轴;调整好刀架角度,装好刀具;刀盒沿斜向导轨作往复直线运动,同时工作台旋转,完成人字齿轮轴上侧齿的加工;调整刀架使角度至对称方向,更换刀具,重新调节刀盒的进给冲程,使其从退刀槽处开始进刀,完成下侧齿
一种同步铣无退刀槽人字齿轮加工装置.pdf
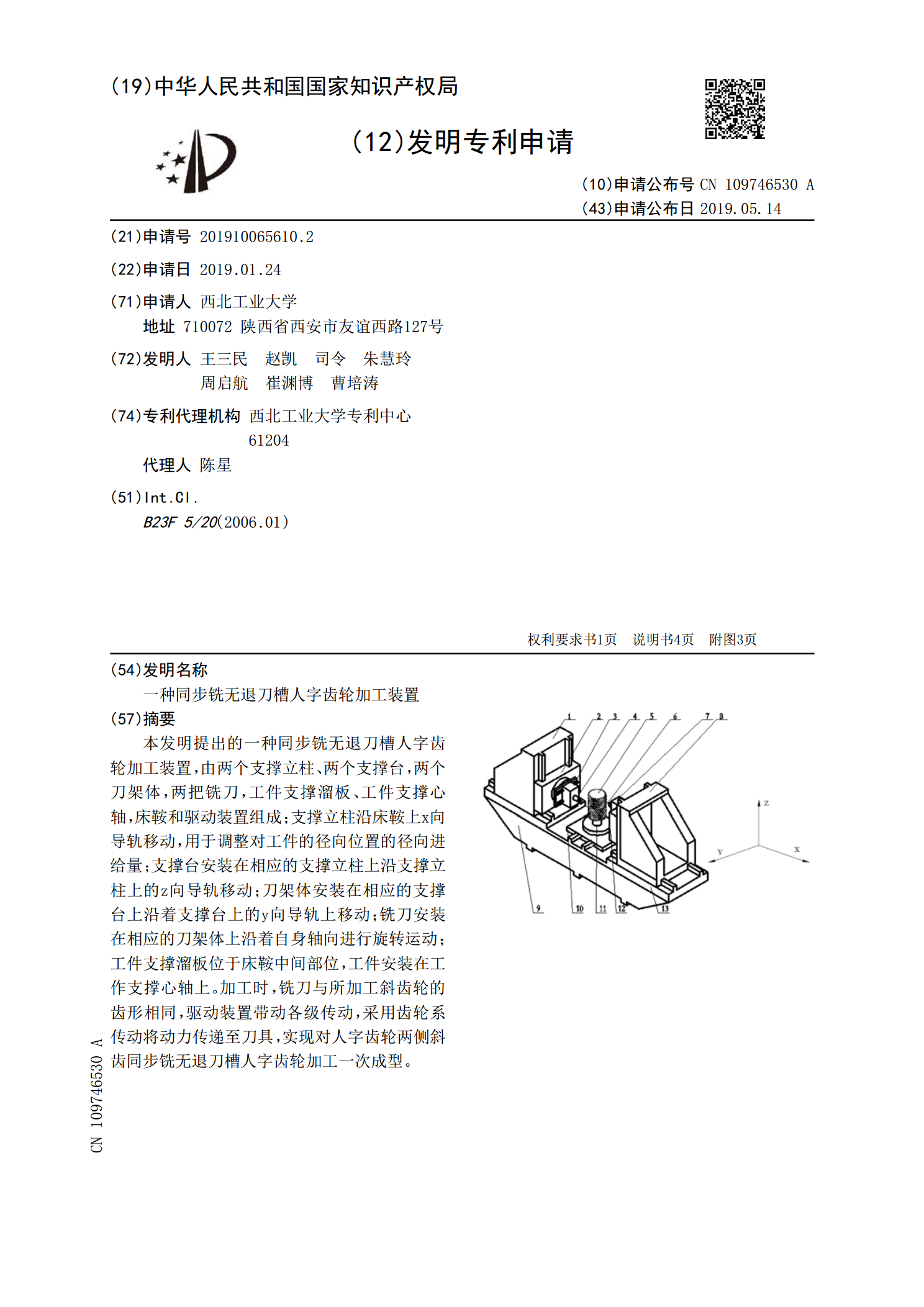
本发明提出的一种同步铣无退刀槽人字齿轮加工装置,由两个支撑立柱、两个支撑台,两个刀架体,两把铣刀,工件支撑溜板、工件支撑心轴,床鞍和驱动装置组成;支撑立柱沿床鞍上x向导轨移动,用于调整对工件的径向位置的径向进给量;支撑台安装在相应的支撑立柱上沿支撑立柱上的z向导轨移动;刀架体安装在相应的支撑台上沿着支撑台上的y向导轨上移动;铣刀安装在相应的刀架体上沿着自身轴向进行旋转运动;工件支撑溜板位于床鞍中间部位,工件安装在工作支撑心轴上。加工时,铣刀与所加工斜齿轮的齿形相同,驱动装置带动各级传动,采用齿轮系传动将动

小空刀槽人字齿轮加工研究.docx
小空刀槽人字齿轮加工研究标题:小空刀槽人字齿轮加工研究摘要:本论文研究小空刀槽人字齿轮的加工工艺和特点。首先介绍了人字齿轮的基本结构和特点,接着探讨了小空刀槽人字齿轮加工的关键技术以及其在工业领域的应用。通过分析现有的加工方法和工艺,我们提出了一种新的小空刀槽人字齿轮加工方案,并进行了实验验证。实验结果表明,该方法具有较高的加工精度和效率,可以满足工业生产的需求。最后,我们对小空刀槽人字齿轮加工的发展趋势进行了探讨,并提出了进一步的研究方向。关键词:小空刀槽人字齿轮、加工工艺、加工精度、应用、发展趋势第一
38CrMoAlA小退刀槽氮化件的加工方法.pdf
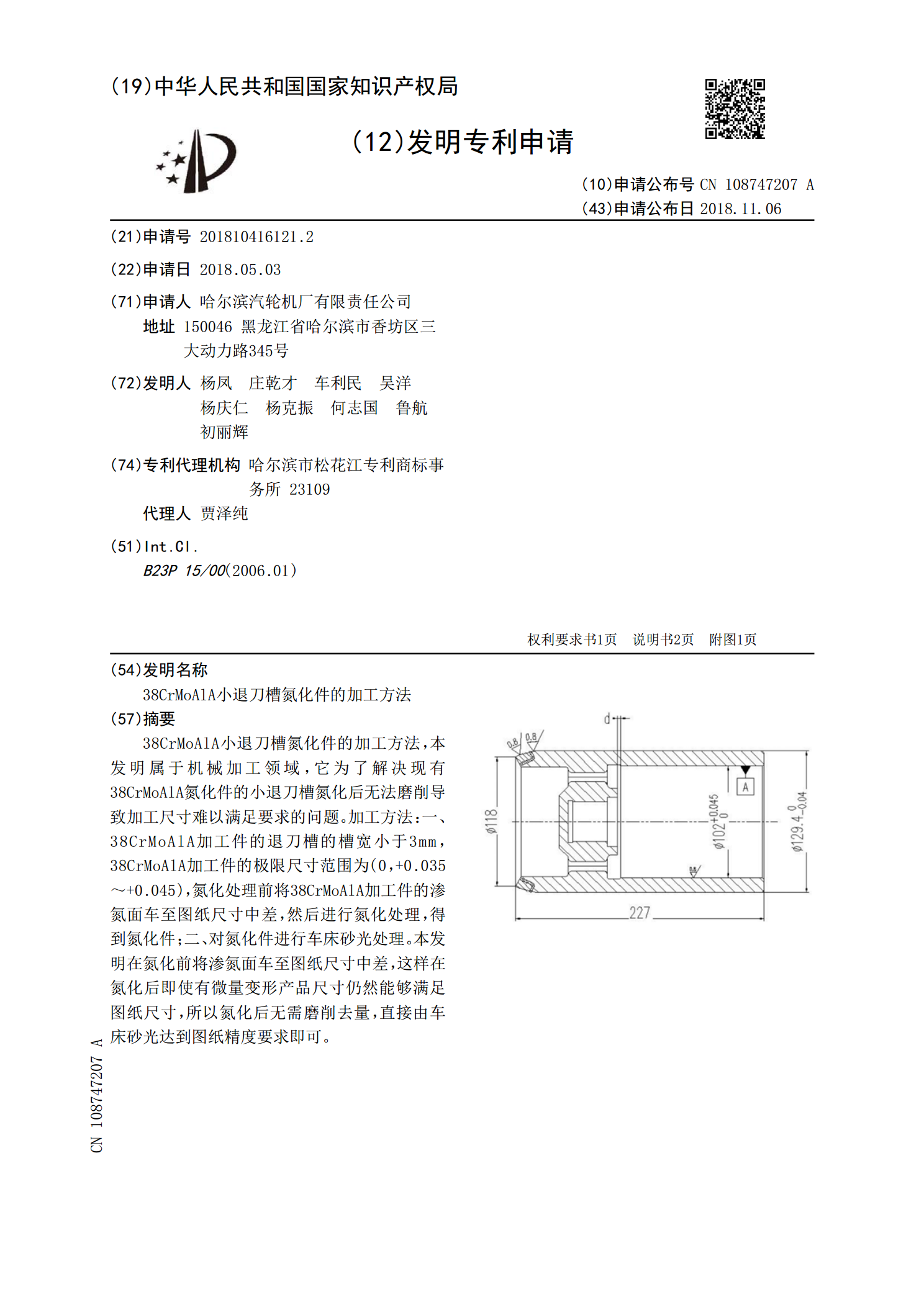
38CrMoAlA小退刀槽氮化件的加工方法,本发明属于机械加工领域,它为了解决现有38CrMoAlA氮化件的小退刀槽氮化后无法磨削导致加工尺寸难以满足要求的问题。加工方法:一、38CrMoAlA加工件的退刀槽的槽宽小于3mm,38CrMoAlA加工件的极限尺寸范围为(0,+0.035~+0.045),氮化处理前将38CrMoAlA加工件的渗氮面车至图纸尺寸中差,然后进行氮化处理,得到氮化件;二、对氮化件进行车床砂光处理。本发明在氮化前将渗氮面车至图纸尺寸中差,这样在氮化后即使有微量变形产品尺寸仍然能够满足
一种齿轮轴退刀槽抛光专用工装.pdf
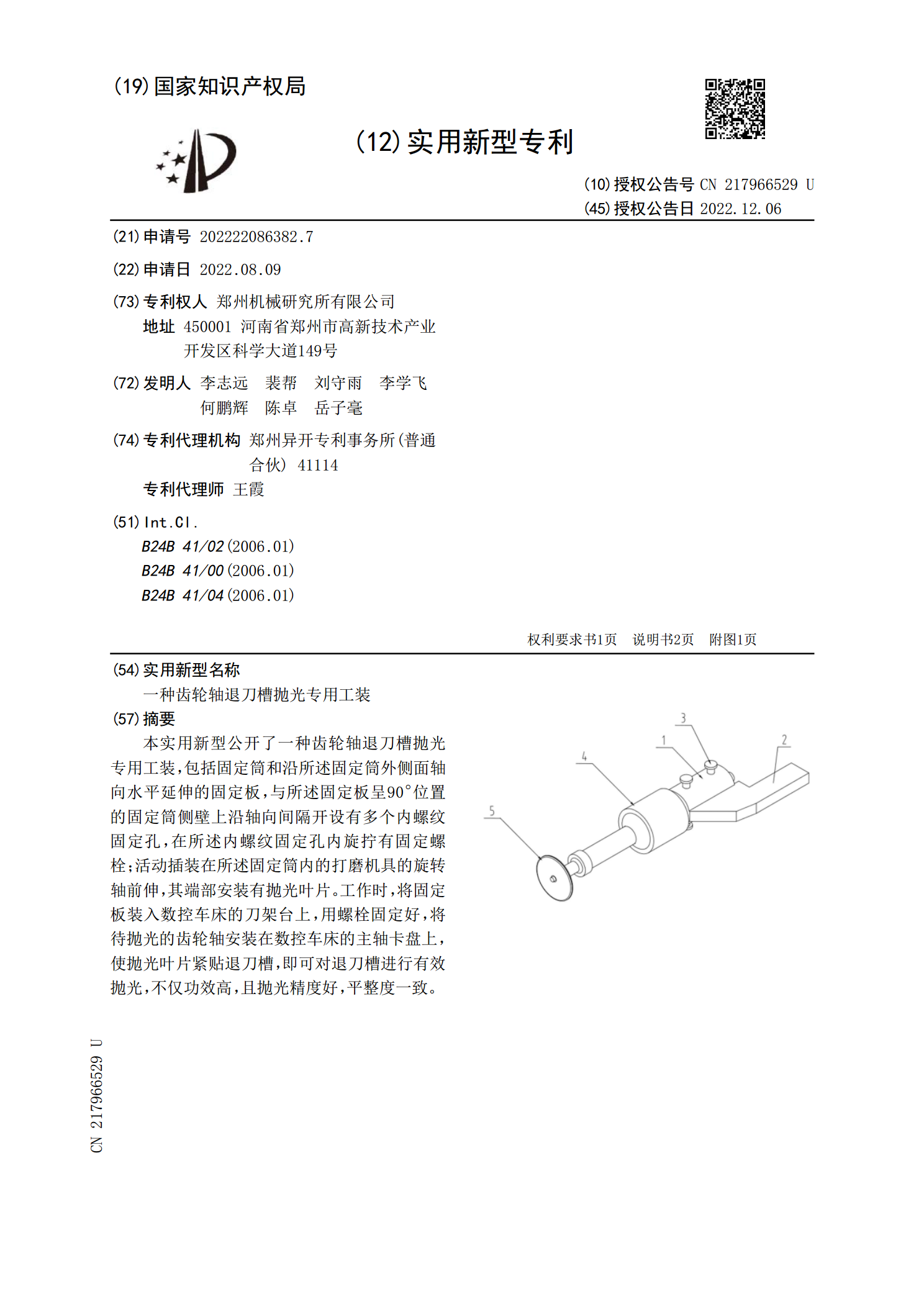
本实用新型公开了一种齿轮轴退刀槽抛光专用工装,包括固定筒和沿所述固定筒外侧面轴向水平延伸的固定板,与所述固定板呈90°位置的固定筒侧壁上沿轴向间隔开设有多个内螺纹固定孔,在所述内螺纹固定孔内旋拧有固定螺栓;活动插装在所述固定筒内的打磨机具的旋转轴前伸,其端部安装有抛光叶片。工作时,将固定板装入数控车床的刀架台上,用螺栓固定好,将待抛光的齿轮轴安装在数控车床的主轴卡盘上,使抛光叶片紧贴退刀槽,即可对退刀槽进行有效抛光,不仅功效高,且抛光精度好,平整度一致。