
一种橡筋双凸轮进给控制方法.pdf

听云****君哇


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种橡筋双凸轮进给控制方法.pdf
本发明涉及卫生用品制造领域,提供一种橡筋双凸轮进给控制方法,包括以下步骤:(1)设定通过PLC控制器控制橡筋曲线进给装置来调整橡筋曲线进给的变化高度使橡筋的拉伸度分别适应不同产品所对应的橡筋所需的拉伸度;(2)PLC控制器控制第一运动控制器,再由第一运动控制器控制调整第一伺服电机的正反转旋转角度来调整控制摆杆摆动的角度,同时PLC控制器根据橡筋曲线进给图形结合摆杆摆动速度以及橡筋输送倍率控制第二运动控制器并由第二运动控制器控制第二伺服电机运转速度保障橡筋输出速度。本发明解决现有橡筋曲线进给的橡筋倍率无法有

一种无胶橡筋的固定方法.pdf
本发明公开了一种无胶橡筋的固定方法。该无胶橡筋的固定方法包括通过外层无纺布放料辊组将外层无纺布铺设在最底层;通过橡筋开卷机构上的多个橡筋导轮分别将多条橡筋同时按一定的松紧度与间距排布到外层无纺布的上方;通过内层无纺布放料辊组将内层无纺布铺设于多条橡筋的上方;通过超声波焊接粘合辊组将外层无纺布和内层无纺布粘结在一起;通过切刀组件将外层无纺布、橡筋和内层无纺布切断至所需长度,制成弹性腰围。本发明可以避免热熔胶的使用,极大地降低了生产成本。此外,由于在超声波焊接过程中,是将内、外两层无纺布焊接在一起,而橡筋是卡

一种橡筋机.pdf
本发明公开了一种橡筋机,通过控制第一电机转动的角度,可设定输送橡筋带的长度,第一送料主动轮输入的橡筋带储存在第一送料主动轮与第二送料主动轮之间,以便第二送料主动轮配合卷料成圈装置持续的输出橡筋带。在送料过程中,橡筋机可对橡筋带进行接头检查、熨烫,并可通过切料装置自动切下第二送料主动轮出料口处的橡筋带。卷料成圈装置通过第三夹具夹料并旋转运动,将橡筋带两端分别送至第一夹具和第二夹具;第一夹具和第二夹具夹住橡筋带的两端后,通过旋转运动使橡筋带构成橡筋圈,并将橡筋圈拼接的两端固定在托料架上,方便后续的缝纫固定,该
一种纸尿裤橡筋张力检测系统及方法.pdf
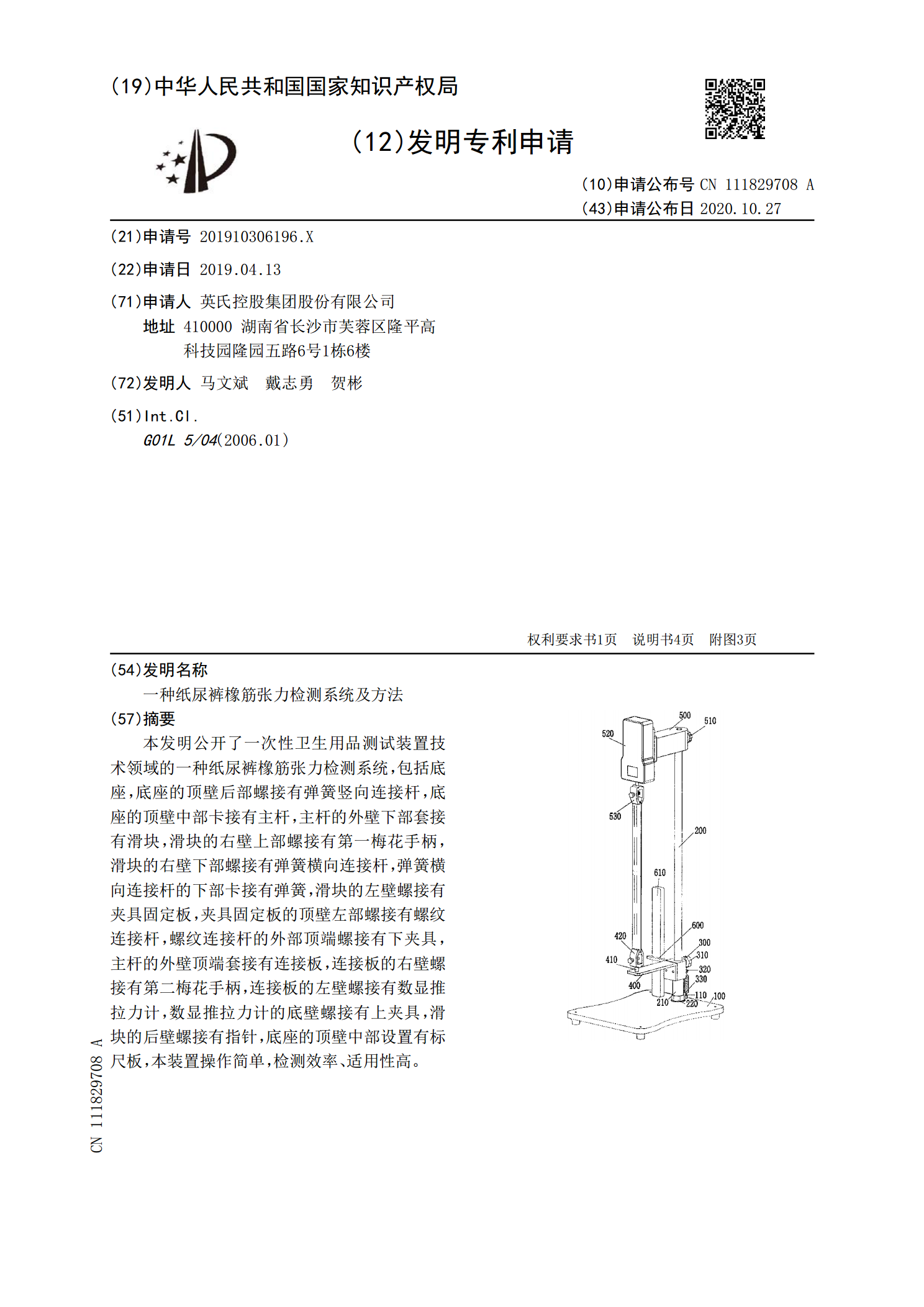
本发明公开了一次性卫生用品测试装置技术领域的一种纸尿裤橡筋张力检测系统,包括底座,底座的顶壁后部螺接有弹簧竖向连接杆,底座的顶壁中部卡接有主杆,主杆的外壁下部套接有滑块,滑块的右壁上部螺接有第一梅花手柄,滑块的右壁下部螺接有弹簧横向连接杆,弹簧横向连接杆的下部卡接有弹簧,滑块的左壁螺接有夹具固定板,夹具固定板的顶壁左部螺接有螺纹连接杆,螺纹连接杆的外部顶端螺接有下夹具,主杆的外壁顶端套接有连接板,连接板的右壁螺接有第二梅花手柄,连接板的左壁螺接有数显推拉力计,数显推拉力计的底壁螺接有上夹具,滑块的后壁螺接

一种用于橡筋加工的方法及成套设备.pdf
本发明提供了一种用于橡筋加工的方法及成套设备,属于机械技术领域。本用于橡筋加工的方法及成套设备,其特征在于,方法包括以下步骤:a、输送橡筋:将收卷有橡筋的卷轮放置在轮架上,进行输送橡筋,将橡筋从卷轮上拉出一段距离;b、选取一定长度的橡筋:根据预先设定,对橡筋的长度进行定位;c、切断橡筋:通过且切断刀片将橡筋切断;d、将橡筋的首尾接触,并固定连接;e、将完整的橡筋圈送出。本发明具有能够更加简便的实现对橡筋生产制作的优点。