
一种涡轮增压器扩压器模具的快速制作方法及其顶出工装.pdf

朋兴****en

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种涡轮增压器扩压器模具的快速制作方法及其顶出工装.pdf
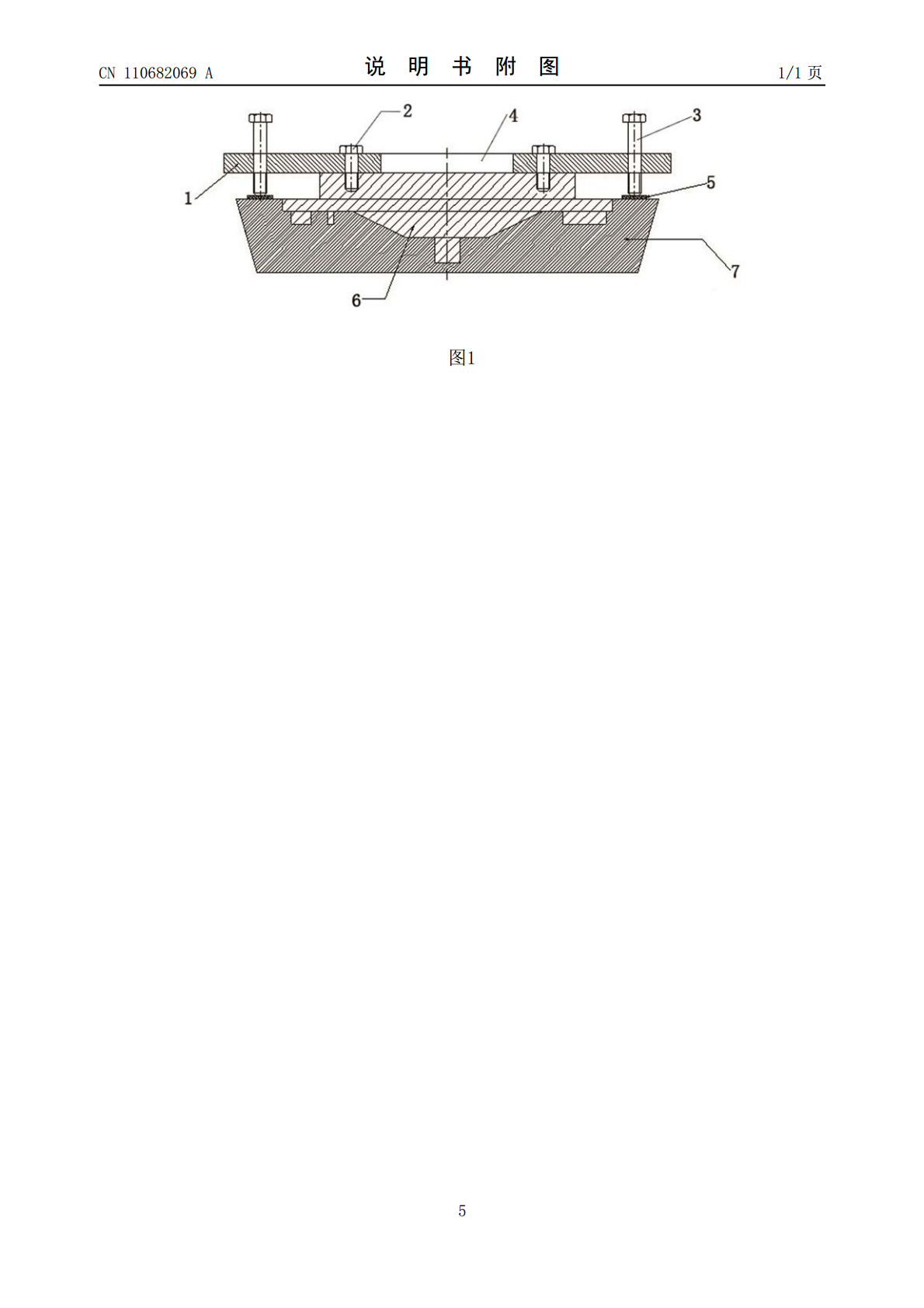
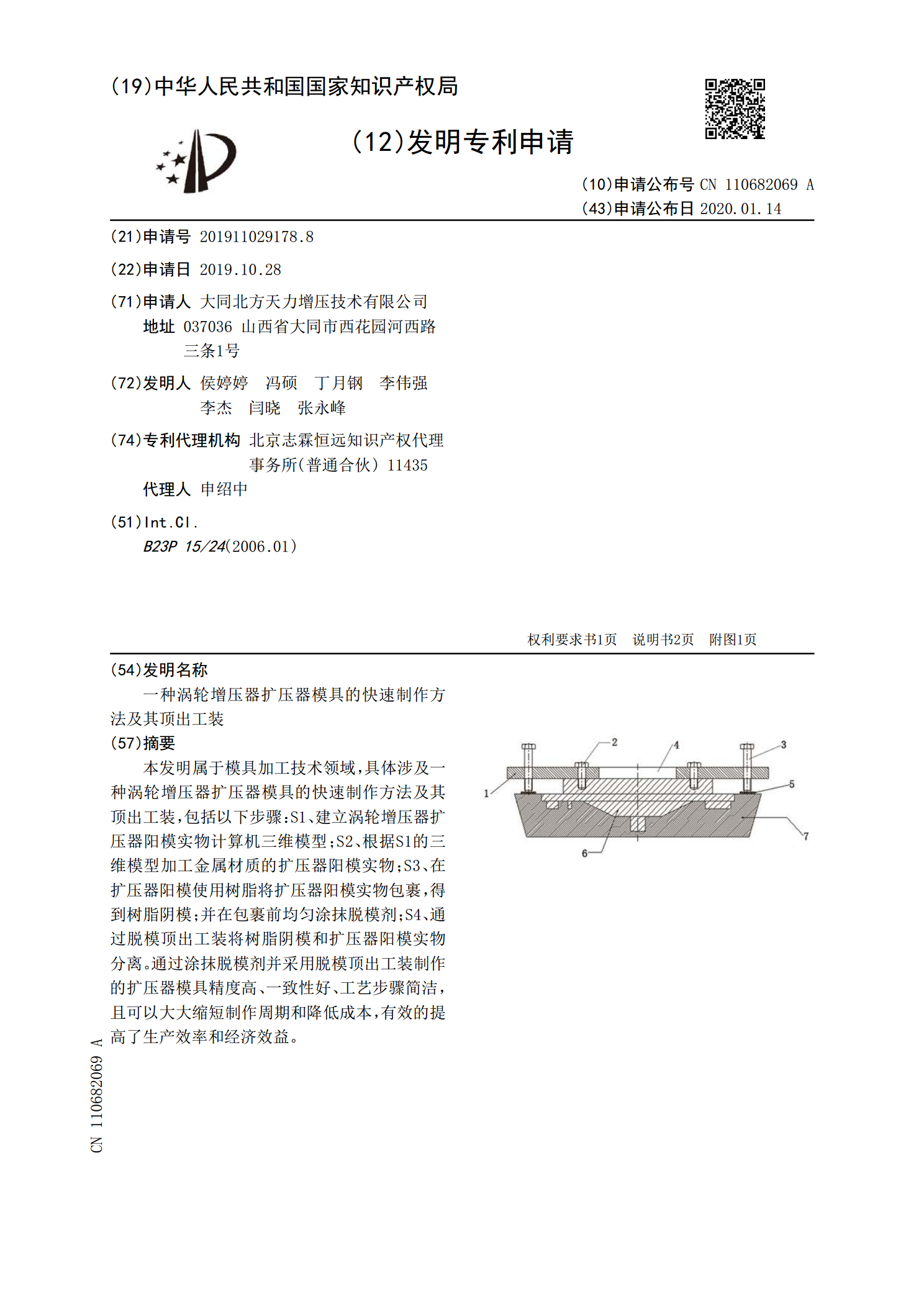
本发明属于模具加工技术领域,具体涉及一种涡轮增压器扩压器模具的快速制作方法及其顶出工装,包括以下步骤:S1、建立涡轮增压器扩压器阳模实物计算机三维模型;S2、根据S1的三维模型加工金属材质的扩压器阳模实物;S3、在扩压器阳模使用树脂将扩压器阳模实物包裹,得到树脂阴模;并在包裹前均匀涂抹脱模剂;S4、通过脱模顶出工装将树脂阴模和扩压器阳模实物分离。通过涂抹脱模剂并采用脱模顶出工装制作的扩压器模具精度高、一致性好、工艺步骤简洁,且可以大大缩短制作周期和降低成本,有效的提高了生产效率和经济效益。
涡轮增压器扩压器模具制作方法的优化研究.pptx
添加副标题目录PART01当前制作方法的优缺点行业技术发展趋势现有技术的局限性和挑战PART02提高模具制作效率的必要性降低成本的必要性提高产品质量的必要性PART03优化材料选择优化加工工艺优化模具结构设计引入先进技术进行优化PART04对比实验设计实验结果分析优化效果评估与总结PART05在汽车制造业的应用前景在其他领域的应用前景对行业发展的推动作用PART06研究结论研究不足与展望感谢您的观看
涡轮增压器压套工装.pdf
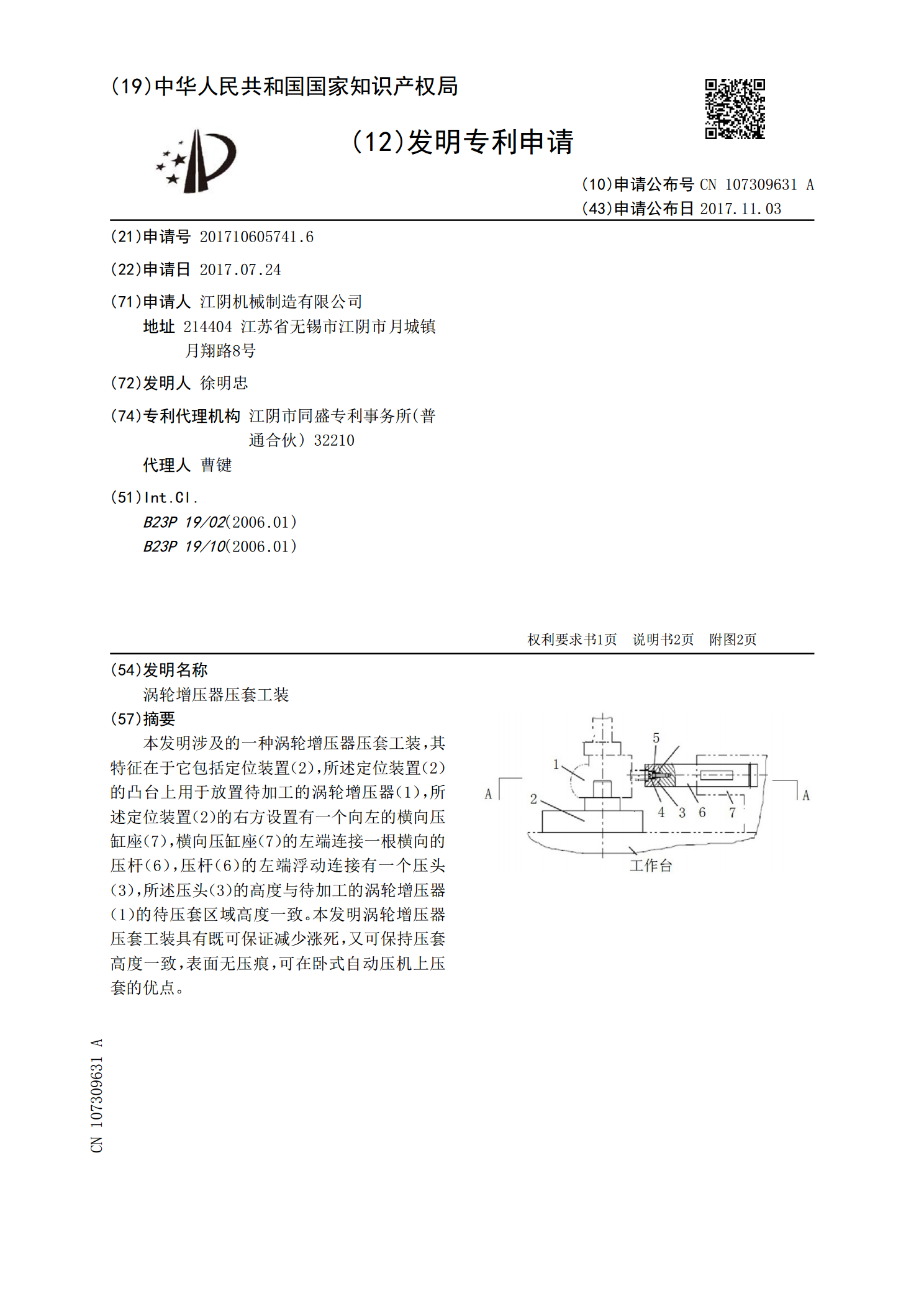
本发明涉及的一种涡轮增压器压套工装,其特征在于它包括定位装置(2),所述定位装置(2)的凸台上用于放置待加工的涡轮增压器(1),所述定位装置(2)的右方设置有一个向左的横向压缸座(7),横向压缸座(7)的左端连接一根横向的压杆(6),压杆(6)的左端浮动连接有一个压头(3),所述压头(3)的高度与待加工的涡轮增压器(1)的待压套区域高度一致。本发明涡轮增压器压套工装具有既可保证减少涨死,又可保持压套高度一致,表面无压痕,可在卧式自动压机上压套的优点。
涡轮增压器铆压工装.pdf
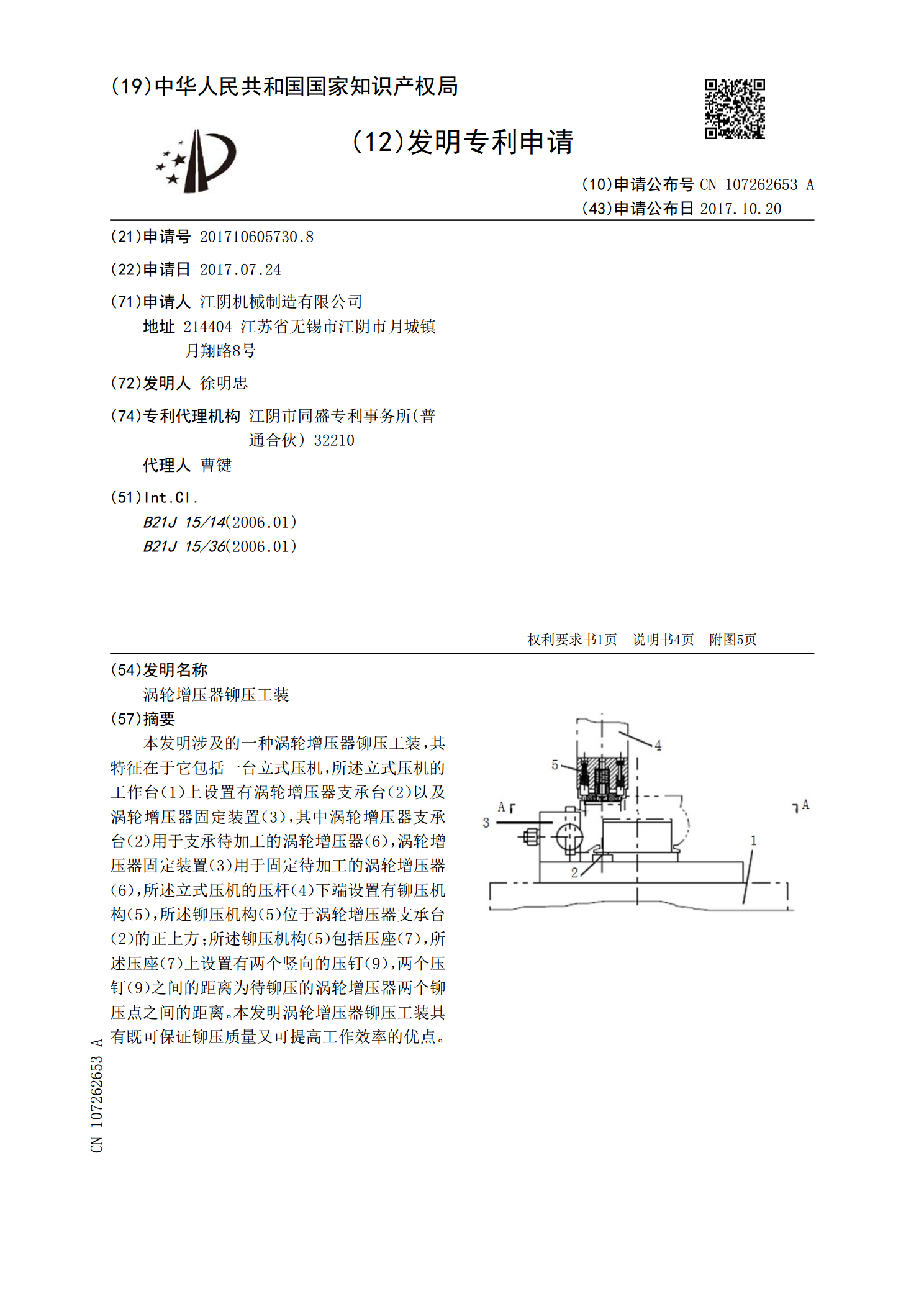
本发明涉及的一种涡轮增压器铆压工装,其特征在于它包括一台立式压机,所述立式压机的工作台(1)上设置有涡轮增压器支承台(2)以及涡轮增压器固定装置(3),其中涡轮增压器支承台(2)用于支承待加工的涡轮增压器(6),涡轮增压器固定装置(3)用于固定待加工的涡轮增压器(6),所述立式压机的压杆(4)下端设置有铆压机构(5),所述铆压机构(5)位于涡轮增压器支承台(2)的正上方;所述铆压机构(5)包括压座(7),所述压座(7)上设置有两个竖向的压钉(9),两个压钉(9)之间的距离为待铆压的涡轮增压器两个铆压点之间

石膏硅橡胶精密铸造涡轮增压器扩压器的制作方法.pdf
本发明公开了石膏硅橡胶精密铸造涡轮增压器扩压器的制作方法,其主要工艺步骤为:1、依据叶片扩压器的设计数据,建立三维模具模型,模具设计考虑浇注系统;2、使用数控加工方法,制作整体金属模具;3、在金属阴模模具中灌制整体硅橡胶阳模模具;4、利用硅橡胶阳模模具制作石膏阴模模壳;5、石膏模的烘烤,去除其中的水份;6、完成石膏壳的浇注,获得扩压器精密铸造件;7、铸件清理后进行热处理,即得表面光滑、尺寸合格的铸造叶片扩压器。本发明生产过程简便,生产成本低,可以满足批量扩压器的生产。