
一种用于铸件铸造的智能化加工设备、铸造方法及铸件.pdf

雨巷****怡轩

1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于铸件铸造的智能化加工设备、铸造方法及铸件.pdf
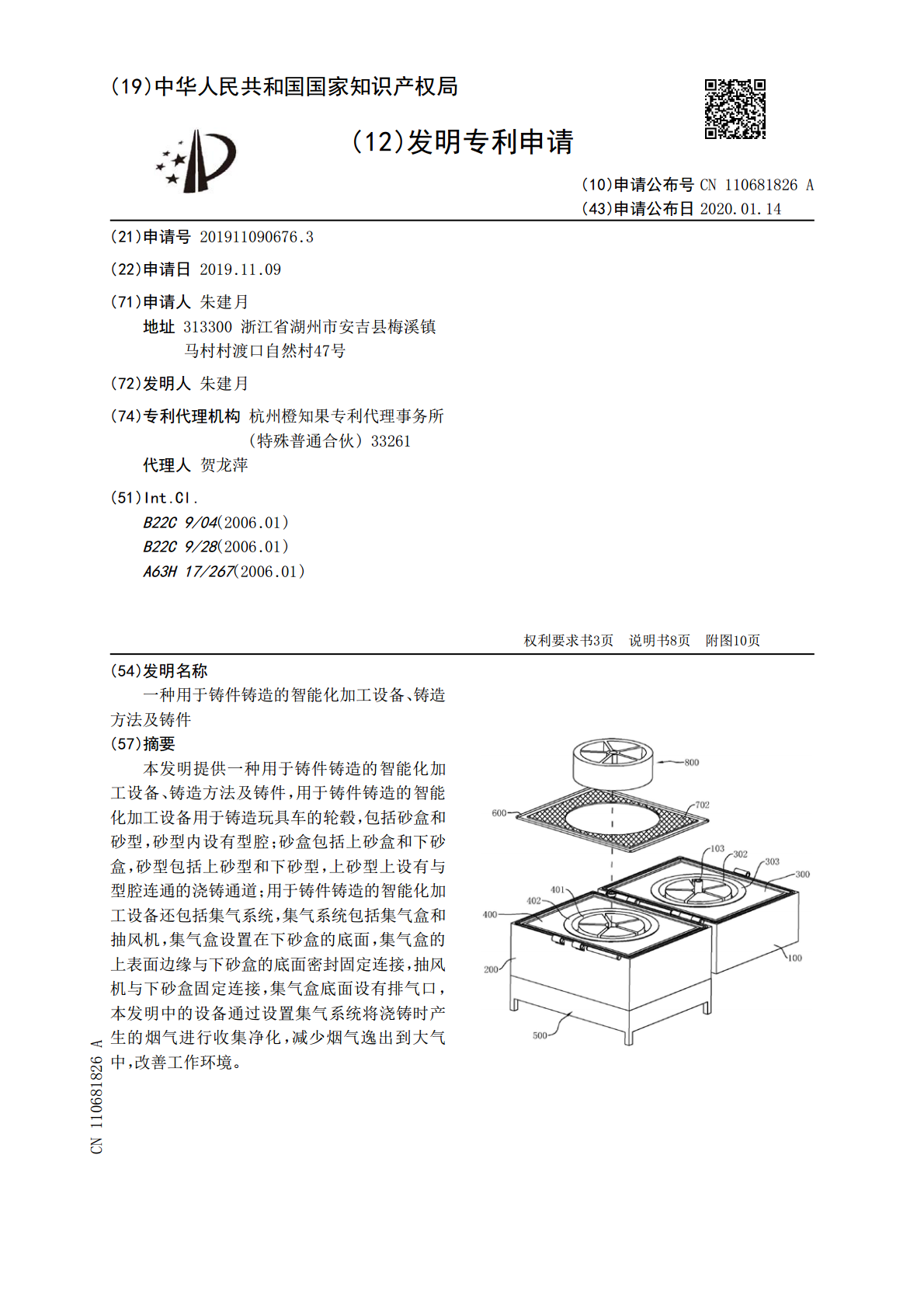
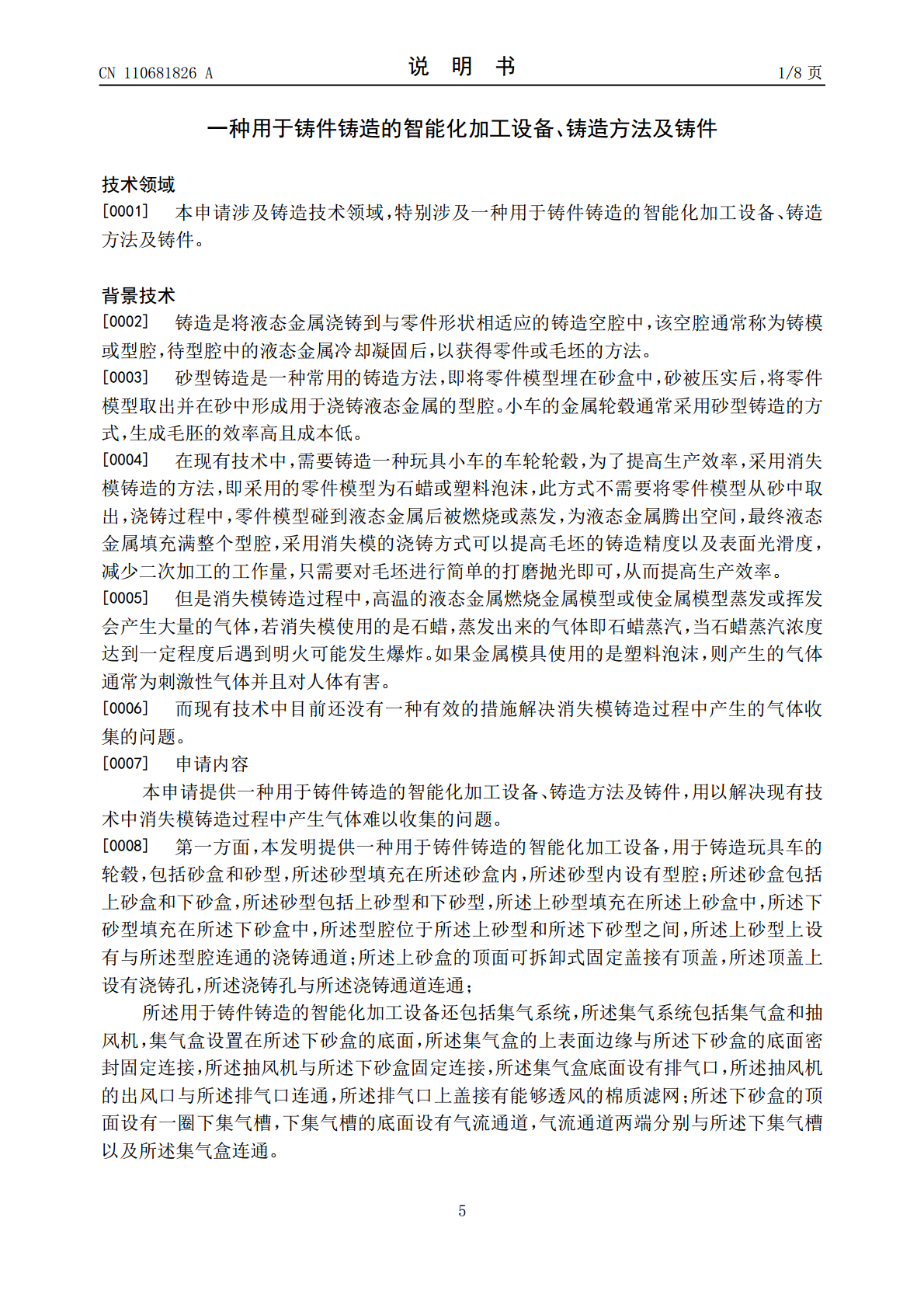
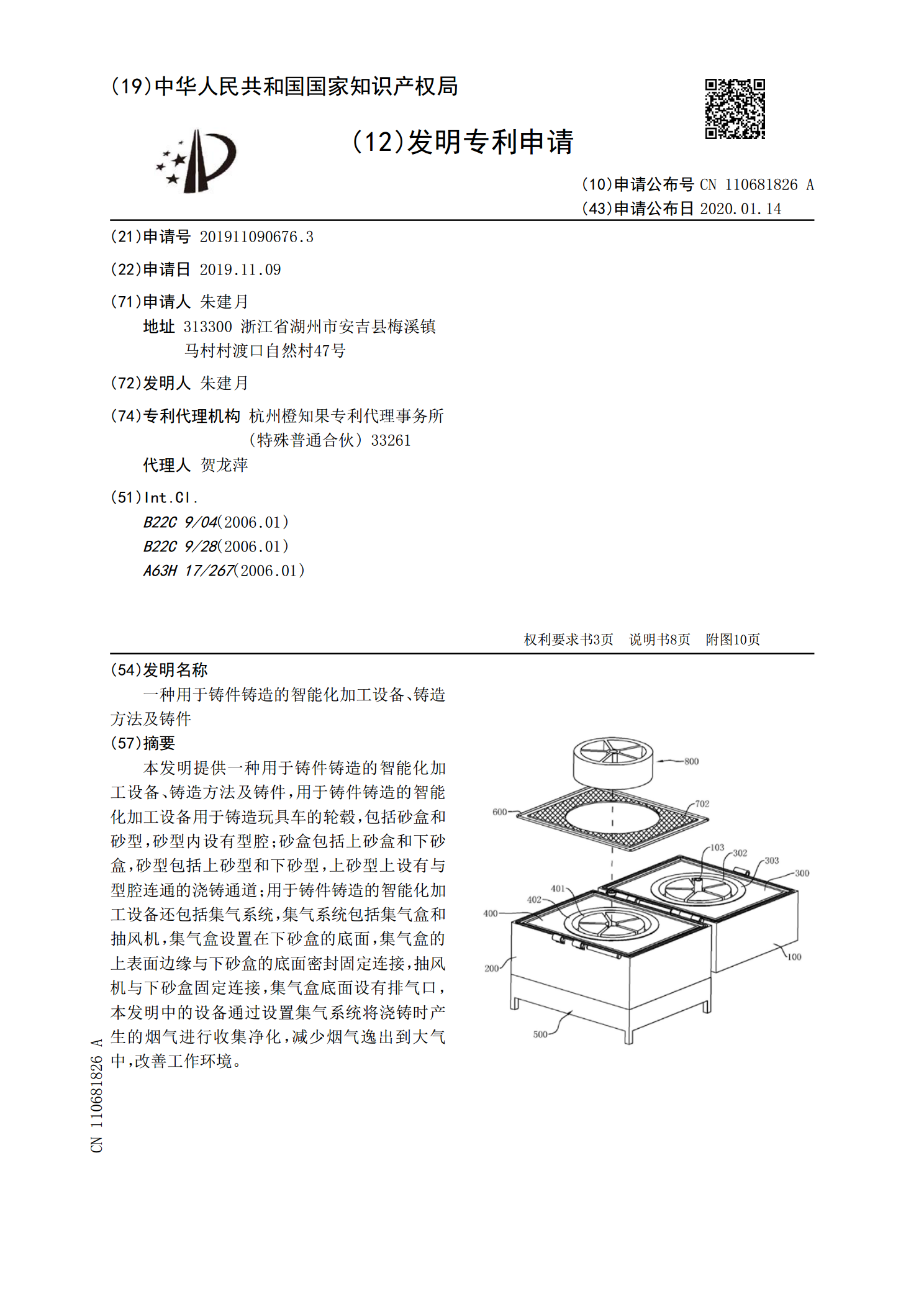
本发明提供一种用于铸件铸造的智能化加工设备、铸造方法及铸件,用于铸件铸造的智能化加工设备用于铸造玩具车的轮毂,包括砂盒和砂型,砂型内设有型腔;砂盒包括上砂盒和下砂盒,砂型包括上砂型和下砂型,上砂型上设有与型腔连通的浇铸通道;用于铸件铸造的智能化加工设备还包括集气系统,集气系统包括集气盒和抽风机,集气盒设置在下砂盒的底面,集气盒的上表面边缘与下砂盒的底面密封固定连接,抽风机与下砂盒固定连接,集气盒底面设有排气口,本发明中的设备通过设置集气系统将浇铸时产生的烟气进行收集净化,减少烟气逸出到大气中,改善工作环境

一种用于铸件铸造的加工模.pdf
本发明公开了一种用于铸件铸造的加工模,包括设备架、设于设备架上的支撑杆、可左右滑动低设于所述支撑杆上的凹模板、设于所述设备架上的凸模板、设于所述图模板上的冷却部件、设于所述凸模板上的运输管道、设于所述运输管道上的活塞杆、设于所述运输管道上的清理部件、设于所述凹模板上的第一弧形凸块、块设于所述第一弧形凸块上的推动部件,本发明通过增加冷却部件,实现铸件的快速成型,提高工作效率。
一种大型风电铸件的铸造方法及由其铸造的铸件.pdf
本发明公开了一种大型风电铸件的铸造方法,其包括步骤:(a)将炉料熔炼成铁水;(b)铁水经球化处理和孕育处理后浇注充型、凝固即得铸件;步骤a中,控制铁水中元素C:3.65~3.90wt%,Si:0.8~1.2wt%,Mn:0.05~0.20wt%,P:≤0.035wt%,S:0.006~0.015wt%;步骤b中,球化处理具体为:首先向球化室加入铁水量1.00~1.20wt%的球化剂,然后在球化剂上覆盖铁水量0.4~0.7wt%的覆盖剂,最后将铁水倒入球化室进行球化孕育处理;步骤b中,孕育处理具体分三次进行
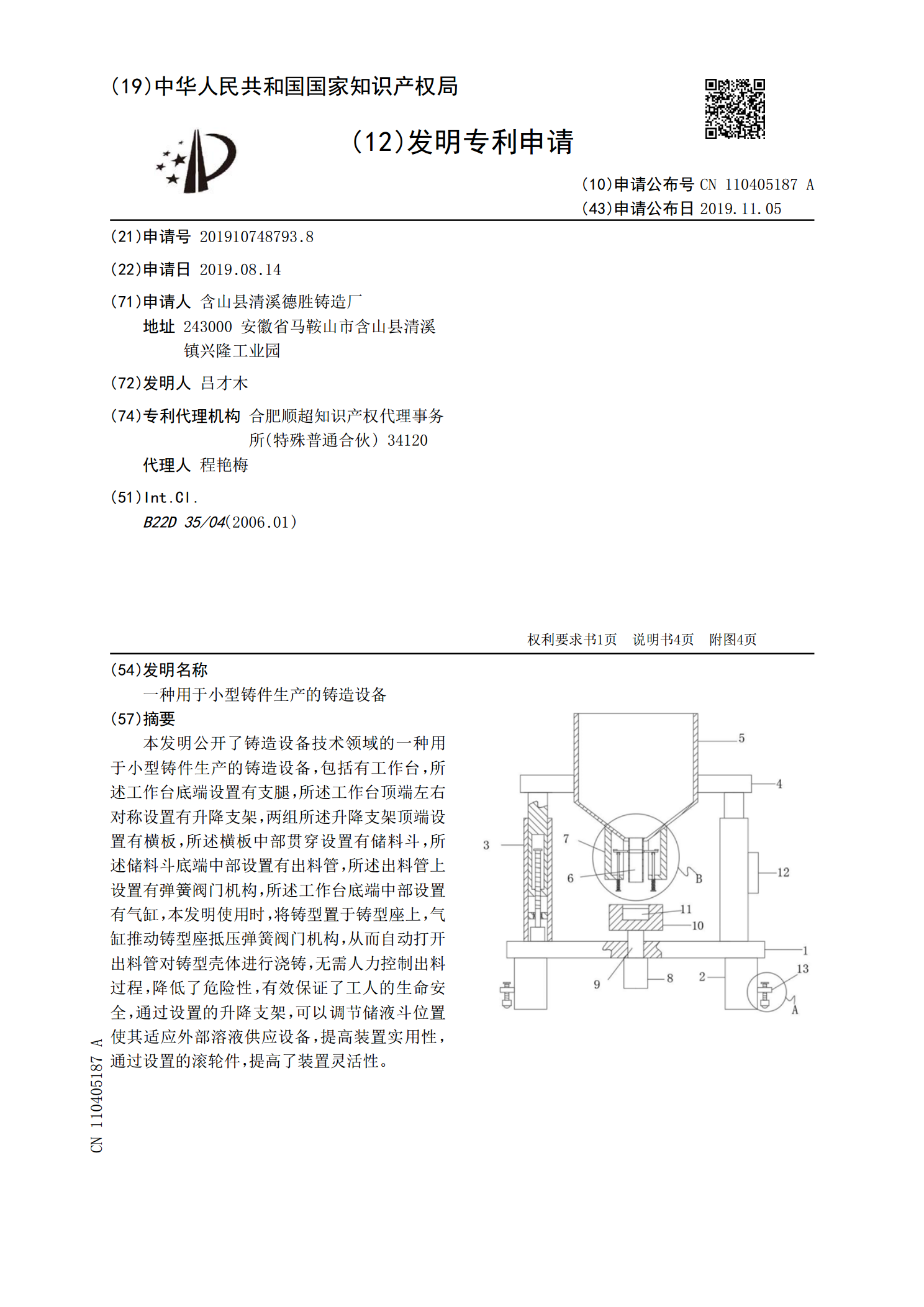
一种用于小型铸件生产的铸造设备.pdf
本发明公开了铸造设备技术领域的一种用于小型铸件生产的铸造设备,包括有工作台,所述工作台底端设置有支腿,所述工作台顶端左右对称设置有升降支架,两组所述升降支架顶端设置有横板,所述横板中部贯穿设置有储料斗,所述储料斗底端中部设置有出料管,所述出料管上设置有弹簧阀门机构,所述工作台底端中部设置有气缸,本发明使用时,将铸型置于铸型座上,气缸推动铸型座抵压弹簧阀门机构,从而自动打开出料管对铸型壳体进行浇铸,无需人力控制出料过程,降低了危险性,有效保证了工人的生命安全,通过设置的升降支架,可以调节储液斗位置使其适应外
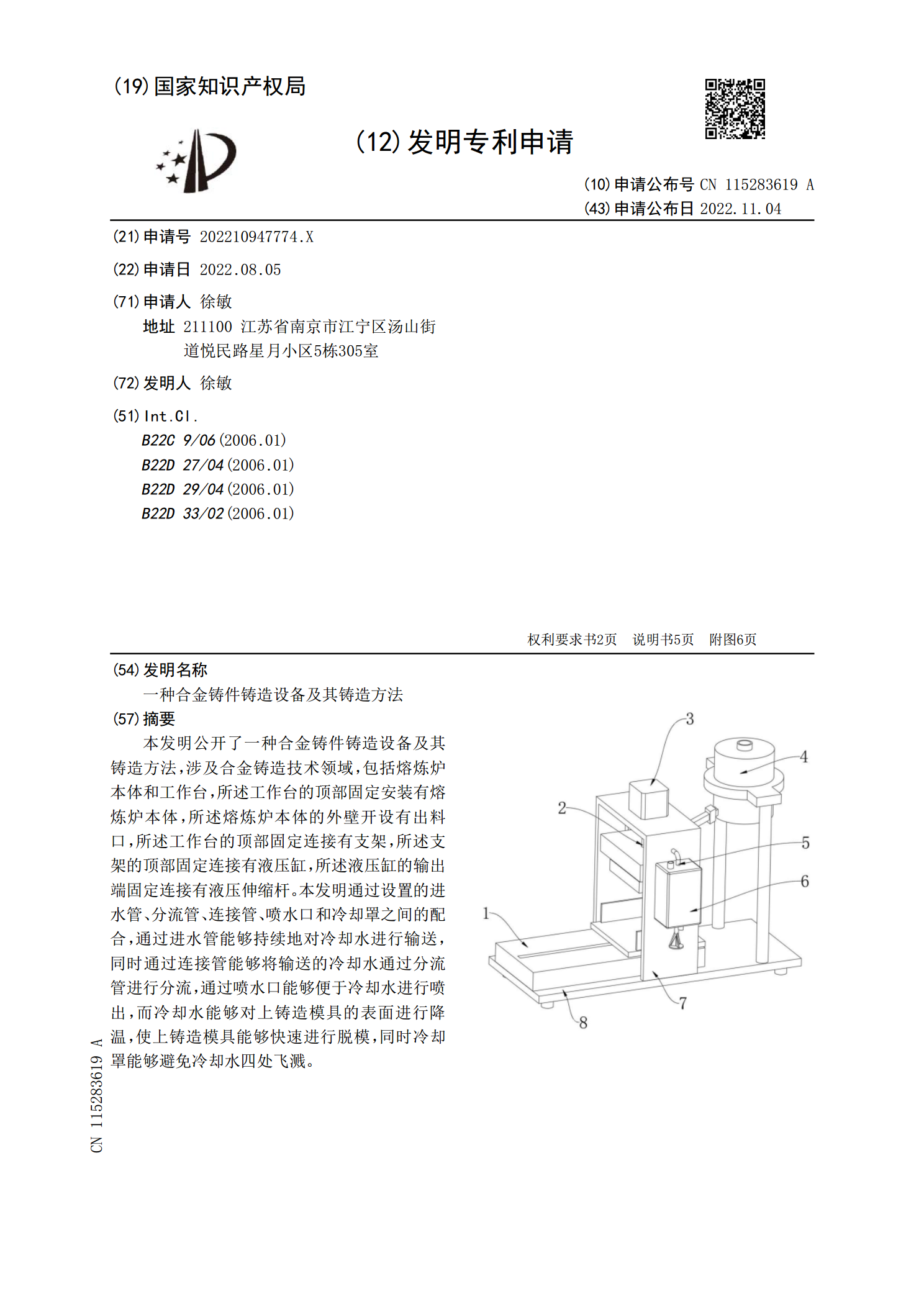
一种合金铸件铸造设备及其铸造方法.pdf
本发明公开了一种合金铸件铸造设备及其铸造方法,涉及合金铸造技术领域,包括熔炼炉本体和工作台,所述工作台的顶部固定安装有熔炼炉本体,所述熔炼炉本体的外壁开设有出料口,所述工作台的顶部固定连接有支架,所述支架的顶部固定连接有液压缸,所述液压缸的输出端固定连接有液压伸缩杆。本发明通过设置的进水管、分流管、连接管、喷水口和冷却罩之间的配合,通过进水管能够持续地对冷却水进行输送,同时通过连接管能够将输送的冷却水通过分流管进行分流,通过喷水口能够便于冷却水进行喷出,而冷却水能够对上铸造模具的表面进行降温,使上铸造模具