
一种高散热金属铝基覆铜板及其制备方法.pdf

是浩****32

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高散热金属铝基覆铜板及其制备方法.pdf
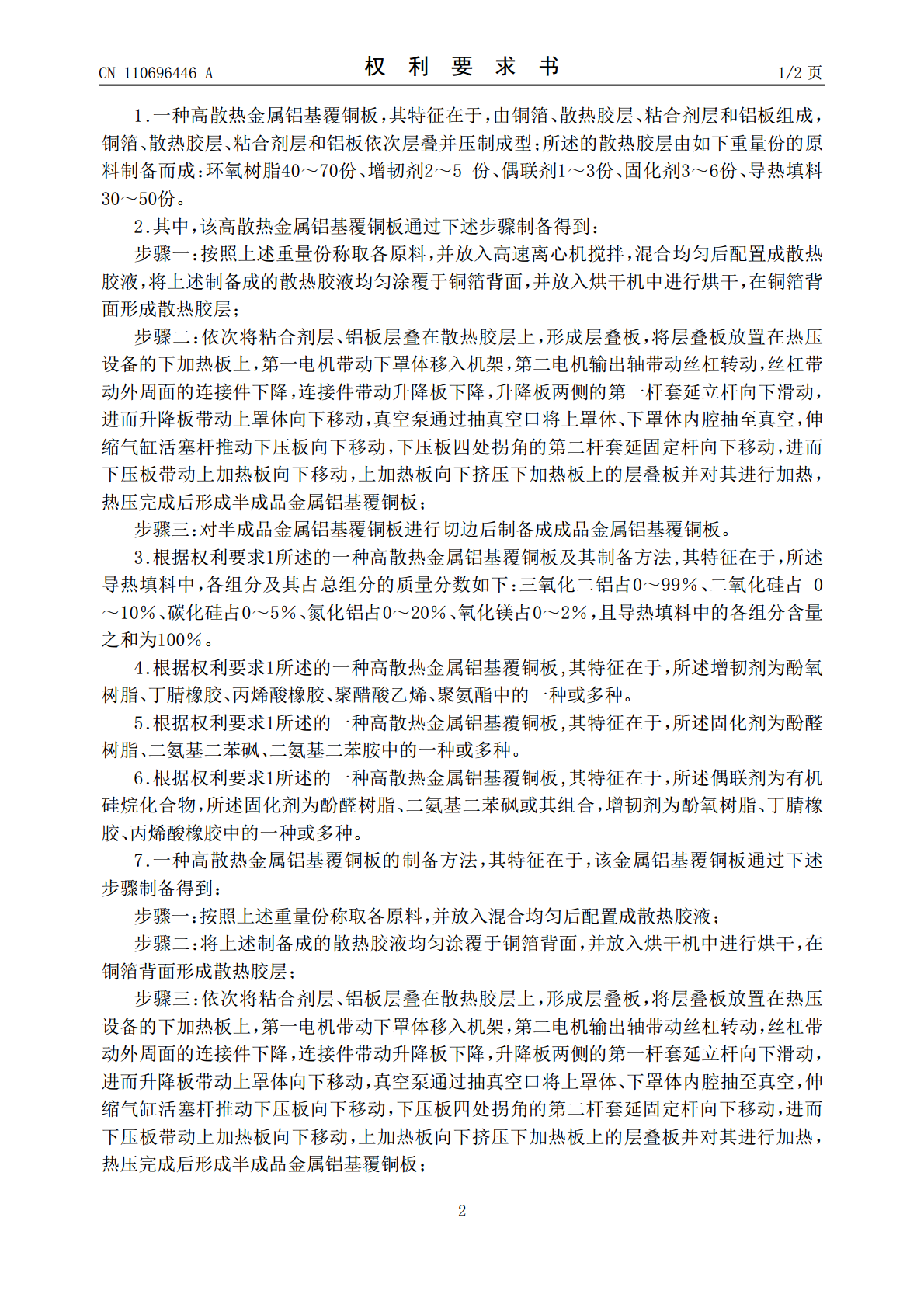
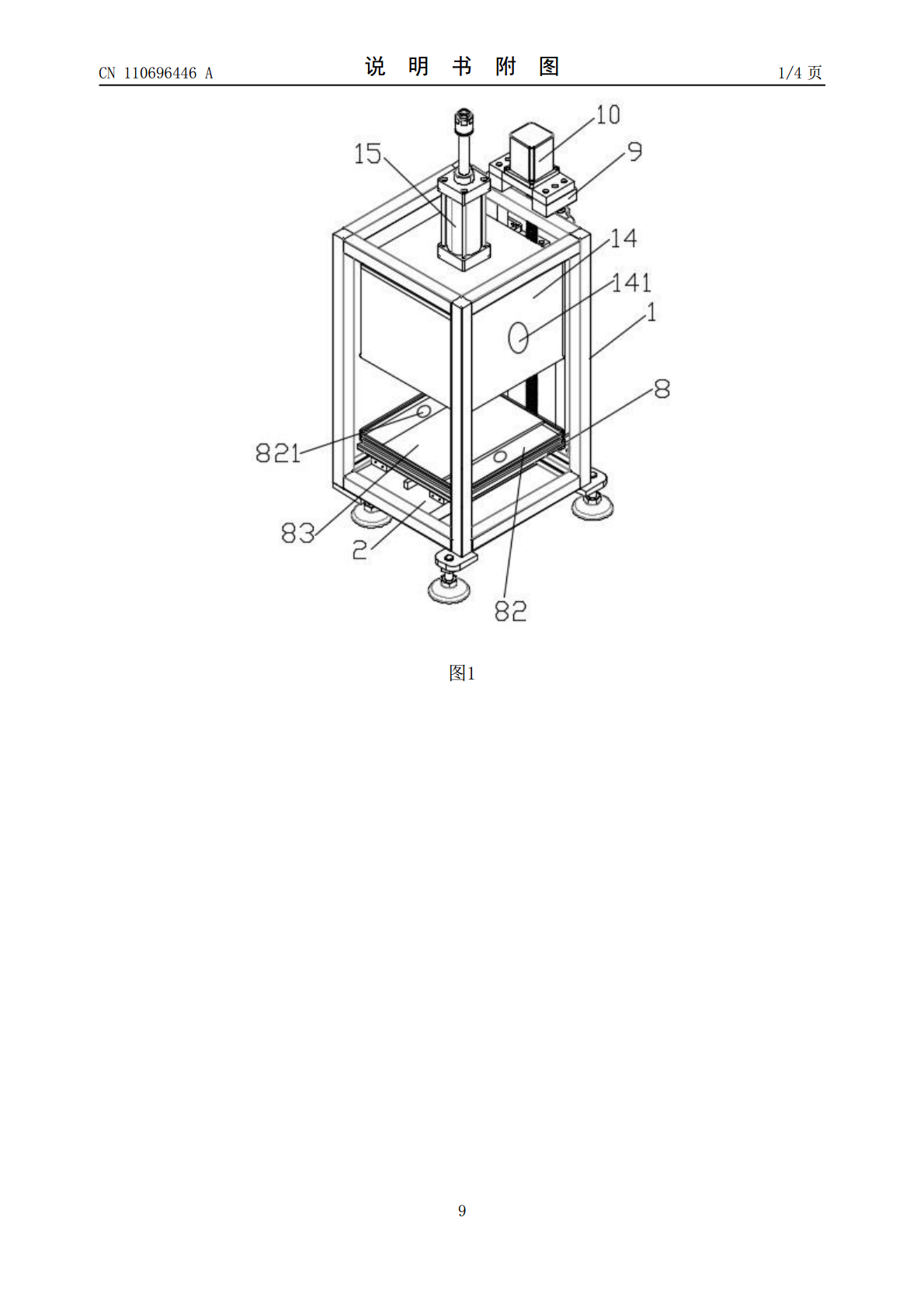
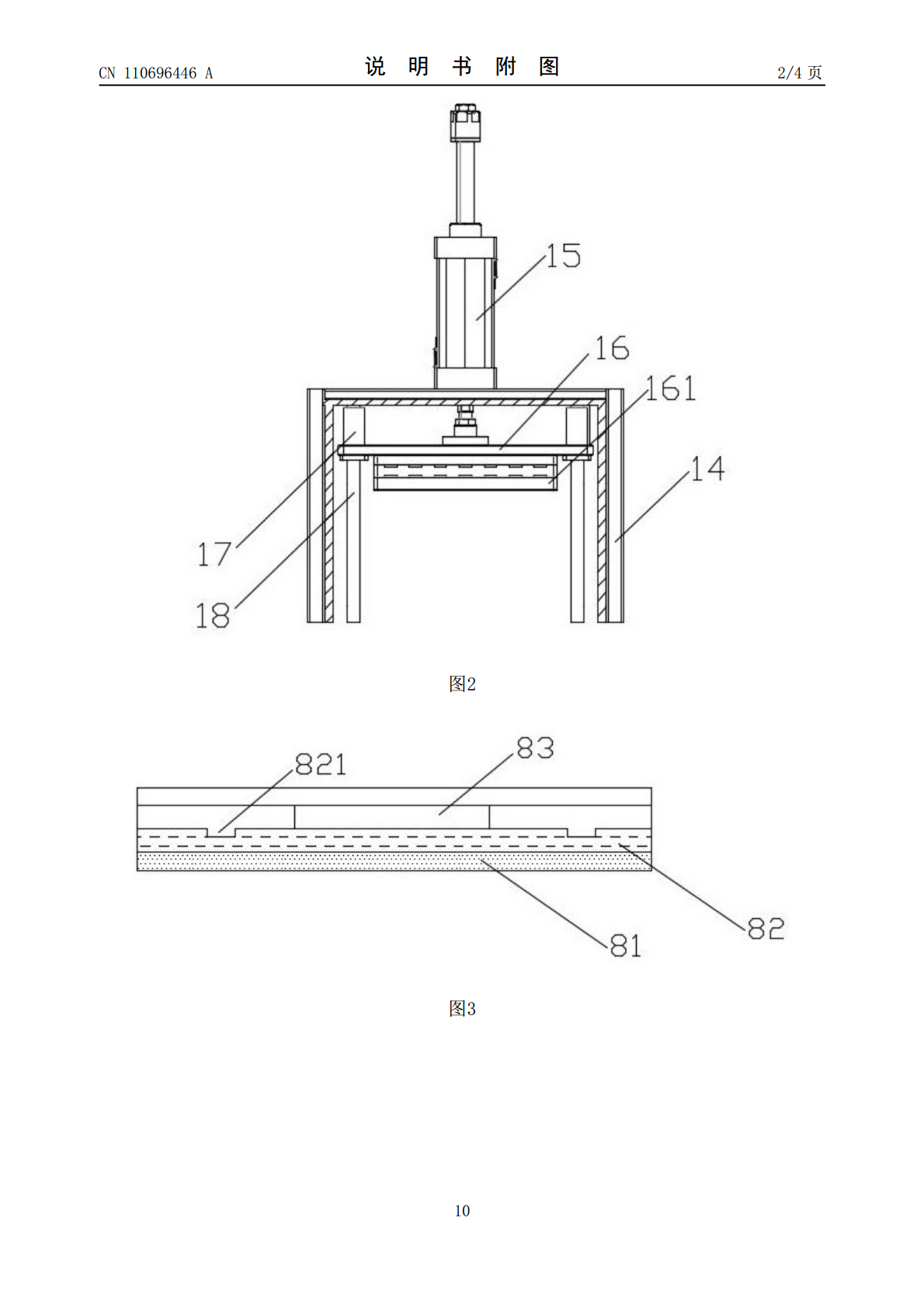
本发明公开一种高散热金属铝基覆铜板及其制备方法,通过将三氧化二铝、二氧化硅、碳化硅、氮化铝、氧化镁进行有效配比,制备得到的金属铝基覆铜板的导热率为3.8‑4.4W/m.k,可耐温度为320‑360℃。本发明通过第一电机输出轴带动齿轮转动,齿轮啮合带动齿条移动,齿条带动下罩体移动,下罩体带动底部的滑块延滑轨移动,进而下罩体移出机架,该热压设备通过该设置,便于将层叠板放入下罩体内,不需要人为将手伸入机架内放置层叠板,同时通过齿轮传动配合滑轨、滑块导向,使得层叠板的移动过程更将稳固,解决现有技术中不便于将层叠板
一种高导热金属基双面铝基覆铜板及其制备工艺.pdf
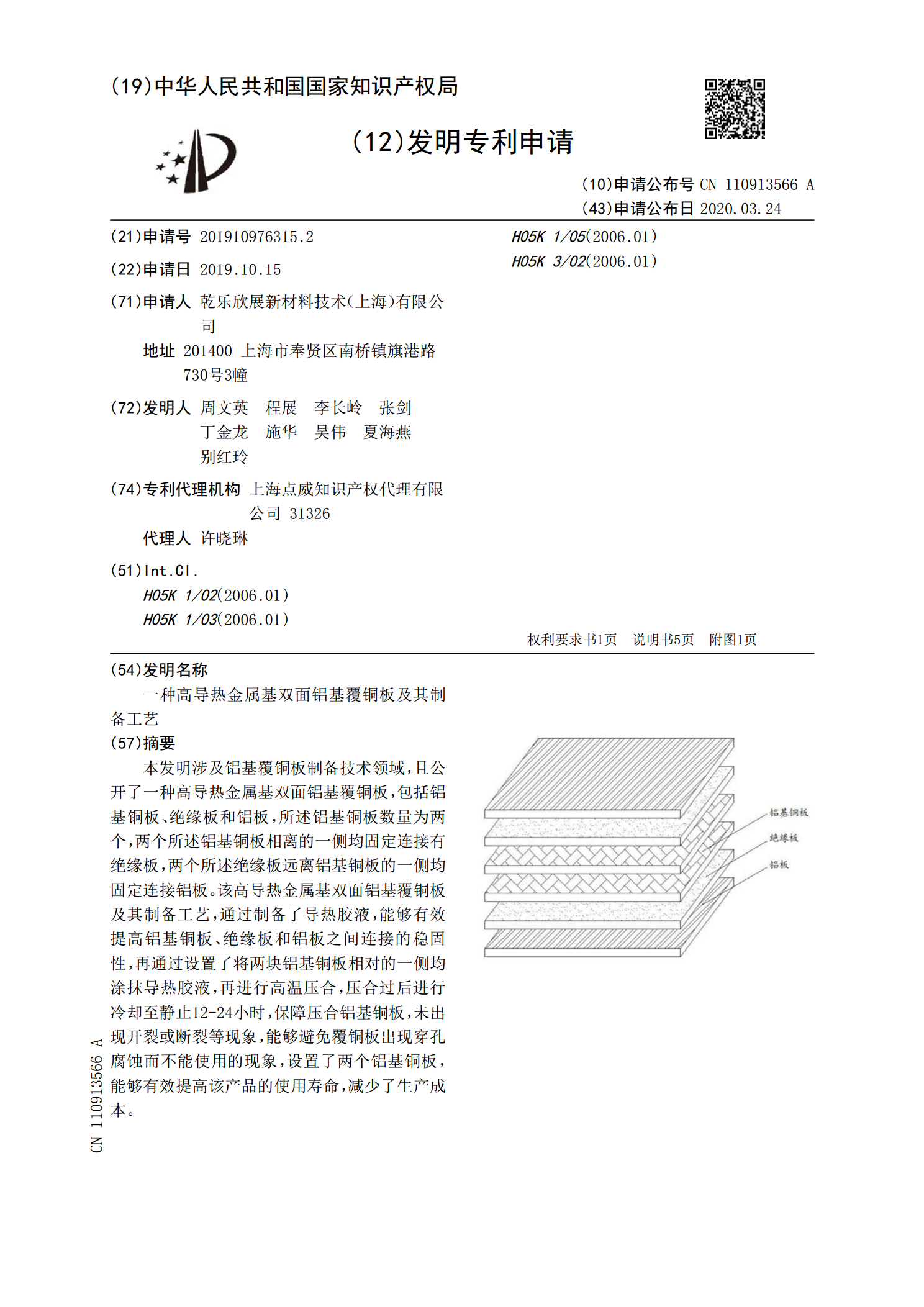
本发明涉及铝基覆铜板制备技术领域,且公开了一种高导热金属基双面铝基覆铜板,包括铝基铜板、绝缘板和铝板,所述铝基铜板数量为两个,两个所述铝基铜板相离的一侧均固定连接有绝缘板,两个所述绝缘板远离铝基铜板的一侧均固定连接铝板。该高导热金属基双面铝基覆铜板及其制备工艺,通过制备了导热胶液,能够有效提高铝基铜板、绝缘板和铝板之间连接的稳固性,再通过设置了将两块铝基铜板相对的一侧均涂抹导热胶液,再进行高温压合,压合过后进行冷却至静止12‑24小时,保障压合铝基铜板,未出现开裂或断裂等现象,能够避免覆铜板出现穿孔腐蚀而

一种高导热金属基双面铝基覆铜板.pdf
本发明涉及电路板技术领域,且公开了一种高导热金属基双面铝基覆铜板,包括第一铝基板、固定板、第二铝基板、覆铜板、第一高导热粘接片、树脂绝缘层、导热碳粉和第二高导热粘接片,所述第一铝基板的底部前后左右两侧均固定安装有固定板。该高导热金属基双面铝基覆铜板,通过设置高导热绝缘层,可起到较好的绝缘效果,在第一铝基板和第二铝基板外侧设置有绝缘层也可起到绝缘效果,通过设置覆铜板、高导热绝缘层、无极填料和导热碳粉可起到较好的导热效果,避免覆铜板的内部产生较高的温度,起到较好的导热和散热效果,避免其内部的电路出现短路或故障

一种高导热铝基覆铜板的加工方法.pdf
本发明涉及一种高导热铝基覆铜板的加工方法,包括下列加工步骤:(1)铝板阳极氧化;(2)用辊轮式压合机将高导热胶膜和阳极氧化好的铝板滚压复合;(3)再用辊轮式压合机把铜箔和压合好高导热胶膜烘烤好的铝板滚压复合;(4)用保护膜复合机在复合好的铝基覆铜板的铝基板外侧面复合保护膜,即得高导热铝基覆铜板了。本发明用这种方法生产的电路板导热性能好,铝基板与铜箔复合强度高,便于生产操作。

一种铝基覆铜板用纳米绝缘胶及其制备方法.pdf
本发明涉及绝缘胶技术领域,且公开了一种铝基覆铜板用纳米绝缘胶,包含具有如下重量份的组分:环氧树脂A200份、环氧树脂B90‑110份、环氧固化剂40‑50份、促进剂20‑25份、硅烷偶联剂50‑150份,所述环氧树脂A的环氧值为0.2‑0.25,所述环氧树脂B的环氧值为0.45‑0.55。该铝基覆铜板用纳米绝缘胶,通过采用特定环氧值的环氧树脂A、环氧树脂B,获得耐高温性能好、且粘结性能佳的产品。