
双金属叶轮壳体铸造模具和铸造方法.pdf

运升****魔王


1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
双金属叶轮壳体铸造模具和铸造方法.pdf
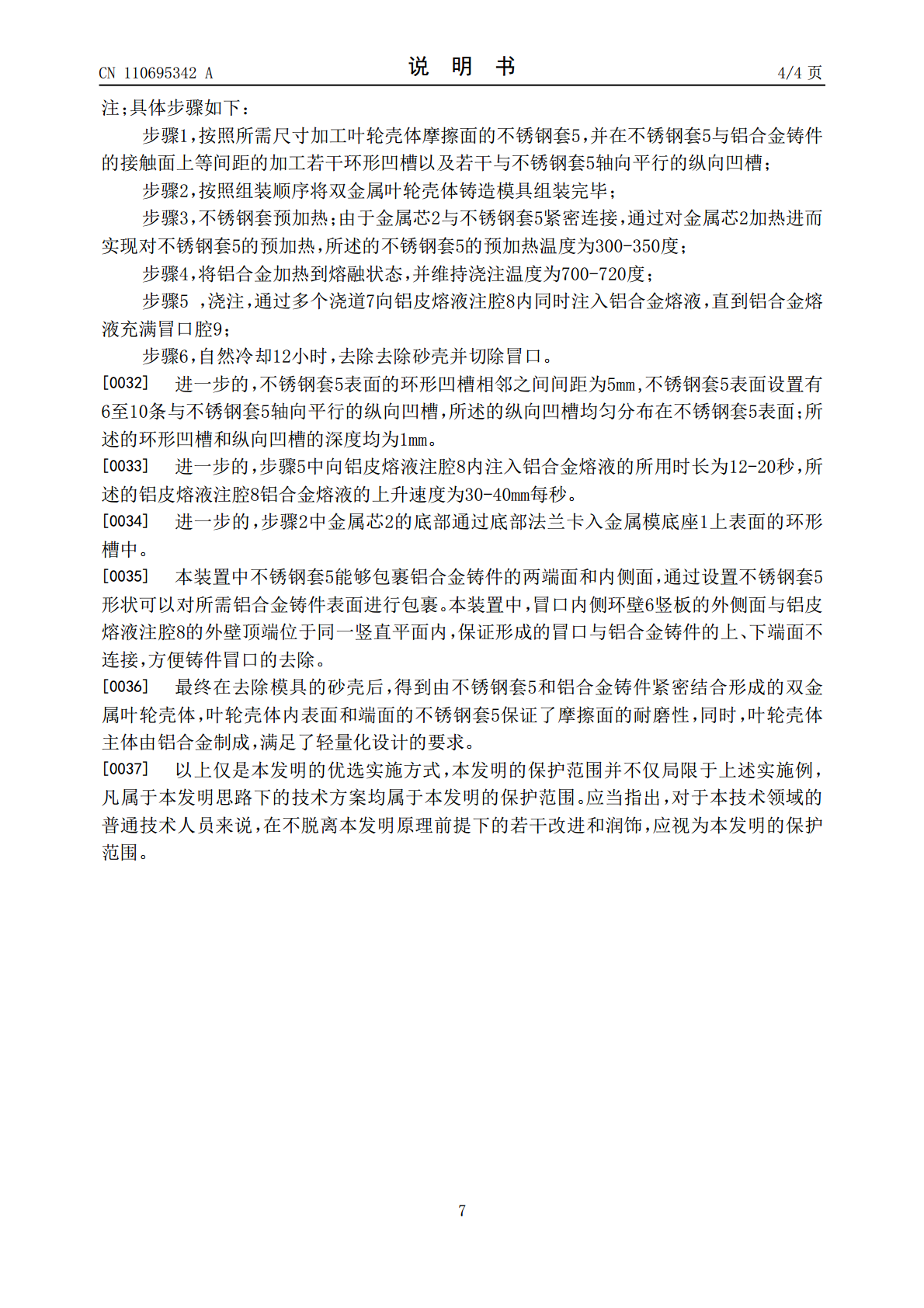
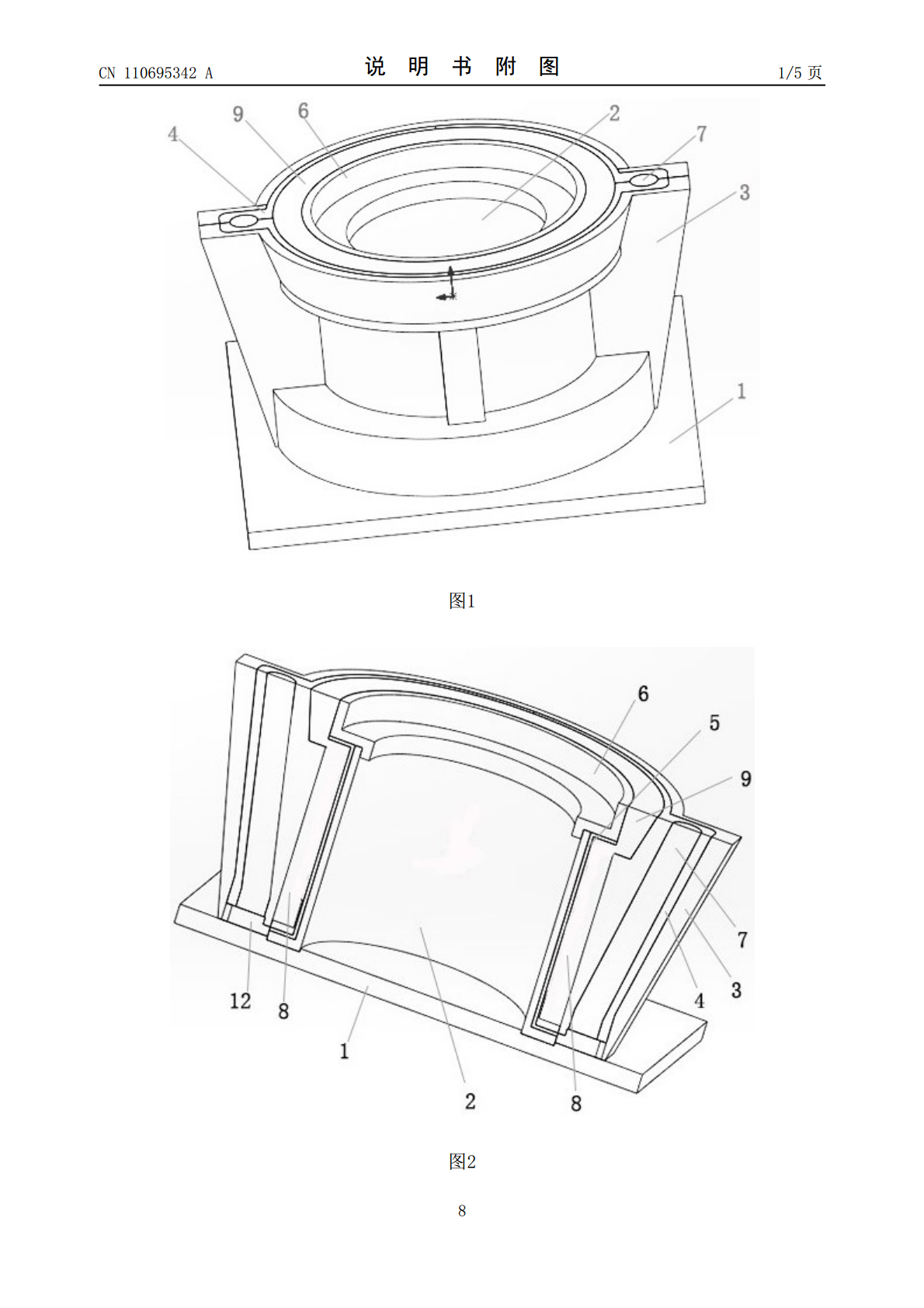
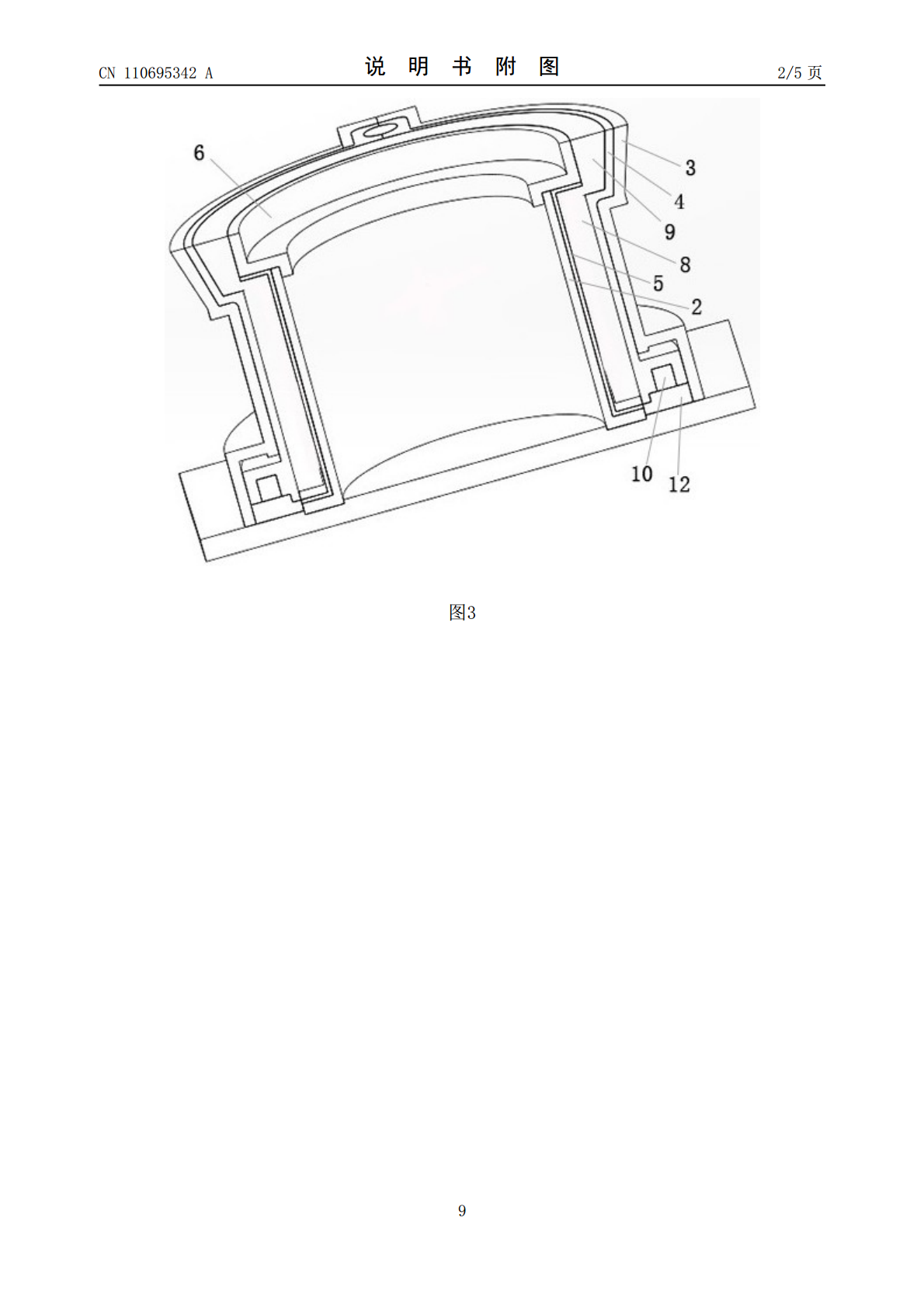
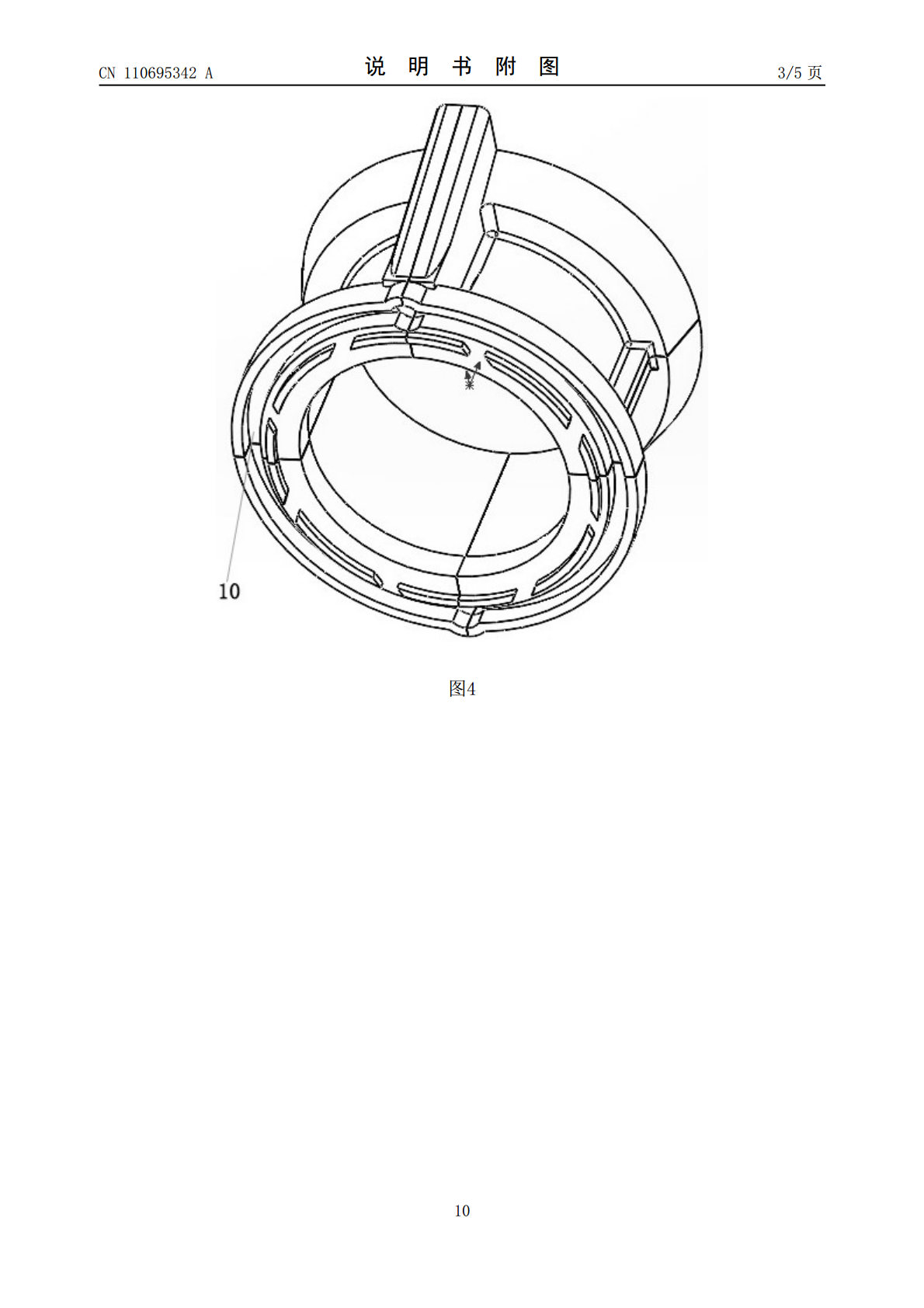
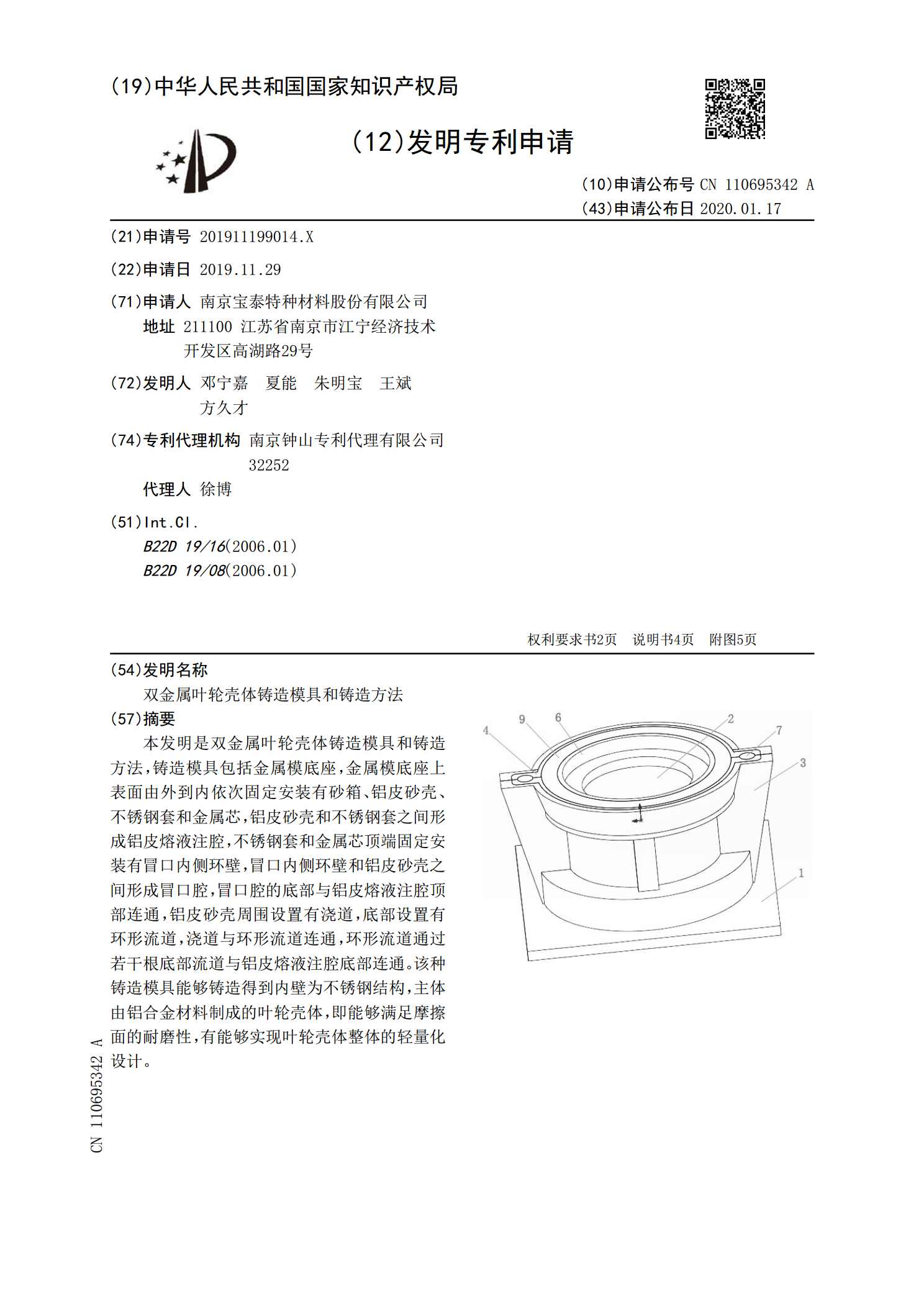
本发明是双金属叶轮壳体铸造模具和铸造方法,铸造模具包括金属模底座,金属模底座上表面由外到内依次固定安装有砂箱、铝皮砂壳、不锈钢套和金属芯,铝皮砂壳和不锈钢套之间形成铝皮熔液注腔,不锈钢套和金属芯顶端固定安装有冒口内侧环壁,冒口内侧环壁和铝皮砂壳之间形成冒口腔,冒口腔的底部与铝皮熔液注腔顶部连通,铝皮砂壳周围设置有浇道,底部设置有环形流道,浇道与环形流道连通,环形流道通过若干根底部流道与铝皮熔液注腔底部连通。该种铸造模具能够铸造得到内壁为不锈钢结构,主体由铝合金材料制成的叶轮壳体,即能够满足摩擦面的耐磨性,
方便移动的双金属铸造模具及铸造方法.pdf
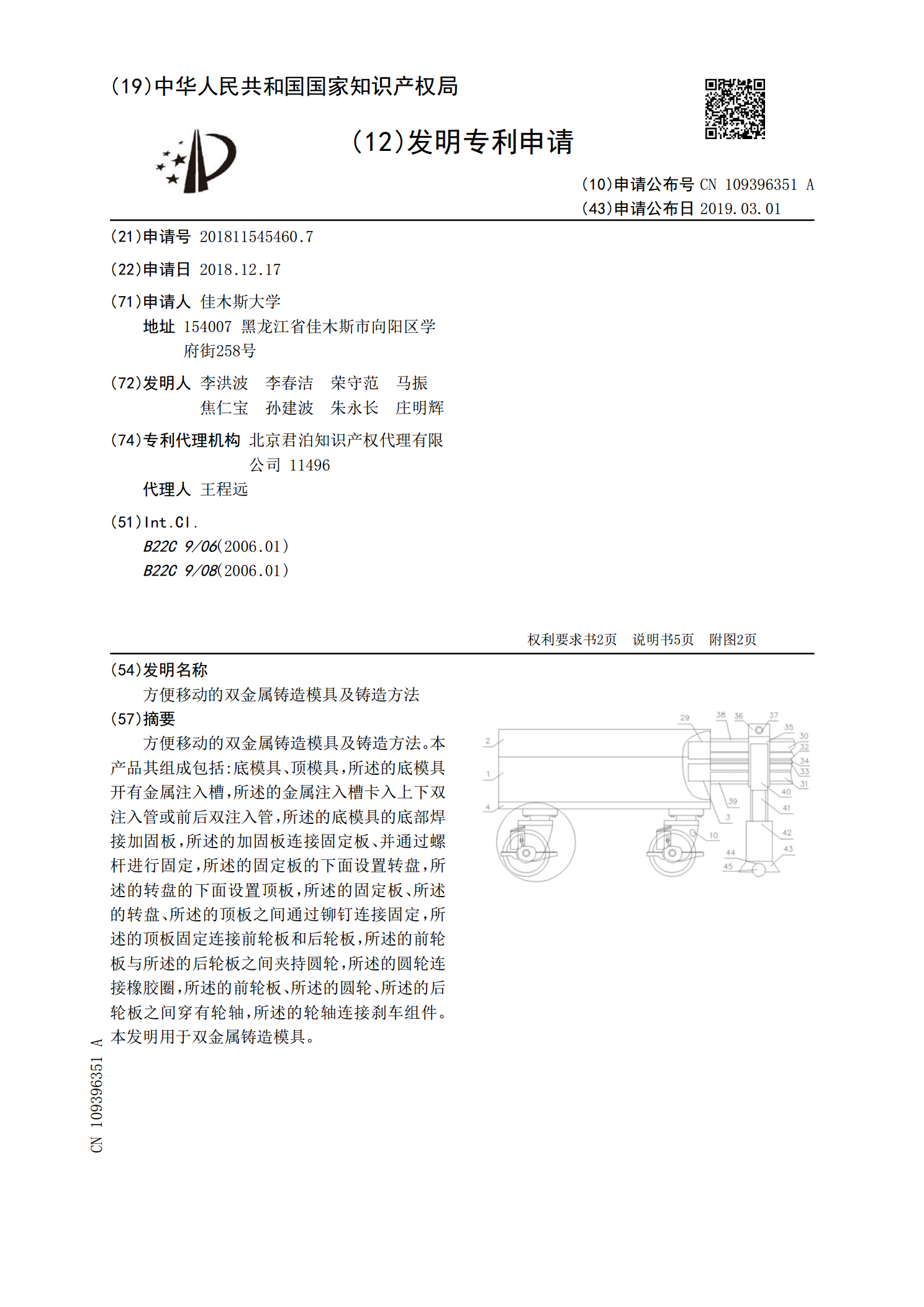
方便移动的双金属铸造模具及铸造方法。本产品其组成包括:底模具、顶模具,所述的底模具开有金属注入槽,所述的金属注入槽卡入上下双注入管或前后双注入管,所述的底模具的底部焊接加固板,所述的加固板连接固定板、并通过螺杆进行固定,所述的固定板的下面设置转盘,所述的转盘的下面设置顶板,所述的固定板、所述的转盘、所述的顶板之间通过铆钉连接固定,所述的顶板固定连接前轮板和后轮板,所述的前轮板与所述的后轮板之间夹持圆轮,所述的圆轮连接橡胶圈,所述的前轮板、所述的圆轮、所述的后轮板之间穿有轮轴,所述的轮轴连接刹车组件。本发明
双流道涡轮增压器壳体铸造模具及铸造方法.pdf
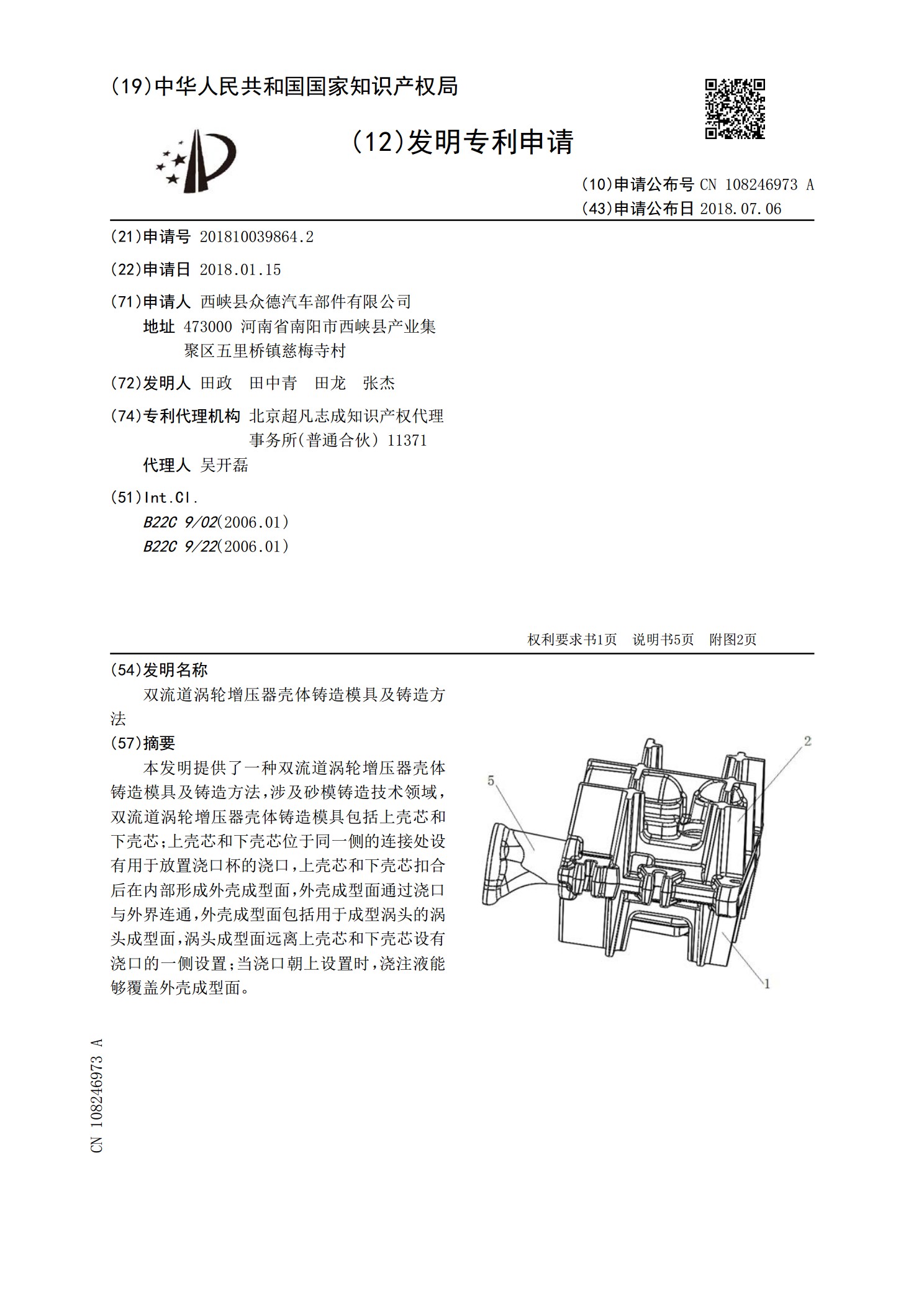
本发明提供了一种双流道涡轮增压器壳体铸造模具及铸造方法,涉及砂模铸造技术领域,双流道涡轮增压器壳体铸造模具包括上壳芯和下壳芯;上壳芯和下壳芯位于同一侧的连接处设有用于放置浇口杯的浇口,上壳芯和下壳芯扣合后在内部形成外壳成型面,外壳成型面通过浇口与外界连通,外壳成型面包括用于成型涡头的涡头成型面,涡头成型面远离上壳芯和下壳芯设有浇口的一侧设置;当浇口朝上设置时,浇注液能够覆盖外壳成型面。
大型叶轮精密铸造模具及系统及大型叶轮低压铸造系统.pdf
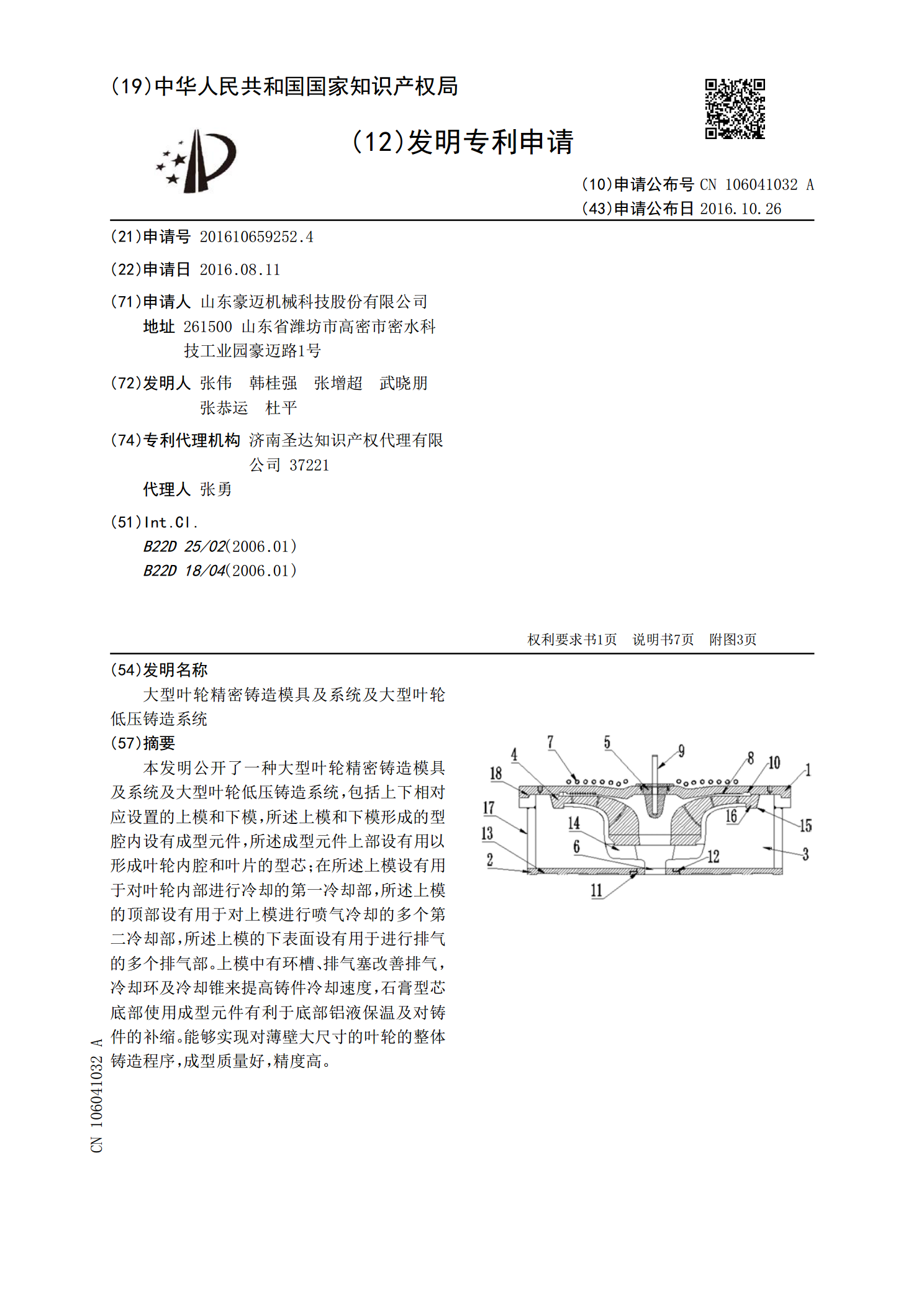
本发明公开了一种大型叶轮精密铸造模具及系统及大型叶轮低压铸造系统,包括上下相对应设置的上模和下模,所述上模和下模形成的型腔内设有成型元件,所述成型元件上部设有用以形成叶轮内腔和叶片的型芯;在所述上模设有用于对叶轮内部进行冷却的第一冷却部,所述上模的顶部设有用于对上模进行喷气冷却的多个第二冷却部,所述上模的下表面设有用于进行排气的多个排气部。上模中有环槽、排气塞改善排气,冷却环及冷却锥来提高铸件冷却速度,石膏型芯底部使用成型元件有利于底部铝液保温及对铸件的补缩。能够实现对薄壁大尺寸的叶轮的整体铸造程序,成型
一种叶轮铸造模具及叶轮.pdf
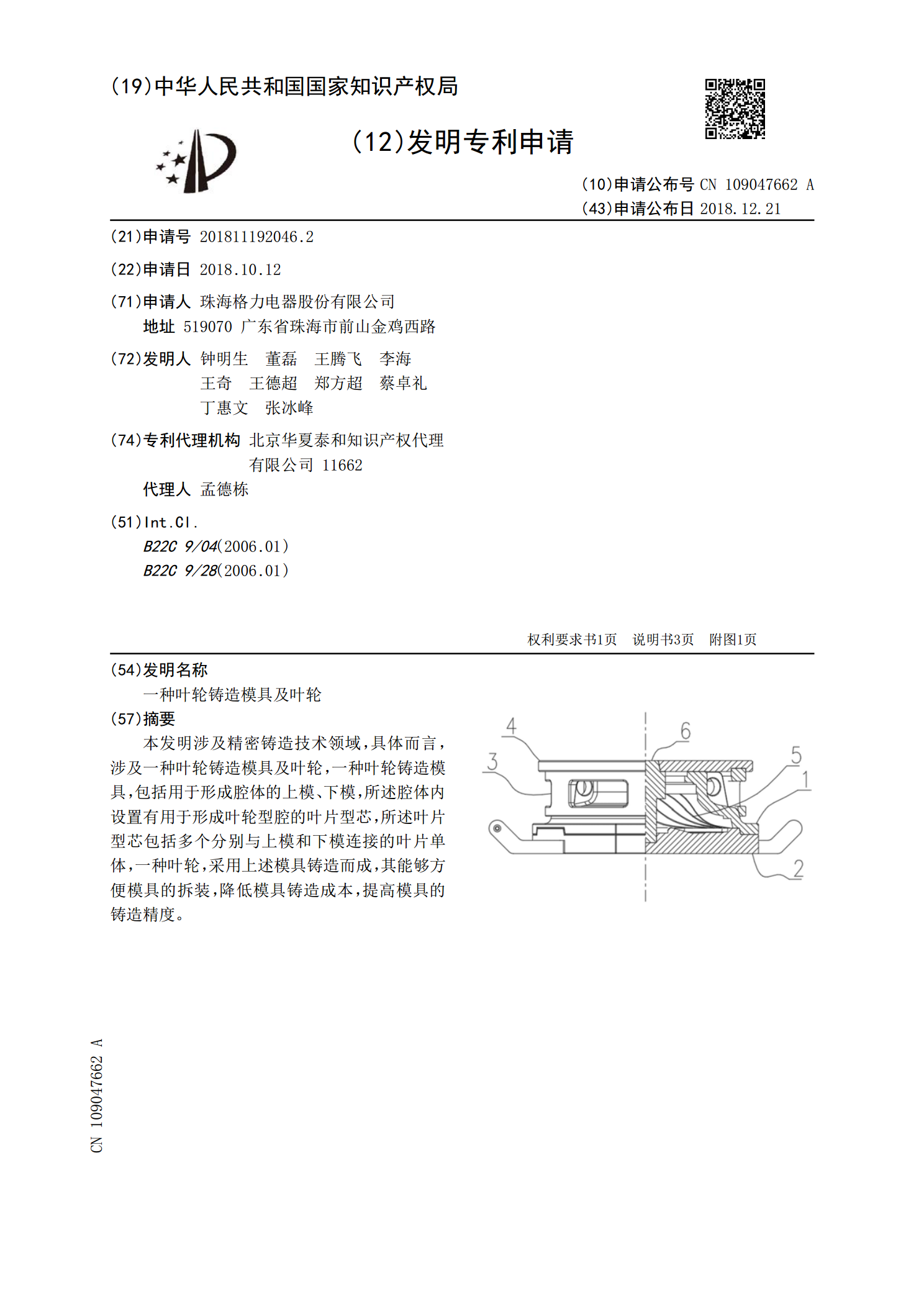
本发明涉及精密铸造技术领域,具体而言,涉及一种叶轮铸造模具及叶轮,一种叶轮铸造模具,包括用于形成腔体的上模、下模,所述腔体内设置有用于形成叶轮型腔的叶片型芯,所述叶片型芯包括多个分别与上模和下模连接的叶片单体,一种叶轮,采用上述模具铸造而成,其能够方便模具的拆装,降低模具铸造成本,提高模具的铸造精度。