
一种齿轮及其制备方法.pdf

努力****南绿

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮及其制备方法.pdf
本发明公开了一种齿轮及其制备方法,所述齿轮按质量百分比计包括以下组分:C:0.05‑0.06%,Mn:0.5‑1%,Ni:1.2‑2.2%,Cr:2.40‑2.6.%,Nb:0.4‑0.6%,Si:0.1‑0.2%,N:0.1‑0.12%,Cu≤0.2%,s≤0.015%,p≤0.025%,Mo:0.3‑0.5%,Al:2‑4%,Ti:0.3‑0.5%,B:0.02‑0.03%,Al:0.05‑0.06%,v:0.0018‑0.0022%,复合稀土A:0.1‑0.3%,余量为Fe。
一种齿轮及其制备方法.pdf
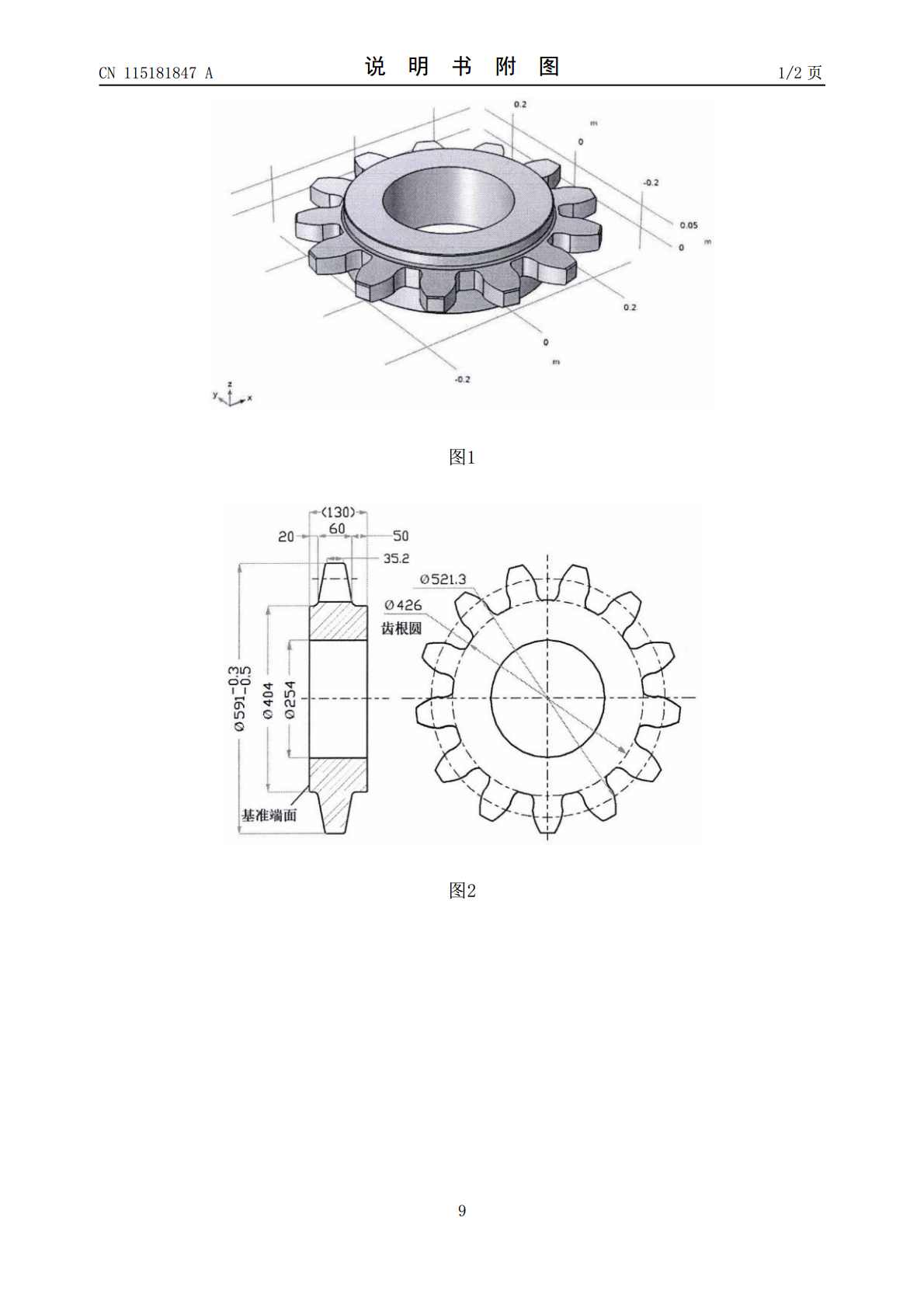
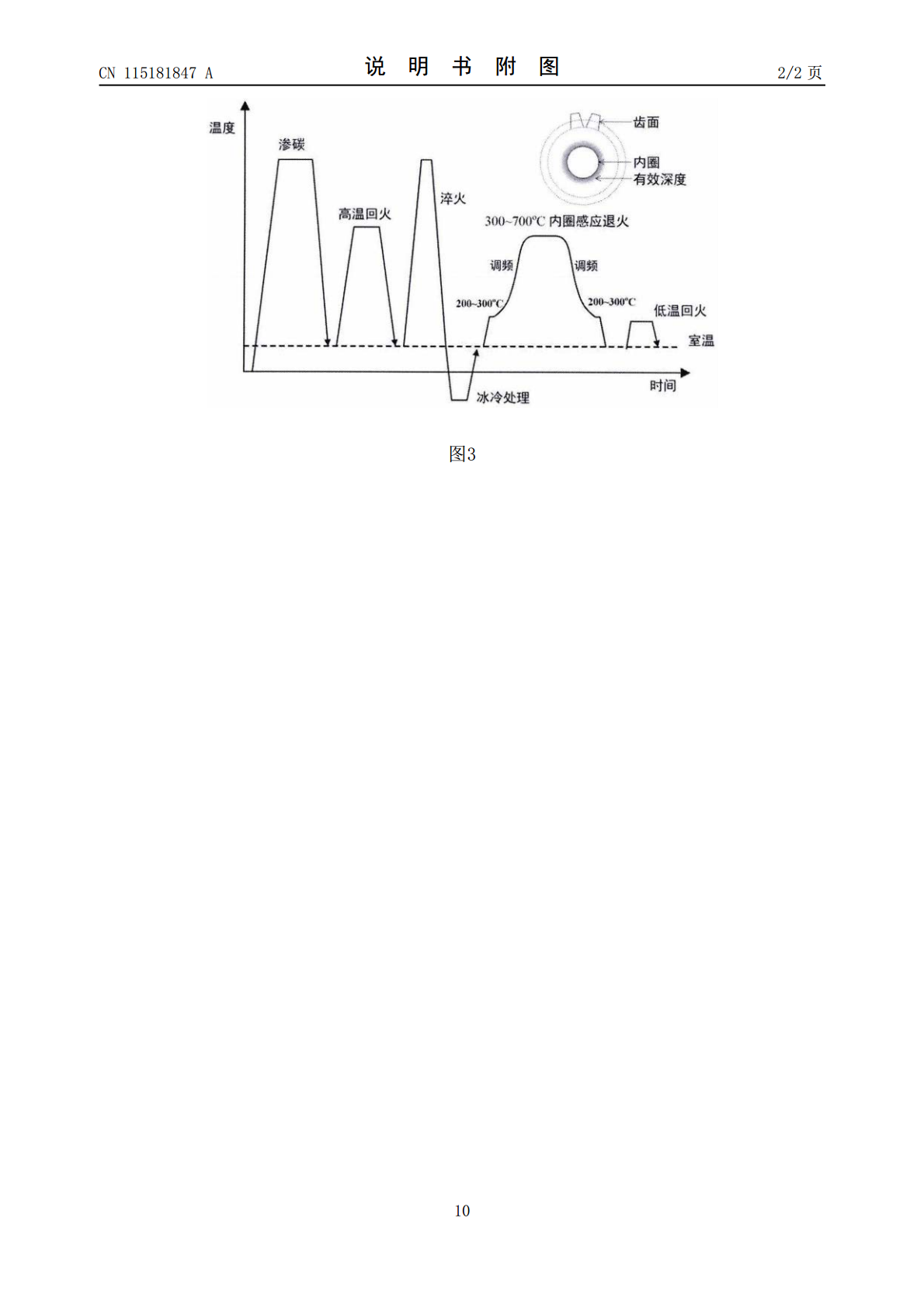
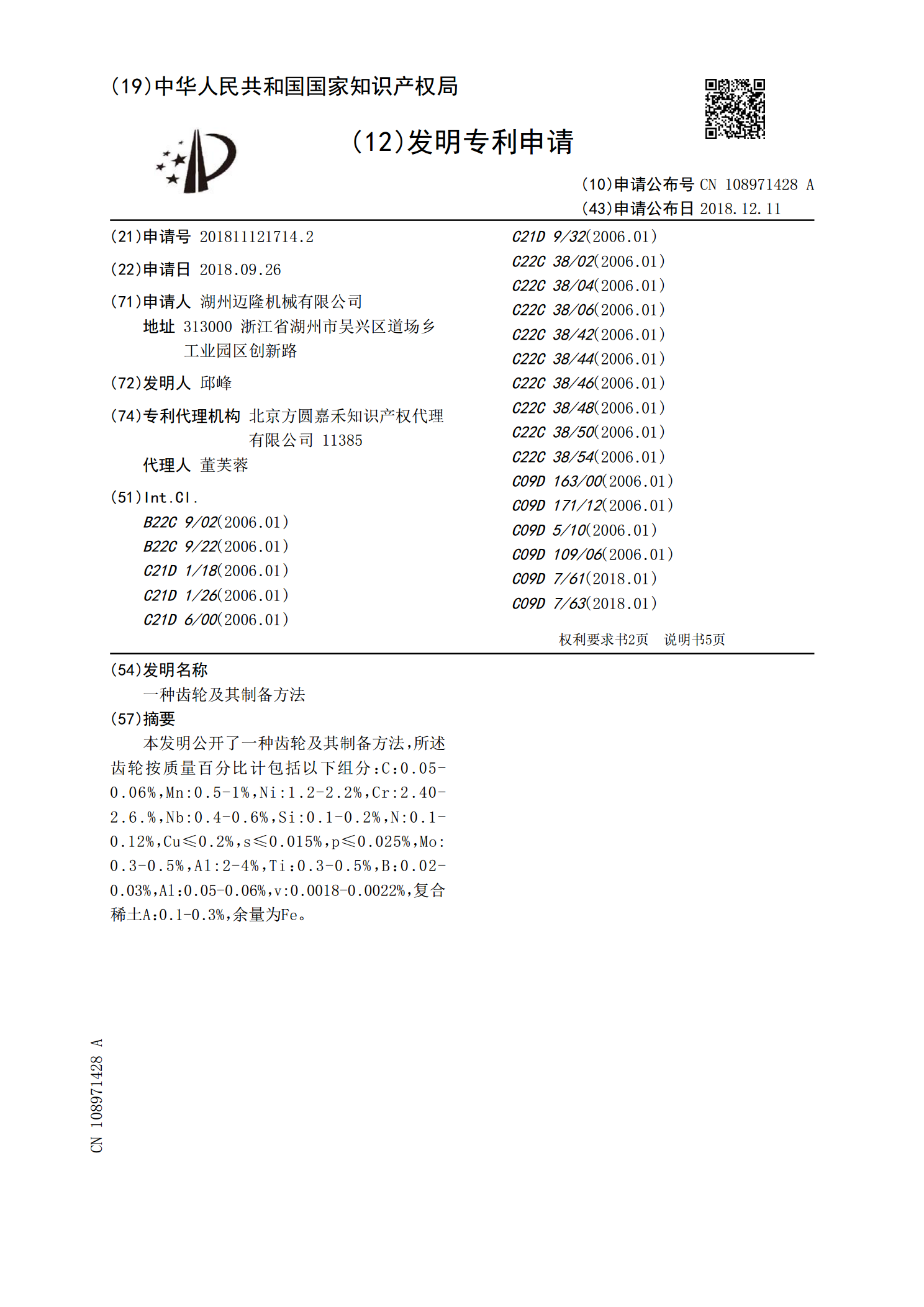
本发明公开了一种齿轮及其制备方法,属于齿轮技术领域,解决了现有的18Cr2Ni4WA渗碳淬火制备的齿轮的机加工性较差的问题。制备方法包括:将齿轮整体进行渗碳处理;将渗碳后的齿轮整体随炉冷却;然后将齿轮整体进行高温回火;然后将齿轮整体进行淬火处理;然后将齿轮整体进行冰冷处理;对齿轮的内圈进行变频感应退火;对齿轮整体进行低温回火。本发明的制备方法制备的齿轮实现了高强韧高硬度渗碳齿面与低硬度易加工内圈的性能良好结合。
一种铸铁齿轮及其制备方法.pdf
本发明公开了一种铸铁齿轮及其制备方法,所述的铸铁齿轮其成分的重量百分比为C2.3~2.5%、Si1.3~1.5%、Mn0.5~0.8%、Cu0.8~1.1%、Sn0.05~0.10%、S0.2~0.3%、P<0.05%,余量为Fe。所述的制备方法包括配料、预热、熔炼、炉前快速分析、终脱氧、孕育处理、浇注。该方法熔炼工艺简单,通过控制铸铁中碳和硅总量以及铜、锡的含量,铸造出强度及硬度较髙的可锻铸铁,同时降低生产成本,特别适合铸造齿轮。
一种齿轮钢及其制备方法.pdf
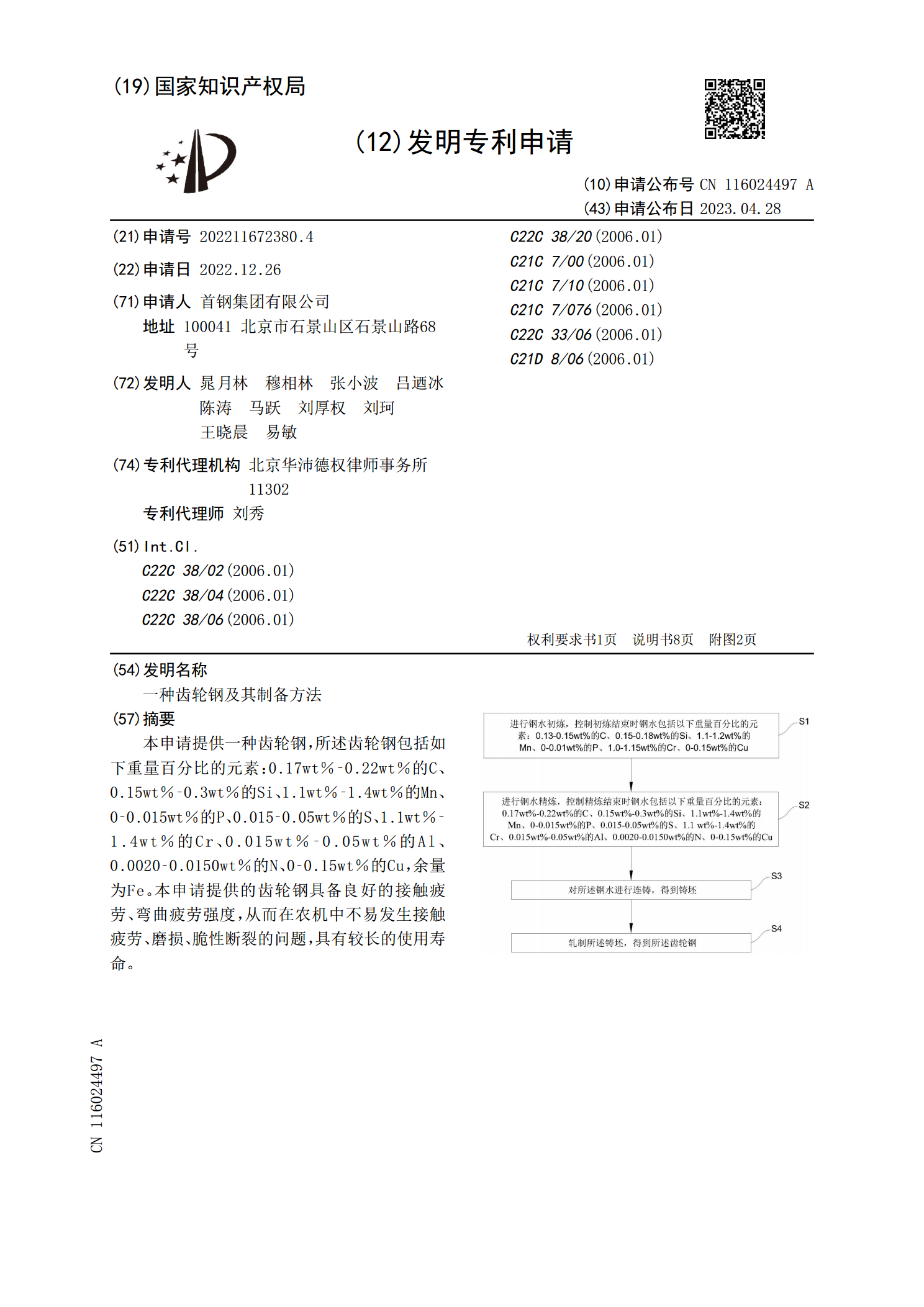
本申请提供一种齿轮钢,所述齿轮钢包括如下重量百分比的元素:0.17wt%‑0.22wt%的C、0.15wt%‑0.3wt%的Si、1.1wt%‑1.4wt%的Mn、0‑0.015wt%的P、0.015‑0.05wt%的S、1.1wt%‑1.4wt%的Cr、0.015wt%‑0.05wt%的Al、0.0020‑0.0150wt%的N、0‑0.15wt%的Cu,余量为Fe。本申请提供的齿轮钢具备良好的接触疲劳、弯曲疲劳强度,从而在农机中不易发生接触疲劳、磨损、脆性断裂的问题,具有较长的使用寿命。
一种螺旋齿轮及其制备方法.pdf
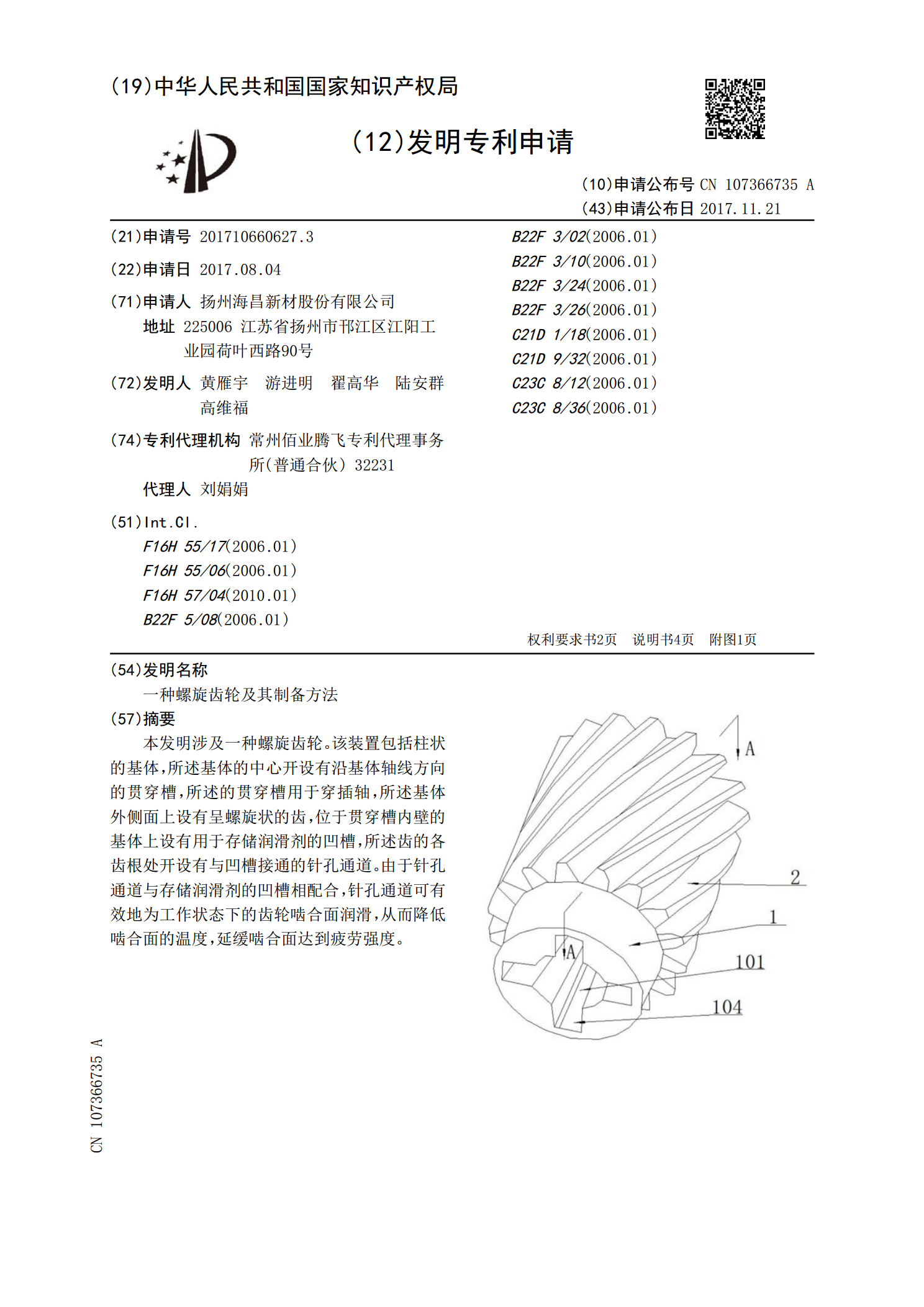
本发明涉及一种螺旋齿轮。该装置包括柱状的基体,所述基体的中心开设有沿基体轴线方向的贯穿槽,所述的贯穿槽用于穿插轴,所述基体外侧面上设有呈螺旋状的齿,位于贯穿槽内壁的基体上设有用于存储润滑剂的凹槽,所述齿的各齿根处开设有与凹槽接通的针孔通道。由于针孔通道与存储润滑剂的凹槽相配合,针孔通道可有效地为工作状态下的齿轮啮合面润滑,从而降低啮合面的温度,延缓啮合面达到疲劳强度。