
一种可控介质冷冲压成形工艺方法及其模具结构.pdf

努力****骞北

1/10
2/10
3/10
4/10
5/10
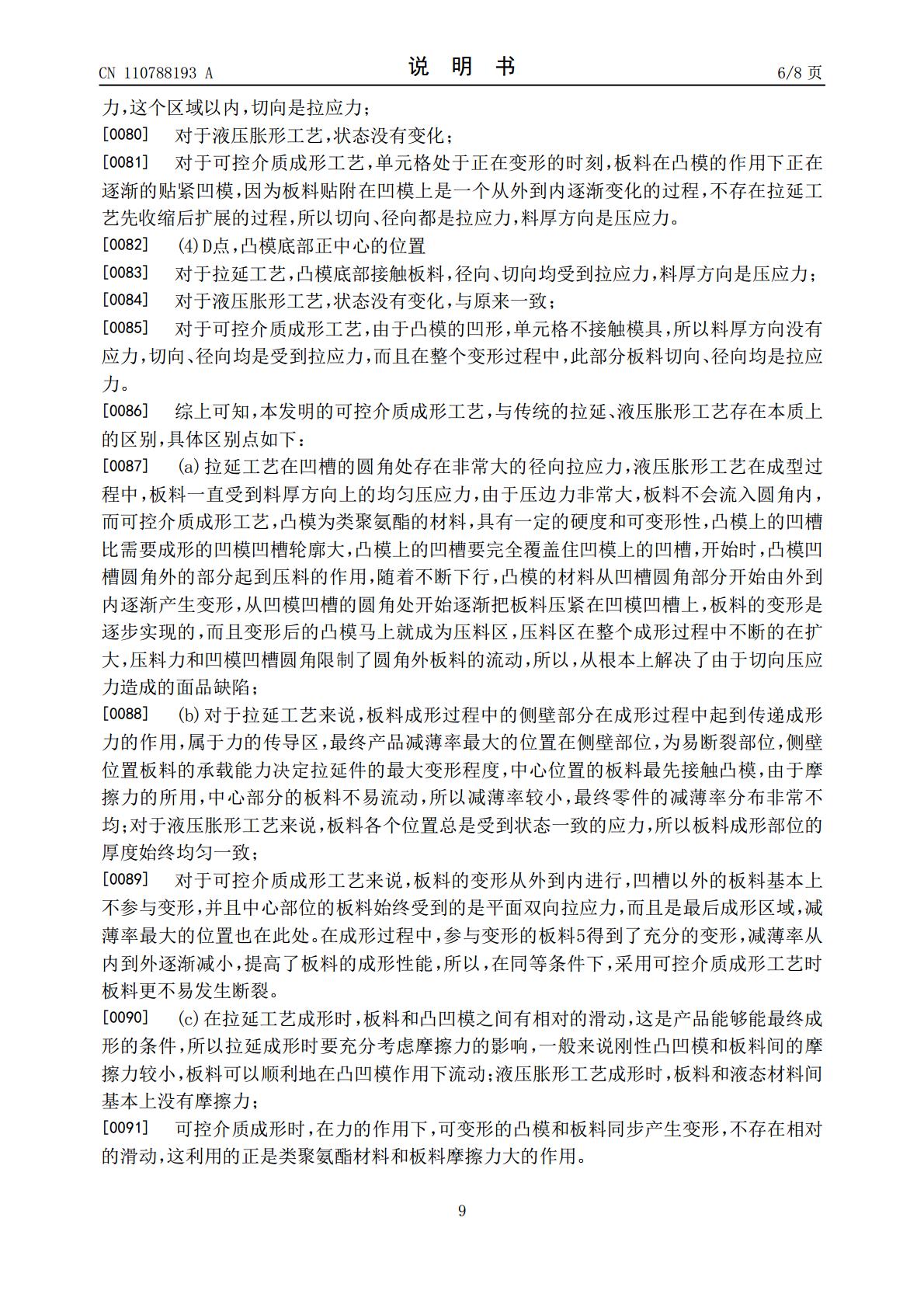
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种可控介质冷冲压成形工艺方法及其模具结构.pdf
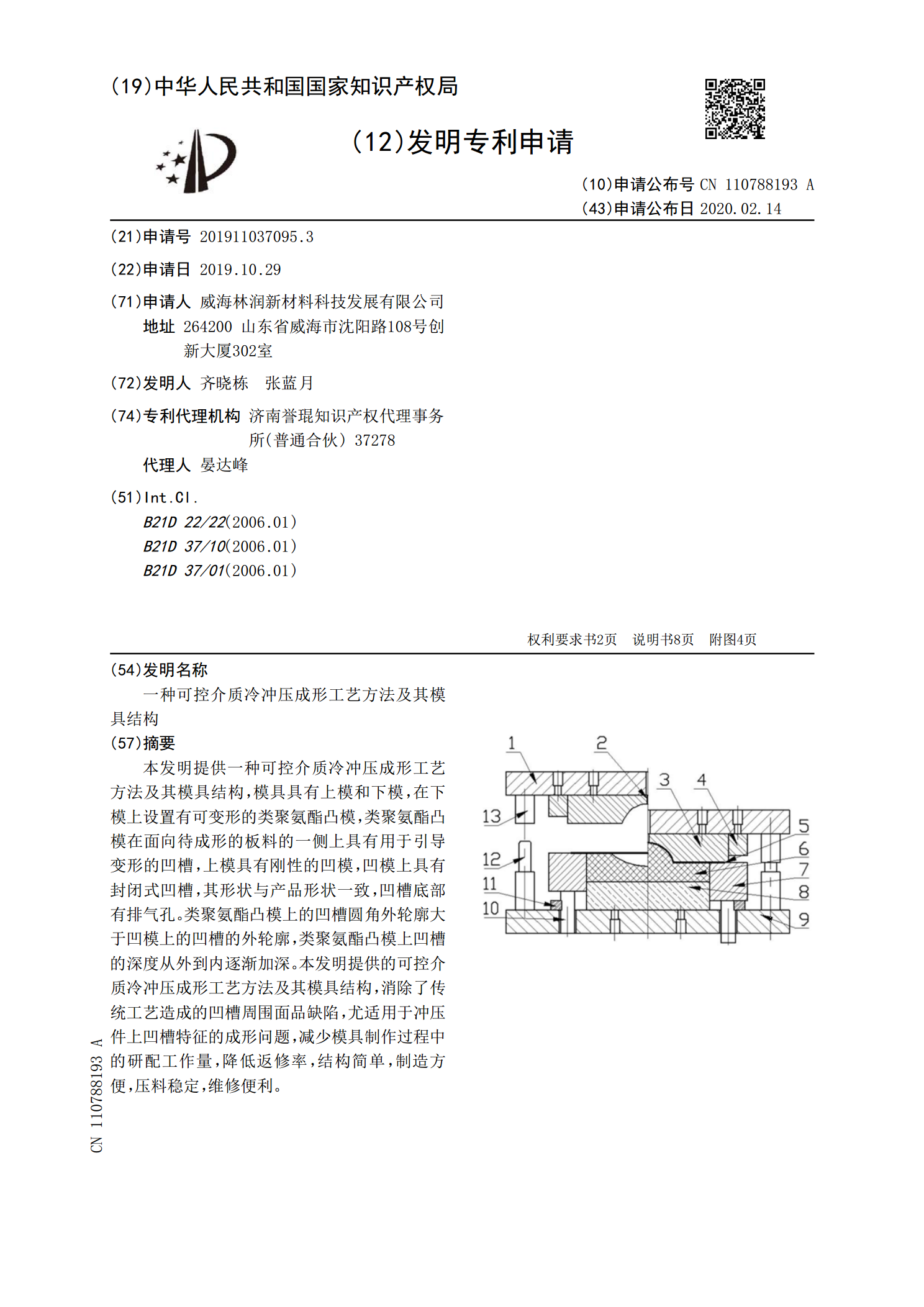
本发明提供一种可控介质冷冲压成形工艺方法及其模具结构,模具具有上模和下模,在下模上设置有可变形的类聚氨酯凸模,类聚氨酯凸模在面向待成形的板料的一侧上具有用于引导变形的凹槽,上模具有刚性的凹模,凹模上具有封闭式凹槽,其形状与产品形状一致,凹槽底部有排气孔。类聚氨酯凸模上的凹槽圆角外轮廓大于凹模上的凹槽的外轮廓,类聚氨酯凸模上凹槽的深度从外到内逐渐加深。本发明提供的可控介质冷冲压成形工艺方法及其模具结构,消除了传统工艺造成的凹槽周围面品缺陷,尤适用于冲压件上凹槽特征的成形问题,减少模具制作过程中的研配工作量,

冷冲压工艺与模具设计--成形工艺与模具设计PPT课件.ppt
冷冲压工艺与模具设计--成形工艺与模具设计概述成形:用不同性质的局部变形来改变毛坯或半成品形状和尺寸的冲压工序。伸长类成形:如胀形和内缘翻边,受拉应力而产生伸长变形,易被拉裂而破坏;压缩类成形:如缩口和外缘翻边,受压应力而产生压缩变形,易起皱而破坏。5.1胀形学习目标:能够掌握胀形的概念、成形特点及分类,掌握胀形模的结构及工作原理。教学要求:掌握常见胀形模的工作过程,能够根据模具设计手册,进行胀形模的设计。胀形:利用模具使坯料局部塑性变形,材料变薄,表面积增大的冲压方法。5.1.1胀形成形的特点和分类外部

一种汽车扭梁低压成形工艺及其成形模具.pdf
本发明公开了一种用于成形汽车扭梁的内高压模具及其成形工艺,它是通过预先对管件内部注水加压,在低内压的情况下对管件进行预成形,可以保证在预成形过程中,合模的压力与管件的内压能形成一个动平衡,使得管壁在被压制的过程中内部具有支撑力,从而确保了管件的圆度,防止管件被压瘪。

冷冲压成形工艺概论.doc
冷冲压成形工艺概论冷冲压是塑性加工的基本方法之一,它是利用安装在压力机上的模具,在室温下对板料施加压力使其变形或分离,从而获得具有一定形状、尺寸和精度的零件的一种压力加工方法。因为它主要用于加工板料零件,所以也称板料冲压。在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冷冲模在实现冷冲压加工中是必不可少的工艺装备,没有先进的模具技术,先进的冲压工艺就无法实现。1.1冷冲压加工的特点及在生产中的地位1.1.1冷冲压加工的特点1.能冲压出其它加工工

冷冲压工艺和模具结构007(1).pptx
冷冲压工艺和模具结构基础知识(结合实例)前言:随着国民经济持续高速发展市场对模具的需求量在不断的增长。近年来模具工业一直以15%的速度快速发展电子信息、汽车、家电、通信、船舶、轻工塑料等行业的产品制造80%都离不开模具。因此现在的模具技术已成为衡量一个国家制造业水平高低的重要标志。冲压可以有效地降低零件的重量节约大量金属降低生产成本被广泛应用在工业产品中。有些产品冲压件占零件总数的60%以上。因此在市场竞争不断加剧产品质量、成本和新产品开发能力不断提升的现代化工业生产中冲