
冷冲压工艺与模具设计--成形工艺与模具设计PPT课件.ppt

lj****88


1/10

2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共53页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冷冲压工艺与模具设计--成形工艺与模具设计PPT课件.ppt
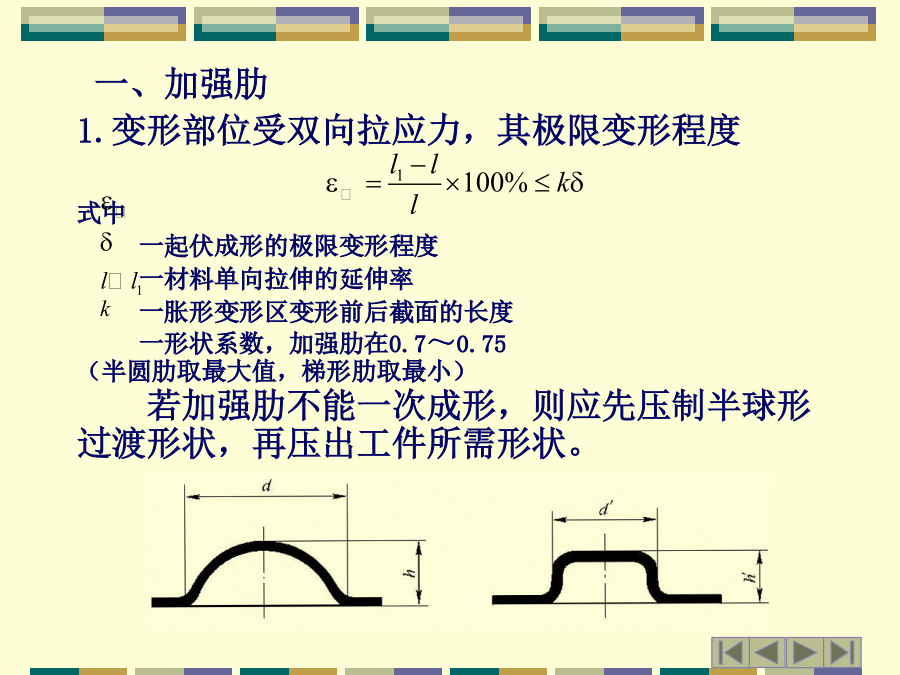
冷冲压工艺与模具设计--成形工艺与模具设计概述成形:用不同性质的局部变形来改变毛坯或半成品形状和尺寸的冲压工序。伸长类成形:如胀形和内缘翻边,受拉应力而产生伸长变形,易被拉裂而破坏;压缩类成形:如缩口和外缘翻边,受压应力而产生压缩变形,易起皱而破坏。5.1胀形学习目标:能够掌握胀形的概念、成形特点及分类,掌握胀形模的结构及工作原理。教学要求:掌握常见胀形模的工作过程,能够根据模具设计手册,进行胀形模的设计。胀形:利用模具使坯料局部塑性变形,材料变薄,表面积增大的冲压方法。5.1.1胀形成形的特点和分类外部

第五六章其他冷冲压成形工艺与模具设计PPT课件.ppt
第五、六章其它成形工艺与模具设计本章内容:第一节胀形第二节翻边第三节缩口第四节校形与整形第五节旋压第五、六章其它成形工艺与模具设计重点及难点:胀形工序的变形特点、工艺计算和模具结构特点第一节胀形第一节胀形第一节胀形3.平板毛坯胀形力的计算3.平板毛坯胀形力的计算二、空心毛坯的胀形空心毛坯的胀形:是将空心工序件或管状毛坯沿径向往外扩张的冲压工序,如壶嘴、皮带轮、波纹管、各种接头等。1.空心毛坯胀形的变形程度当胀形件全长都参与胀形时,如图6-4a)所示的凸肚形件,则胀形前工序件的直径应稍小于工件小端直径并可利

第五六章其他冷冲压成形工艺与模具设计PPT课件.ppt
第五、六章其它成形工艺与模具设计本章内容:第一节胀形第二节翻边第三节缩口第四节校形与整形第五节旋压第五、六章其它成形工艺与模具设计重点及难点:胀形工序的变形特点、工艺计算和模具结构特点第一节胀形第一节胀形第一节胀形3.平板毛坯胀形力的计算3.平板毛坯胀形力的计算二、空心毛坯的胀形空心毛坯的胀形:是将空心工序件或管状毛坯沿径向往外扩张的冲压工序,如壶嘴、皮带轮、波纹管、各种接头等。1.空心毛坯胀形的变形程度当胀形件全长都参与胀形时,如图6-4a)所示的凸肚形件,则胀形前工序件的直径应稍小于工件小端直径并可利

冷冲压工艺与模具设计课件.pptx
本模块内容:冷冲压方案内容一确定冷冲压工艺;二根据冷冲压工艺进行模具结构设计。1.冲压件的图纸和技术条件完整;2.原材料的尺寸规格、机械性能和工艺性能;3.零件生产的批量(大量、大批或小批)及定型情况;4.供选用的冲压设备的型号、规格、主要技术参数以及使用说明书;5.模具制造的条件和技术水平;6.各种技术标准、设计手册等技术资料。汽车前大灯外壳三变形趋向性及控制(2)变形趋向性2.变形趋向性控制四工序性质及数量确定直接翻边成形一次拉深成形:采用落料并冲Ф11孔、拉深、冲Ф23孔的工

冷冲压工艺与模具设计课件.pptx
本模块(mókuài)内容:冷冲压方案内容一,确定(quèdìng)冷冲压工艺;二,根据冷冲压工艺进行模具结构设计。1.冲压件的图纸和技术条件完整;2.原材料的尺寸规格、机械性能和工艺性能;3.零件生产的批量(pīliànɡ)(大量、大批或小批)及定型情况;4.供选用的冲压设备的型号、规格、主要技术参数以及使用说明书;5.模具制造的条件和技术水平;6.各种技术标准、设计手册等技术资料。汽车(qìchē)前大灯外壳三变形(biànxíng)趋向性及控制(2)变形(biànxíng)趋向性2.变形(biànx