
冷冲压成形工艺概论.doc

kp****93


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冷冲压成形工艺概论.doc
冷冲压成形工艺概论冷冲压是塑性加工的基本方法之一,它是利用安装在压力机上的模具,在室温下对板料施加压力使其变形或分离,从而获得具有一定形状、尺寸和精度的零件的一种压力加工方法。因为它主要用于加工板料零件,所以也称板料冲压。在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冷冲模在实现冷冲压加工中是必不可少的工艺装备,没有先进的模具技术,先进的冲压工艺就无法实现。1.1冷冲压加工的特点及在生产中的地位1.1.1冷冲压加工的特点1.能冲压出其它加工工

冷冲压工艺与模具设计--成形工艺与模具设计PPT课件.ppt
冷冲压工艺与模具设计--成形工艺与模具设计概述成形:用不同性质的局部变形来改变毛坯或半成品形状和尺寸的冲压工序。伸长类成形:如胀形和内缘翻边,受拉应力而产生伸长变形,易被拉裂而破坏;压缩类成形:如缩口和外缘翻边,受压应力而产生压缩变形,易起皱而破坏。5.1胀形学习目标:能够掌握胀形的概念、成形特点及分类,掌握胀形模的结构及工作原理。教学要求:掌握常见胀形模的工作过程,能够根据模具设计手册,进行胀形模的设计。胀形:利用模具使坯料局部塑性变形,材料变薄,表面积增大的冲压方法。5.1.1胀形成形的特点和分类外部

变速杆加强板冷冲压成形工艺的设计与分析.docx
变速杆加强板冷冲压成形工艺的设计与分析随着汽车工业的不断发展,汽车的性能和安全性要求也越来越高。在汽车中,变速器是一个非常重要的部件,它的性能和质量很大程度上影响着整个汽车的性能。因此,变速杆加强板的制造工艺和质量非常关键。本文将介绍变速杆加强板冷冲压成形工艺的设计和分析。一、变速杆加强板的设计变速杆加强板是指用于支撑变速杆的金属部件。它位于变速器内部,承受着变速杆的作用力并将其传递到其他部件。因此,变速杆加强板需要具备足够的强度和刚度,以确保变速杆和变速器的正常运作。一般情况下,变速杆加强板的制造材料为
《冷冲压概论》.ppt
第一章冷冲压概论1.1冷冲压基本工序及模具1.冲压工序分离工序:指冲压过程中使冲压件与板料沿一定的轮廓相互分离的工序。基本工序:冲孔、落料、切断、切口、切边、剖切、整修等。塑性成形工序:指材料在不破裂的条件下产生塑性变形,从而获得一定形状、尺寸和精度要求的零件。基本工序:弯曲、拉深、成形、冷挤压等。2.模具1)单工序模:在冲压的一次行程过程中,只能完成一个冲压工序的模具。2)级进模:在冲压的一次行程过程中,在不同的工位上同时完成两道或两道以上冲压工序的模具。电机转子多工位级进模3)复合模:在冲压的一次行程
一种可控介质冷冲压成形工艺方法及其模具结构.pdf
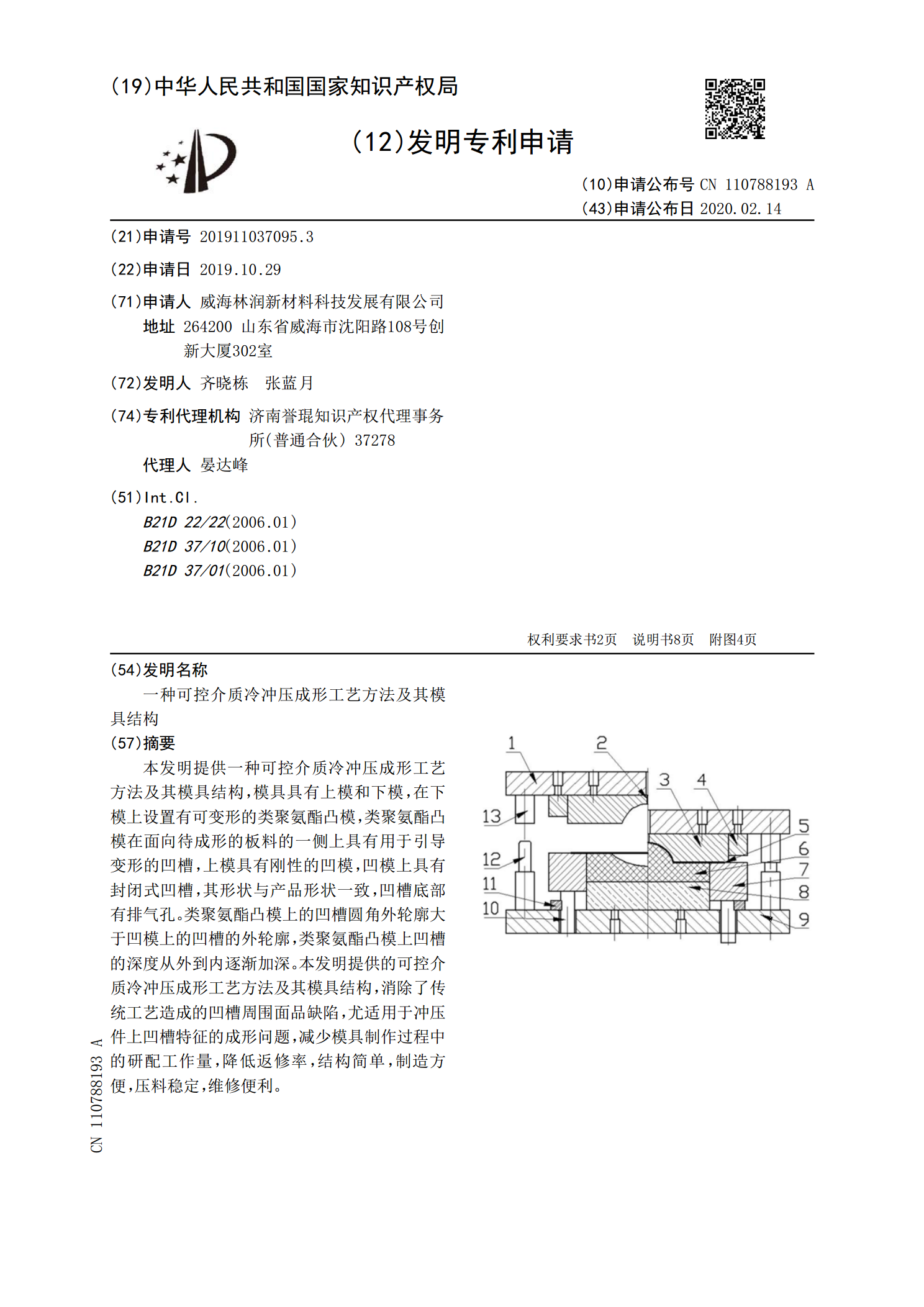
本发明提供一种可控介质冷冲压成形工艺方法及其模具结构,模具具有上模和下模,在下模上设置有可变形的类聚氨酯凸模,类聚氨酯凸模在面向待成形的板料的一侧上具有用于引导变形的凹槽,上模具有刚性的凹模,凹模上具有封闭式凹槽,其形状与产品形状一致,凹槽底部有排气孔。类聚氨酯凸模上的凹槽圆角外轮廓大于凹模上的凹槽的外轮廓,类聚氨酯凸模上凹槽的深度从外到内逐渐加深。本发明提供的可控介质冷冲压成形工艺方法及其模具结构,消除了传统工艺造成的凹槽周围面品缺陷,尤适用于冲压件上凹槽特征的成形问题,减少模具制作过程中的研配工作量,