
一种船舶艉总段端面船台加工装置及方法.pdf

书生****ma


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种船舶艉总段端面船台加工装置及方法.pdf
本发明提出的是一种船舶艉总段端面船台加工装置及方法。在支撑板上安装有电机及减速器,电机及减速器的伸出轴端探出支撑板连接有主动齿轮,主动齿轮拟合套装在镗杆上的从动齿轮,镗杆悬挂固定在支撑板下部,从动齿轮与衬套通过推力球轴承套装在镗杆上,从动齿轮与衬套之间通过销钉联接形成一体,在衬套的外部连接有摇臂,摇臂上设有水平运动的走刀总成和垂直运动的进刀总成,进刀总成上设有装夹刀具的刀架,在镗杆的下部套装有穿入在艉轴孔内的支撑座。本发明采用镗杆、支撑顶丝及支撑座,保证艉密封装置安装面与轴中心线垂直,把端面加工完成,使得
一种用于倾斜船台的总段移动、建造方法及其移动装置.pdf
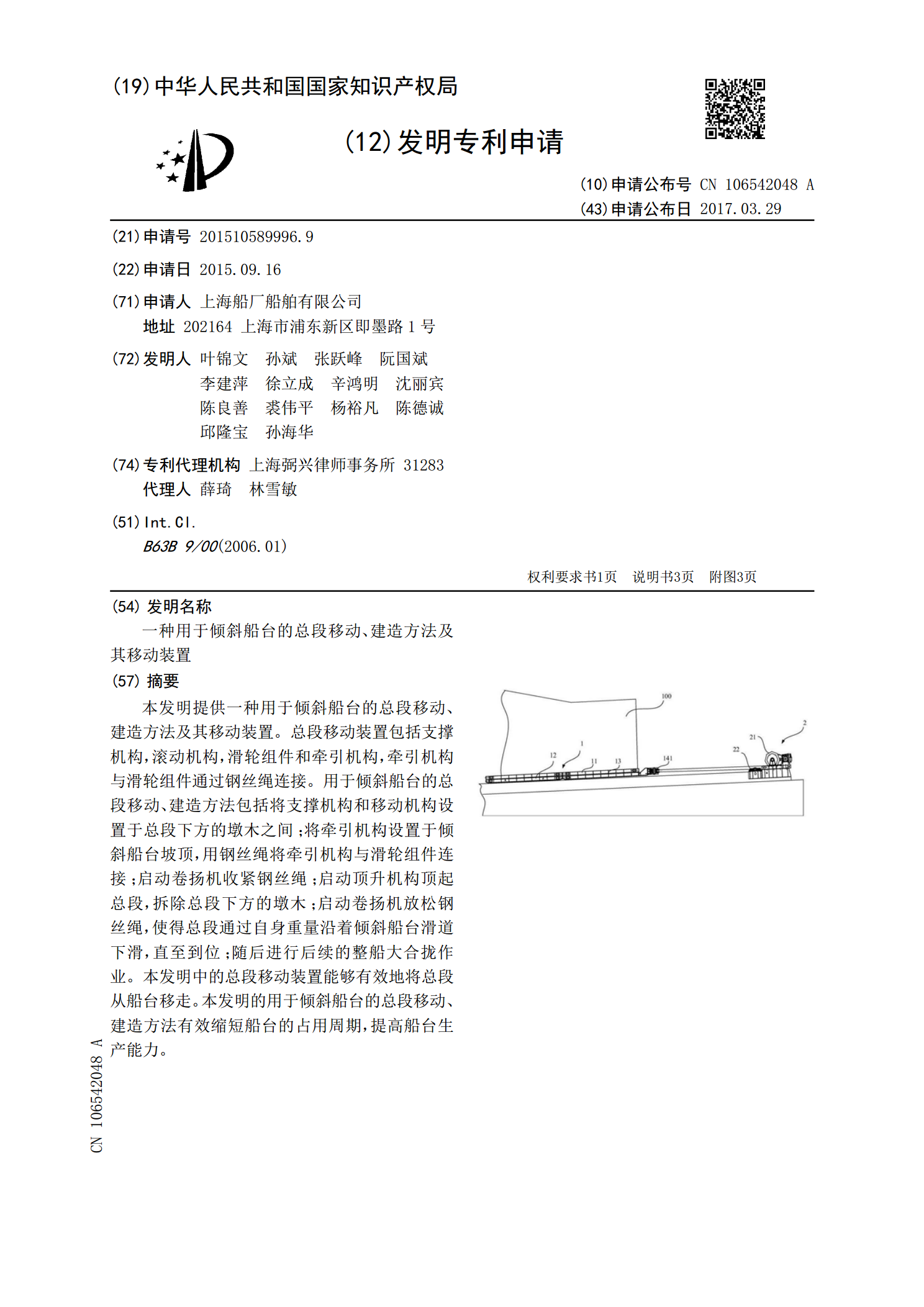
本发明提供一种用于倾斜船台的总段移动、建造方法及其移动装置。总段移动装置包括支撑机构,滚动机构,滑轮组件和牵引机构,牵引机构与滑轮组件通过钢丝绳连接。用于倾斜船台的总段移动、建造方法包括将支撑机构和移动机构设置于总段下方的墩木之间;将牵引机构设置于倾斜船台坡顶,用钢丝绳将牵引机构与滑轮组件连接;启动卷扬机收紧钢丝绳;启动顶升机构顶起总段,拆除总段下方的墩木;启动卷扬机放松钢丝绳,使得总段通过自身重量沿着倾斜船台滑道下滑,直至到位;随后进行后续的整船大合拢作业。本发明中的总段移动装置能够有效地将总段从船台移

一种船舶艉轴盘轴装置的制作方法.pdf
本发明公开了一种船舶艉轴盘轴装置的制作方法,包括以下步骤:步骤一、根据艉轴计算大齿轮、小齿轮的尺寸、减速电机的功率、大齿轮与小齿轮的安装参数,根据艉轴上螺旋桨的形状制作与螺旋桨相匹配的安装支架;步骤二、按照步骤一中的计算结果选取大齿轮、小齿轮及减速电机,将艉轴上螺旋桨与安装支架固定,将减速电机与小齿轮的组装件放置于所述安装基座上,通过安装基座调整小齿轮与大齿轮之间的形位,使得所述小齿轮与所述大齿轮的安装位置符合所述步骤一中的安装参数。本发明装置结构简单,在船舶上未设置盘轴装置或盘轴装置尚无法使用的情况时,

玻璃基板的端面加工装置及端面加工方法.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN1868671A(43)申请公布日2006.11.29(21)申请号CN200610074390.2(22)申请日2006.04.14(71)申请人日本电气硝子株式会社地址日本国滋贺县(72)发明人西村直树奥村弘和(74)专利代理机构中科专利商标代理有限责任公司代理人刘建(51)Int.CIB24B9/10B24B7/17B24B7/26权利要求说明书说明书幅图(54)发明名称玻璃基板的端面加工装置及端面加工方法(57)摘要一

一种船舶艉轴密封检验装置.pdf
船舶艉轴密封包括与密封腔体连通的连接口。本发明包括三通体、真空压力表、截止阀、抽真空装置。三通体的第一接口、第二接口、第三接口分别与连接口、真空压力表、截止阀连通;抽真空装置包括扩散器、扩散器壳体、喷嘴、空气压缩机;扩散器设置有内圆柱通道,其一端设置有第一锥形扩口;扩散器壳体包括纵截面大于第一锥形扩口的端面的腔体,且在腔体的两端及中部分别设置有第一开口、第二开口、第三开口;第一开口与第一锥形扩口的一端密封连接且第一锥形扩口的端面位于腔体内;第三开口与截止阀连通;喷嘴包括同轴的锥体部及圆柱体部,设置内通道;