
一种超薄型软磁铁氧体磁芯制备工艺.pdf

永梅****33

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超薄型软磁铁氧体磁芯制备工艺.pdf
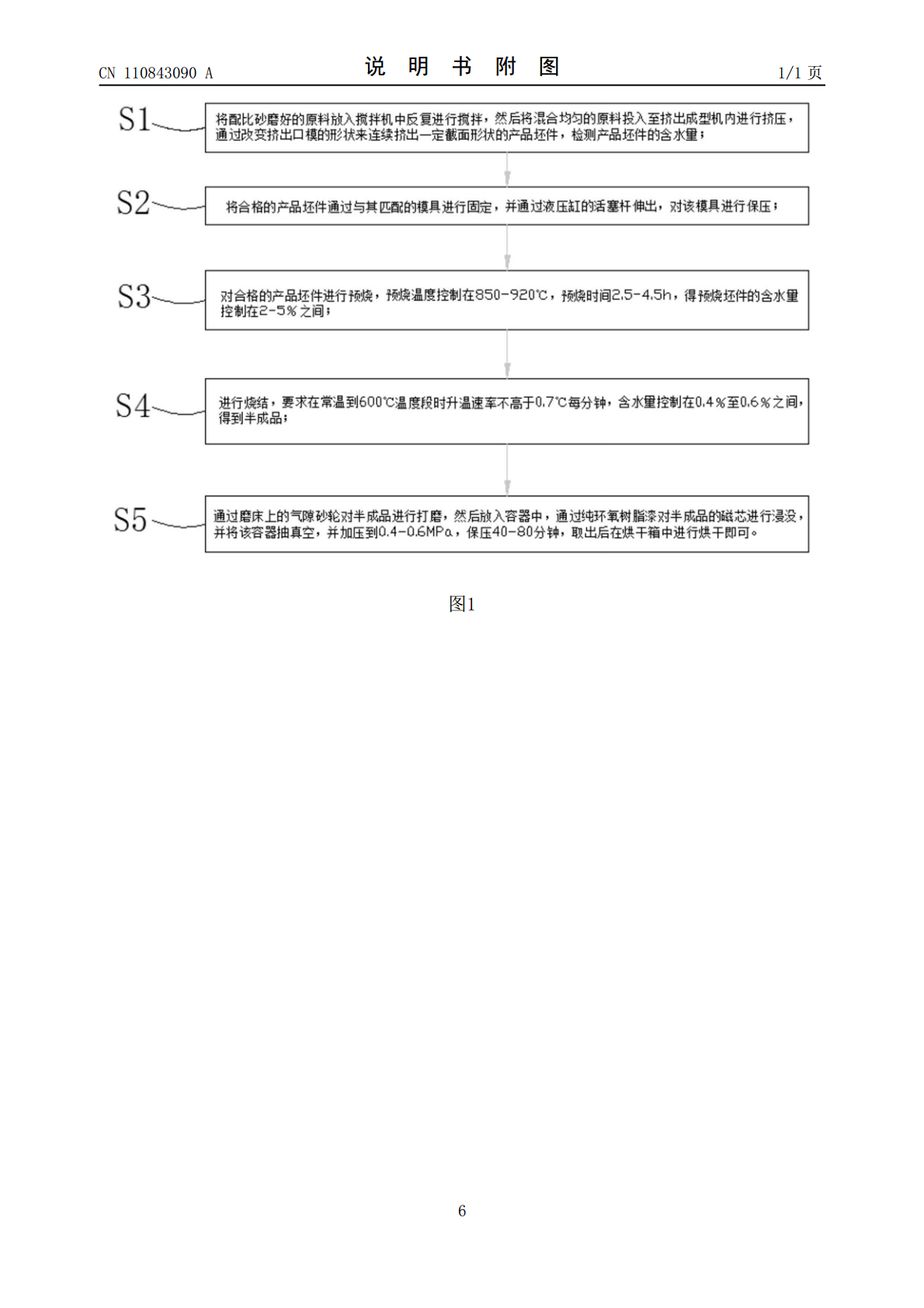
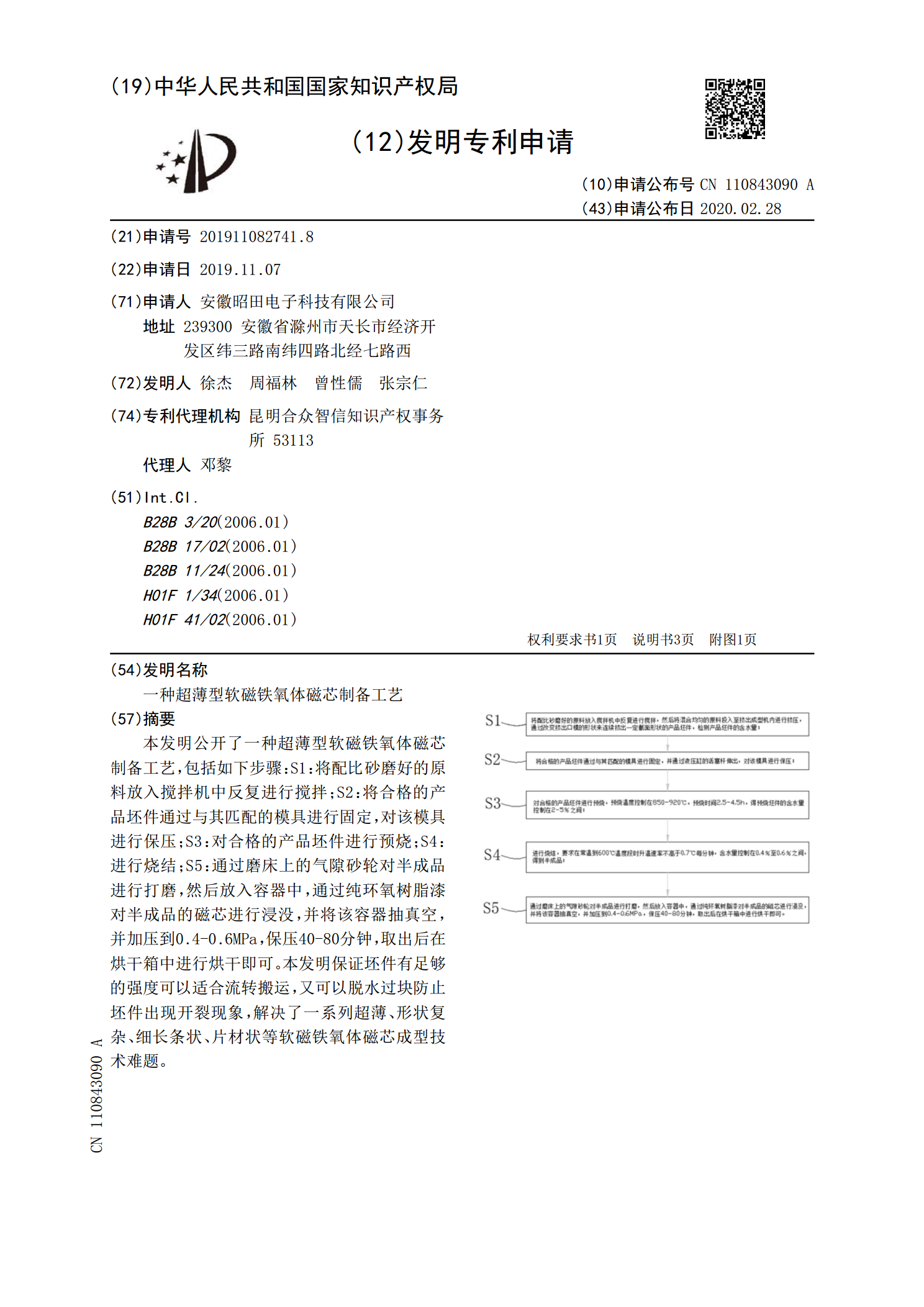
本发明公开了一种超薄型软磁铁氧体磁芯制备工艺,包括如下步骤:S1:将配比砂磨好的原料放入搅拌机中反复进行搅拌;S2:将合格的产品坯件通过与其匹配的模具进行固定,对该模具进行保压;S3:对合格的产品坯件进行预烧;S4:进行烧结;S5:通过磨床上的气隙砂轮对半成品进行打磨,然后放入容器中,通过纯环氧树脂漆对半成品的磁芯进行浸没,并将该容器抽真空,并加压到0.4‑0.6MPa,保压40‑80分钟,取出后在烘干箱中进行烘干即可。本发明保证坯件有足够的强度可以适合流转搬运,又可以脱水过块防止坯件出现开裂现象,解决了

软磁铁氧体磁芯的磨削工艺.pdf
本发明提供一种软磁铁氧体磁芯的磨削工艺,主要是提供一具有传输带、吸磁盘、及砂轮之磨床设备,其中,所述传输带采用厚度为0.3mm的不锈钢带;调节所述吸磁盘的平整度,将其平整度误差范围设置在0.005mm之内;调节所述砂轮的平整度,将其平整度误差范围设置在0.02mm之内,即有效解决了现有磨削工艺精度差的问题,提高了产品质量,大大节约了设备成本的支出,从而提升了企业的竞争力。
一种软磁铁氧体偏心磁芯元件的制备方法.pdf
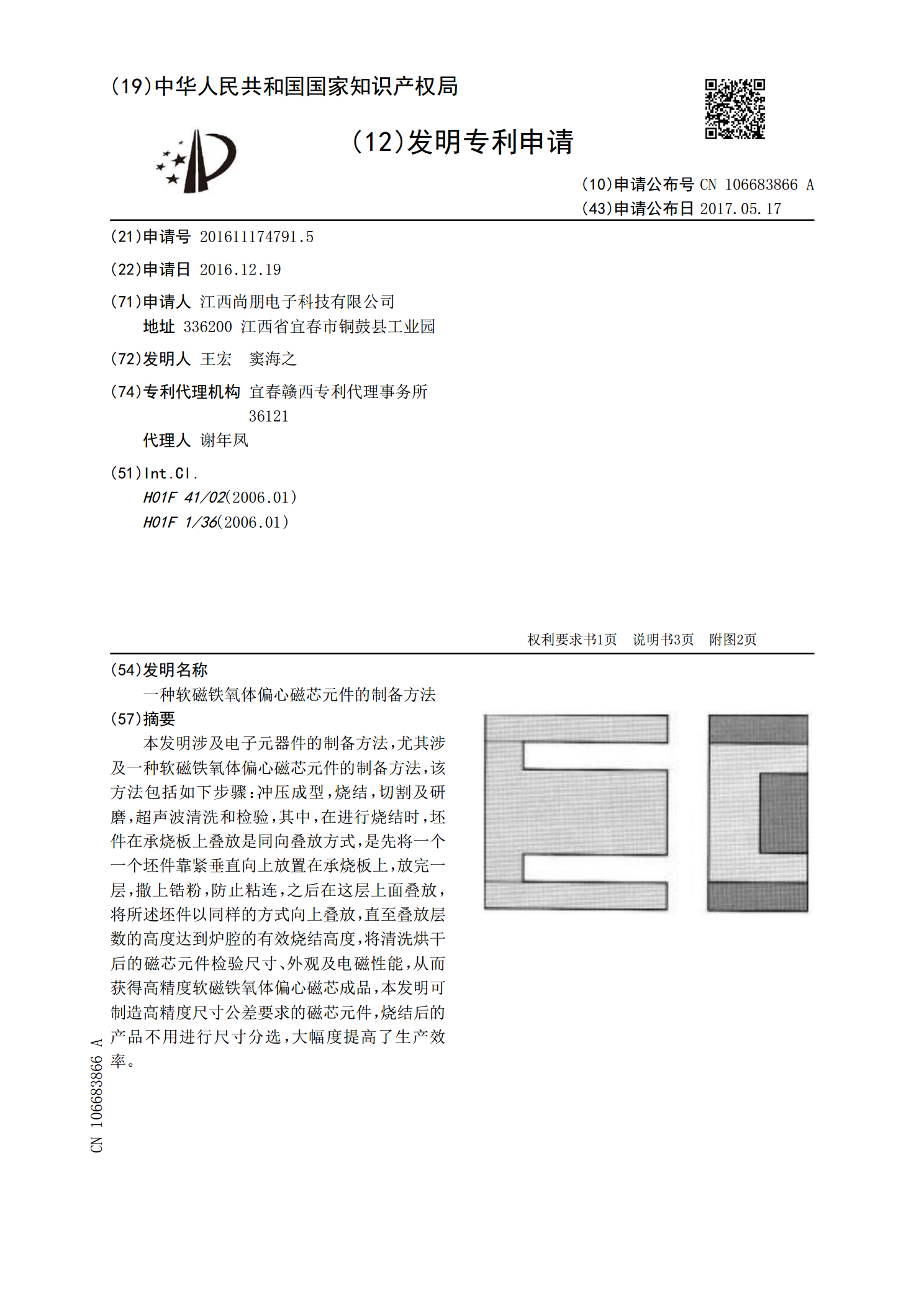
本发明涉及电子元器件的制备方法,尤其涉及一种软磁铁氧体偏心磁芯元件的制备方法,该方法包括如下步骤:冲压成型,烧结,切割及研磨,超声波清洗和检验,其中,在进行烧结时,坯件在承烧板上叠放是同向叠放方式,是先将一个一个坯件靠紧垂直向上放置在承烧板上,放完一层,撒上锆粉,防止粘连,之后在这层上面叠放,将所述坯件以同样的方式向上叠放,直至叠放层数的高度达到炉腔的有效烧结高度,将清洗烘干后的磁芯元件检验尺寸、外观及电磁性能,从而获得高精度软磁铁氧体偏心磁芯成品,本发明可制造高精度尺寸公差要求的磁芯元件,烧结后的产品不
一种铁氧体磁芯的烧结工艺.pdf
本发明提供了一种铁氧体磁芯的烧结工艺,其特征在于,包括如下步骤:S1、层放:将放置有一层磁芯坯料的承烧板放置到层叠滚涂装置处,通过层叠滚涂装置将锆粉液均匀涂抹在磁芯坯料表面,再放置一层磁芯坯料,再进行涂抹,重复上述步骤,直至承烧板上达到所需层数的磁芯坯料;S2、转运:将步骤中S1的承烧板依次放入到物料车上;S3、烧结:通过烧结炉对磁芯坯料进行烧结;S4、后处理:将烧结后的铁氧体磁芯取出,拭去铁氧体磁芯表面的锆粉。

组合式软磁铁氧体磁芯.pdf
本发明公开了组合式软磁铁氧体磁芯,包括磁芯本体,所述磁芯本体顶部开有环形凹槽,底部开设有圆柱形的盲孔,所述环形凹槽的一内壁上开设有若干纵向的滑槽,所述滑槽的两端均为封闭结构,所述环形凹槽内插设有螺纹套筒,所述螺纹套筒的下方固定连接有滑动圈,所述滑动圈外侧固设有与滑槽配合的滑块,所述盲孔的内壁开设有与螺纹套筒配合的螺纹槽。方便快速、准确地进行两根磁芯本体之间的轴向定位,节省安装时间,并且安装稳定性将强,满足了车载天线的使用需求。