
一种基于机器视觉的焊缝打磨装置及其系统.pdf

是湛****21


1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于机器视觉的焊缝打磨装置及其系统.pdf
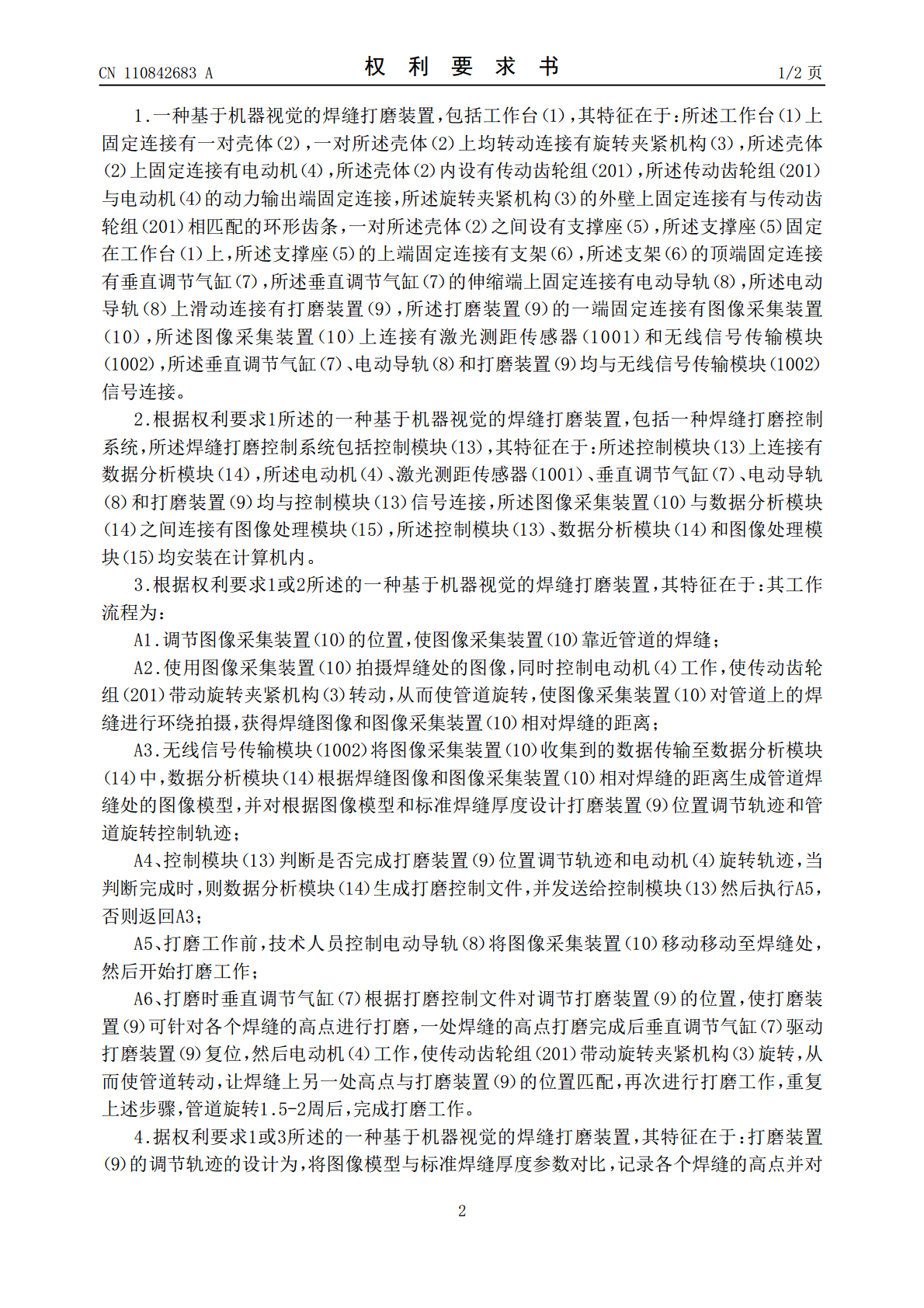
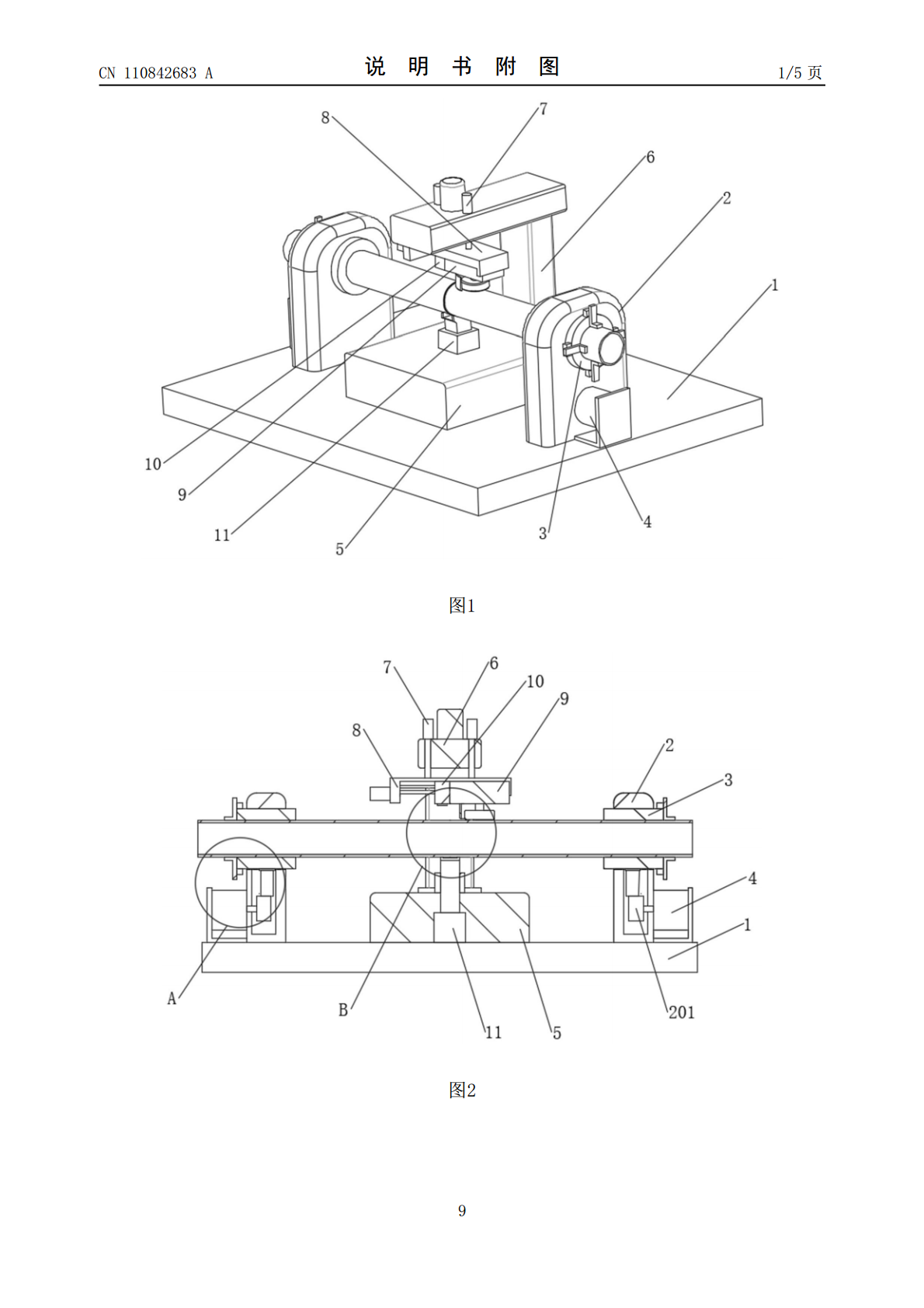
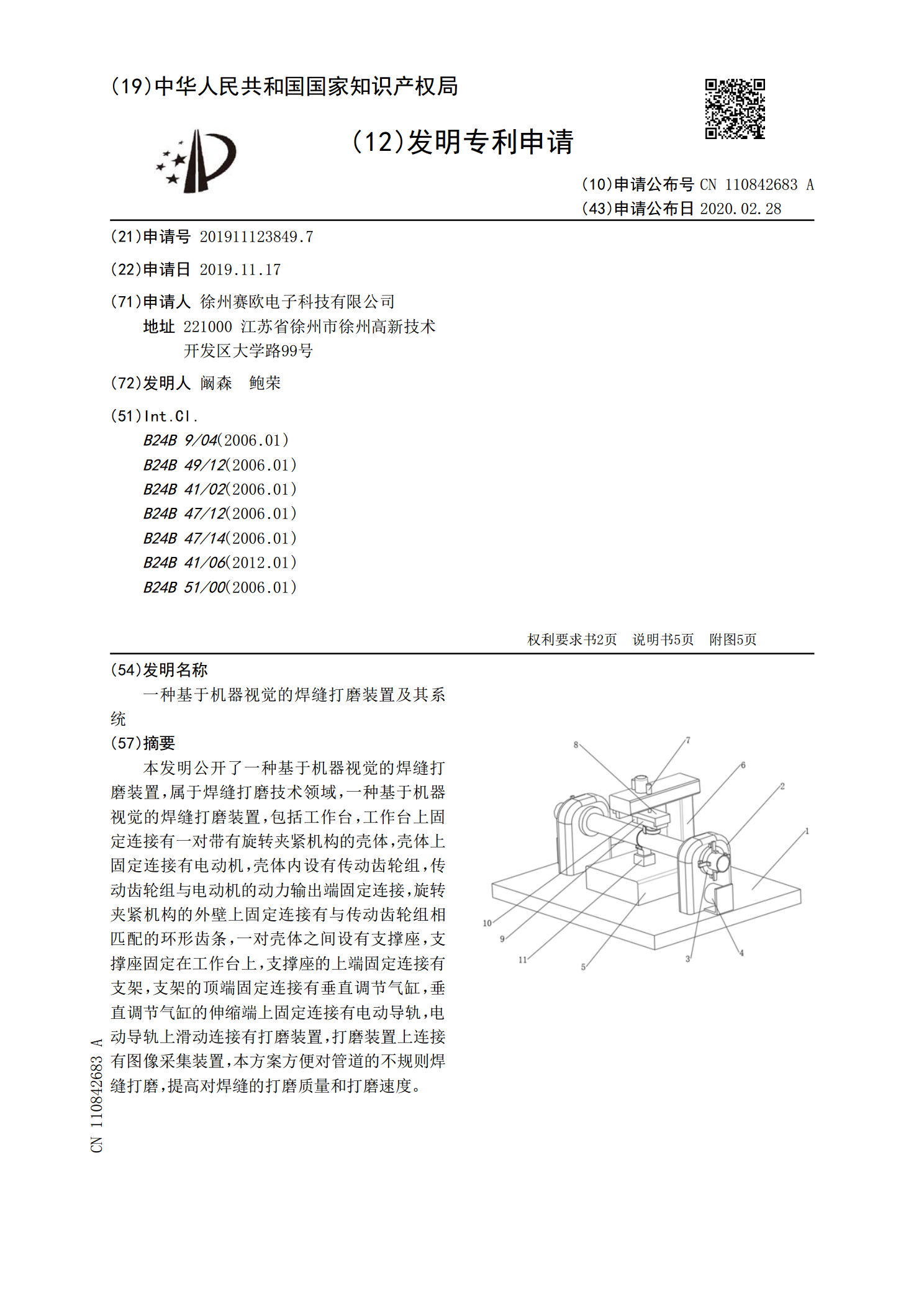
本发明公开了一种基于机器视觉的焊缝打磨装置,属于焊缝打磨技术领域,一种基于机器视觉的焊缝打磨装置,包括工作台,工作台上固定连接有一对带有旋转夹紧机构的壳体,壳体上固定连接有电动机,壳体内设有传动齿轮组,传动齿轮组与电动机的动力输出端固定连接,旋转夹紧机构的外壁上固定连接有与传动齿轮组相匹配的环形齿条,一对壳体之间设有支撑座,支撑座固定在工作台上,支撑座的上端固定连接有支架,支架的顶端固定连接有垂直调节气缸,垂直调节气缸的伸缩端上固定连接有电动导轨,电动导轨上滑动连接有打磨装置,打磨装置上连接有图像采集装置

一种基于机器视觉的焊缝轨迹自主寻位装置、系统及方法.pdf
本发明涉及一种基于机器视觉的焊缝轨迹自主寻位装置、系统及方法,其中一种基于机器视觉的焊缝轨迹自主寻位装置包括伸缩机构和焊缝寻位器,所述焊缝寻位器与焊接机器人的激光焊接头通过所述伸缩机构连接。本发明的所述焊缝寻位器通过所述伸缩机构相对于所述激光焊接头的坐标系,可在Z轴方向移动;同时所述焊缝寻位器内的测距传感器相对于所述激光焊接头的坐标系,可在X轴和Y轴方向移动,使所述测距传感器可以扫描采集所述激光焊接头的三维轮廓数据,解决了测距传感器扫描激光束在T形接头焊缝周围多重反射形成盲区问题,具备焊缝轨迹测量及焊缝轨

基于机器视觉的焊缝跟踪及CAM系统研究.docx
基于机器视觉的焊缝跟踪及CAM系统研究摘要本论文主要围绕基于机器视觉的焊缝跟踪及CAM系统展开研究。首先介绍了焊缝跟踪的背景和意义,然后阐述了机器视觉技术在焊接领域的应用。接着,介绍了机器视觉在焊缝跟踪中的关键技术,包括图像预处理、特征提取和分类算法等。然后,针对焊缝跟踪的实时性要求,提出了一种基于机器学习的快速焊缝跟踪算法,并进行了相关实验和性能评估。最后,介绍了基于跟踪结果的CAM系统,包括焊接参数的实时调整和焊缝质量的评估。实验结果表明,本系统在焊接过程中能够准确跟踪焊缝,并实时调整焊接参数以提高焊
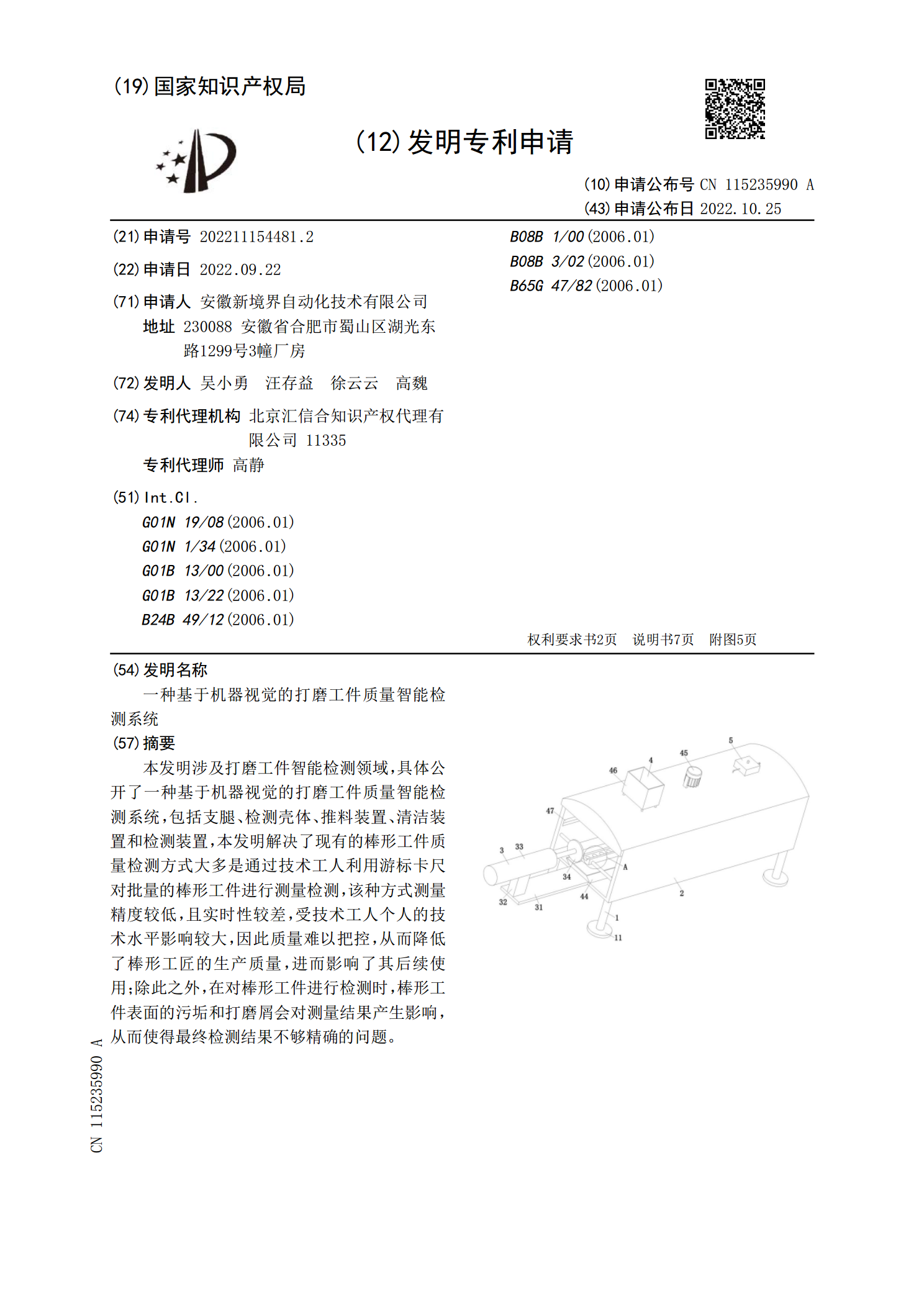
一种基于机器视觉的打磨工件质量智能检测系统.pdf
本发明涉及打磨工件智能检测领域,具体公开了一种基于机器视觉的打磨工件质量智能检测系统,包括支腿、检测壳体、推料装置、清洁装置和检测装置,本发明解决了现有的棒形工件质量检测方式大多是通过技术工人利用游标卡尺对批量的棒形工件进行测量检测,该种方式测量精度较低,且实时性较差,受技术工人个人的技术水平影响较大,因此质量难以把控,从而降低了棒形工匠的生产质量,进而影响了其后续使用;除此之外,在对棒形工件进行检测时,棒形工件表面的污垢和打磨屑会对测量结果产生影响,从而使得最终检测结果不够精确的问题。
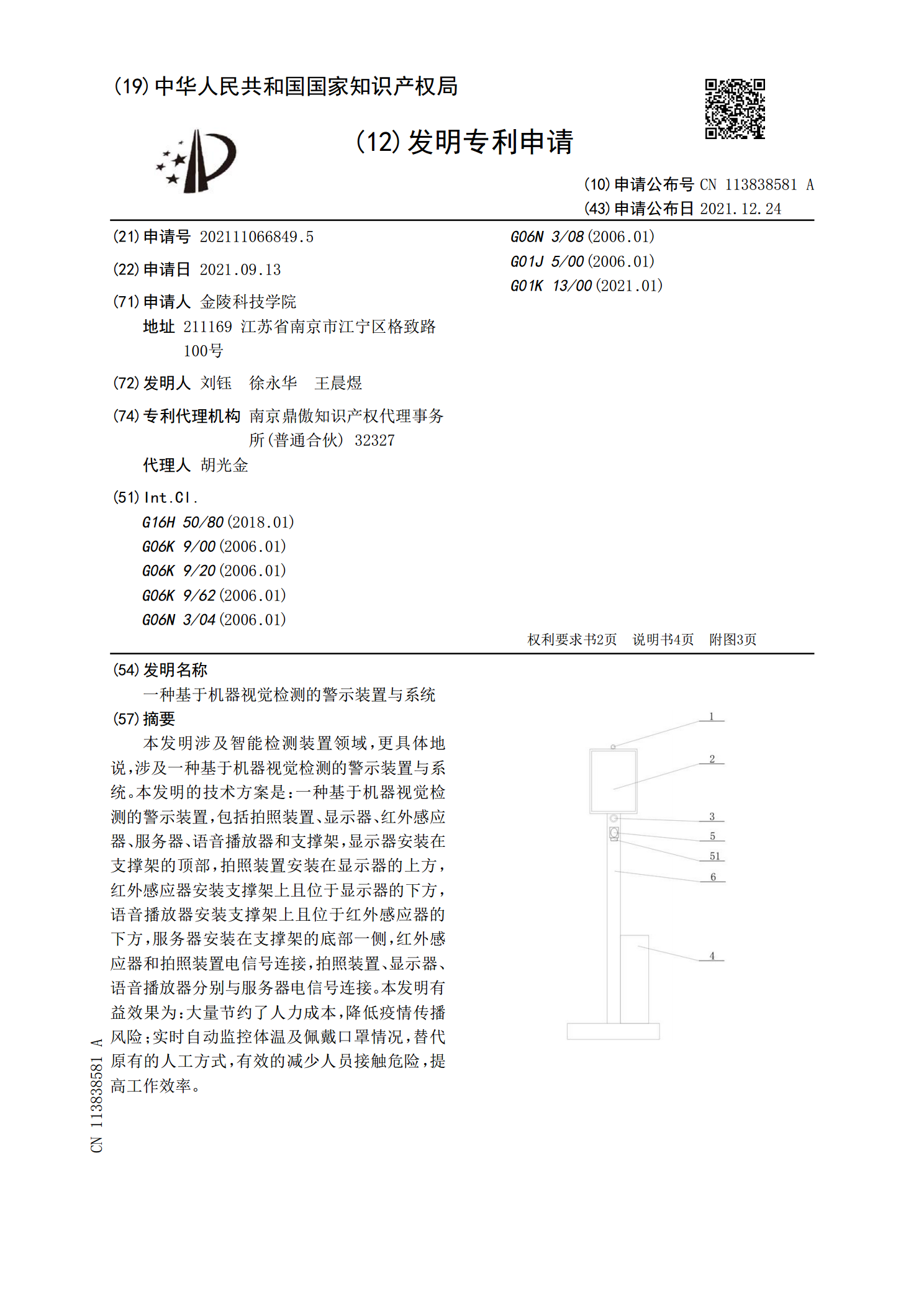
一种基于机器视觉检测的警示装置与系统.pdf
本发明涉及智能检测装置领域,更具体地说,涉及一种基于机器视觉检测的警示装置与系统。本发明的技术方案是:一种基于机器视觉检测的警示装置,包括拍照装置、显示器、红外感应器、服务器、语音播放器和支撑架,显示器安装在支撑架的顶部,拍照装置安装在显示器的上方,红外感应器安装支撑架上且位于显示器的下方,语音播放器安装支撑架上且位于红外感应器的下方,服务器安装在支撑架的底部一侧,红外感应器和拍照装置电信号连接,拍照装置、显示器、语音播放器分别与服务器电信号连接。本发明有益效果为:大量节约了人力成本,降低疫情传播风险;实