
一种复杂内流道结构精确成型方法.pdf

是你****元呀


1/7

2/7
3/7

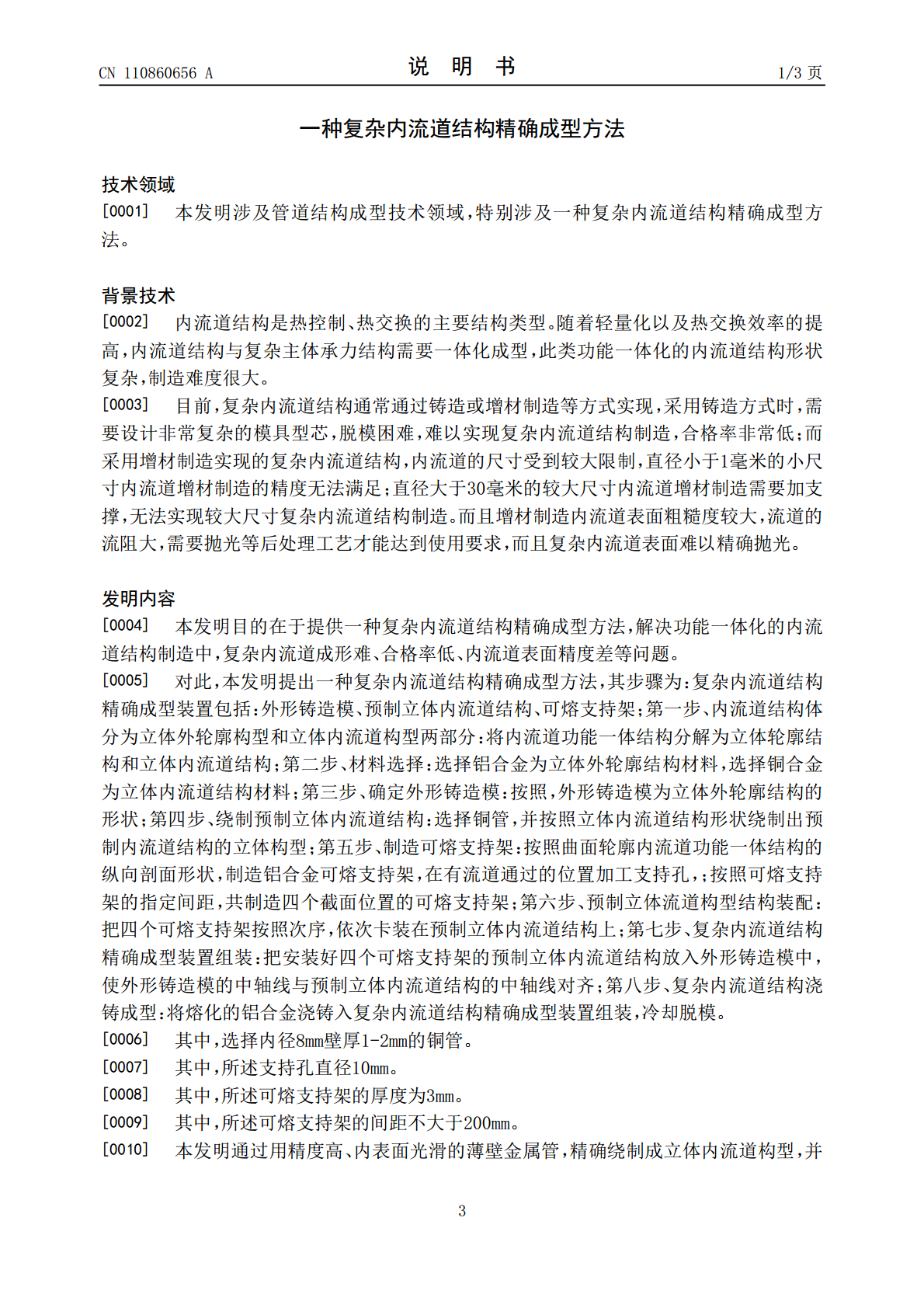
4/7

5/7

6/7
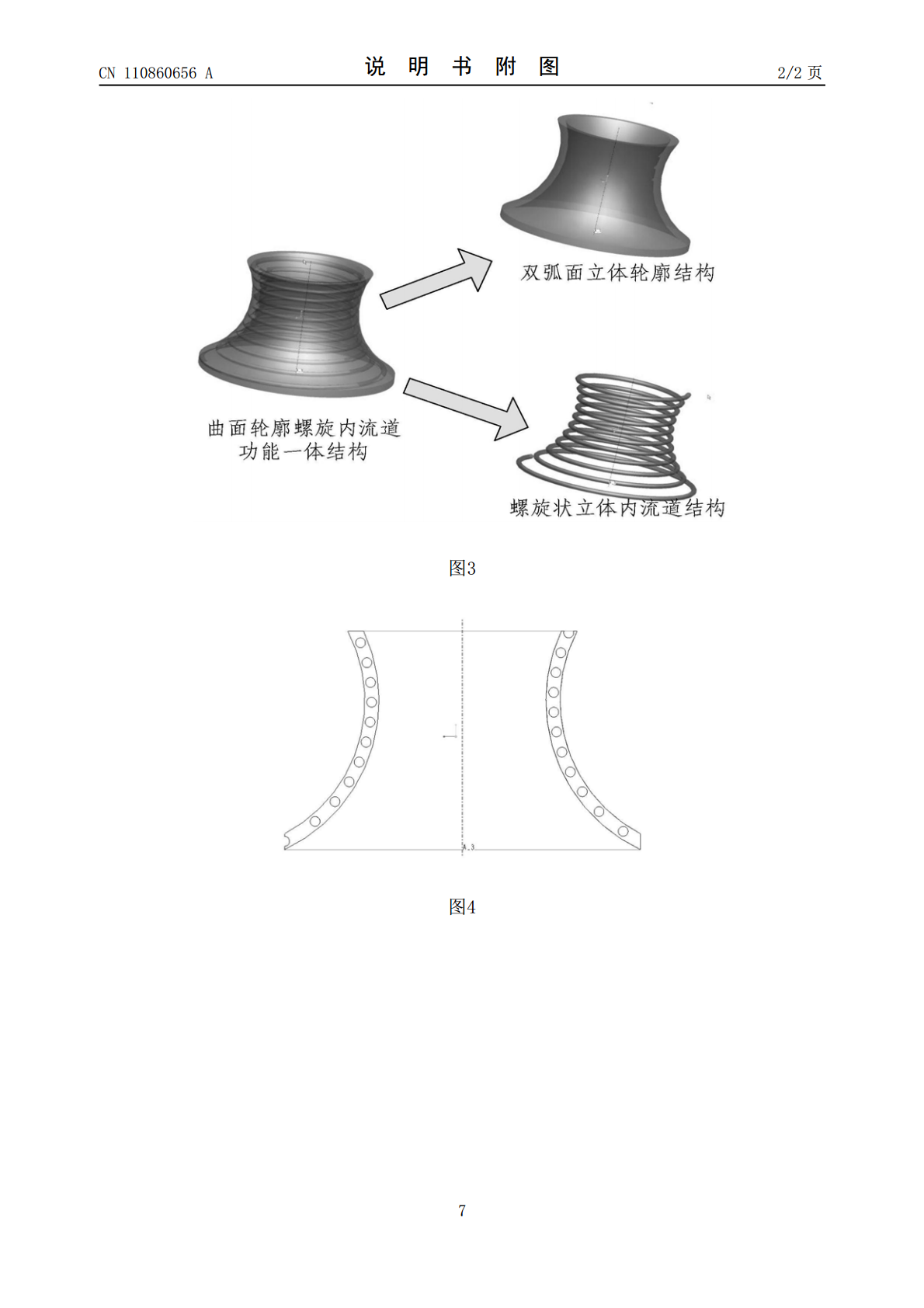
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种复杂内流道结构精确成型方法.pdf
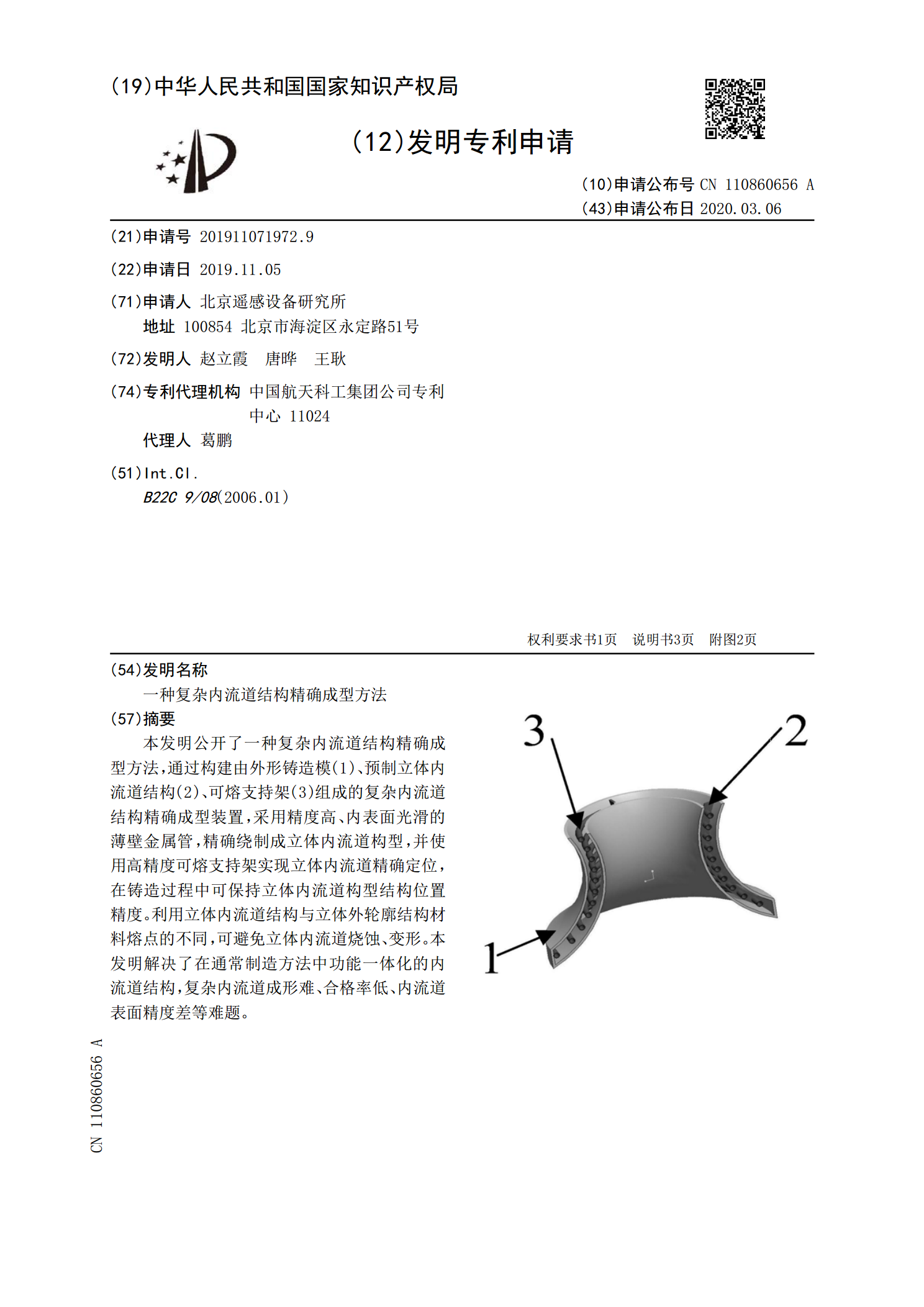
本发明公开了一种复杂内流道结构精确成型方法,通过构建由外形铸造模(1)、预制立体内流道结构(2)、可熔支持架(3)组成的复杂内流道结构精确成型装置,采用精度高、内表面光滑的薄壁金属管,精确绕制成立体内流道构型,并使用高精度可熔支持架实现立体内流道精确定位,在铸造过程中可保持立体内流道构型结构位置精度。利用立体内流道结构与立体外轮廓结构材料熔点的不同,可避免立体内流道烧蚀、变形。本发明解决了在通常制造方法中功能一体化的内流道结构,复杂内流道成形难、合格率低、内流道表面精度差等难题。

一种复杂内流道型芯成型方法.pdf
本发明公开了一种复杂内流道型芯成型方法,包括:金属外壳(1)、形状保持砂2的复杂内流道型芯。本发明通过用增材制造方法获得高精度、表面光滑的内流道空腔轮廓。通过电化学增材,获得复杂内流道型芯的金属外壳(1),并通过高溃散性的形状保持砂(2)对流道金属外壳(1)进行填充,以提高复杂内流道型芯的强度。最后在铸造时,复杂内流道型芯的金属外壳(1)与铸造金属熔液通过原子扩散,融为一体,获得高精度、表面光滑的内流道铸件;冷却后,高溃散性形状保持砂(2)可轻易倒出。本发明解决了复杂内流道型芯制造时,复杂型芯成形难、型芯

一种基于狭小内流道结构与工艺方法.pdf
一种基于狭小内流道结构,包括内流道集合块(1),其中在内流道集合块(1)设有狭小内流道(2),其特征在于,在内流道集合块(1)的狭小内流道(2)的横截面形状为菱形,其中,沿垂直打印方向的菱形横截面中间的2个顶角,每个角度范围是90°~160°。本发明结构设计巧妙,克服了现有技术减材加工造成狭小内流道(2)有遗留物,造成狭小内流道(2)不畅的问题。

一种复杂结构大曲率构件精确复合成形方法.pdf
一种复杂结构大曲率构件精确复合成形方法,包括以下步骤:对坯料小样进行时效硬度实验,确定最短时效时间和最佳时效温度;基于现有模具,通过有限元仿真建立构件模型并模拟蠕变时效成形过程;提取回弹后构件模型各节点的塑变量与蠕变量,相加之后设为矩阵1;将矩阵1与标准构件对比后得到偏差变形量矩阵2;根据矩阵2中塑变量数据分布特征,选定特征塑变量开展蠕变时效试验;分析不同初始塑变量下最终蠕变量大小的变化规律;确定需要引入的塑变量大小,得到补充变形量矩阵3;通过有限元仿真得到预成形工艺与预成形工艺参数;裁剪出包含构件展开平

一种复杂内流道超声振动复合磁力研磨工装夹具及方法.pdf
一种复杂内流道超声振动复合磁力研磨工装夹具,其特征在于,包括工作台(4)、型材支撑架(3)、超声振动装置(1)、永磁回路装置(5)及夹具系统(6);所述工作台(4)上开设T型槽可供各部件安装及定位;所述超声振动装置1的主体安装于型材支撑架(3)的上安装板上,超声振动装置的变幅杆(7)穿过安装板与夹具系统(6)相连,工件(21)夹装在夹具系统(6)上;永磁回路装置(5)由对称的二部分组成,二部分的下端均安装在工作台(4)上,它们的上端分别与工件(21)相对的两面相对。本发明通过调整超声振动装置与磁路的相对位