
一种复杂内流道超声振动复合磁力研磨工装夹具及方法.pdf

宁馨****找我


1/9

2/9

3/9
4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种复杂内流道超声振动复合磁力研磨工装夹具及方法.pdf
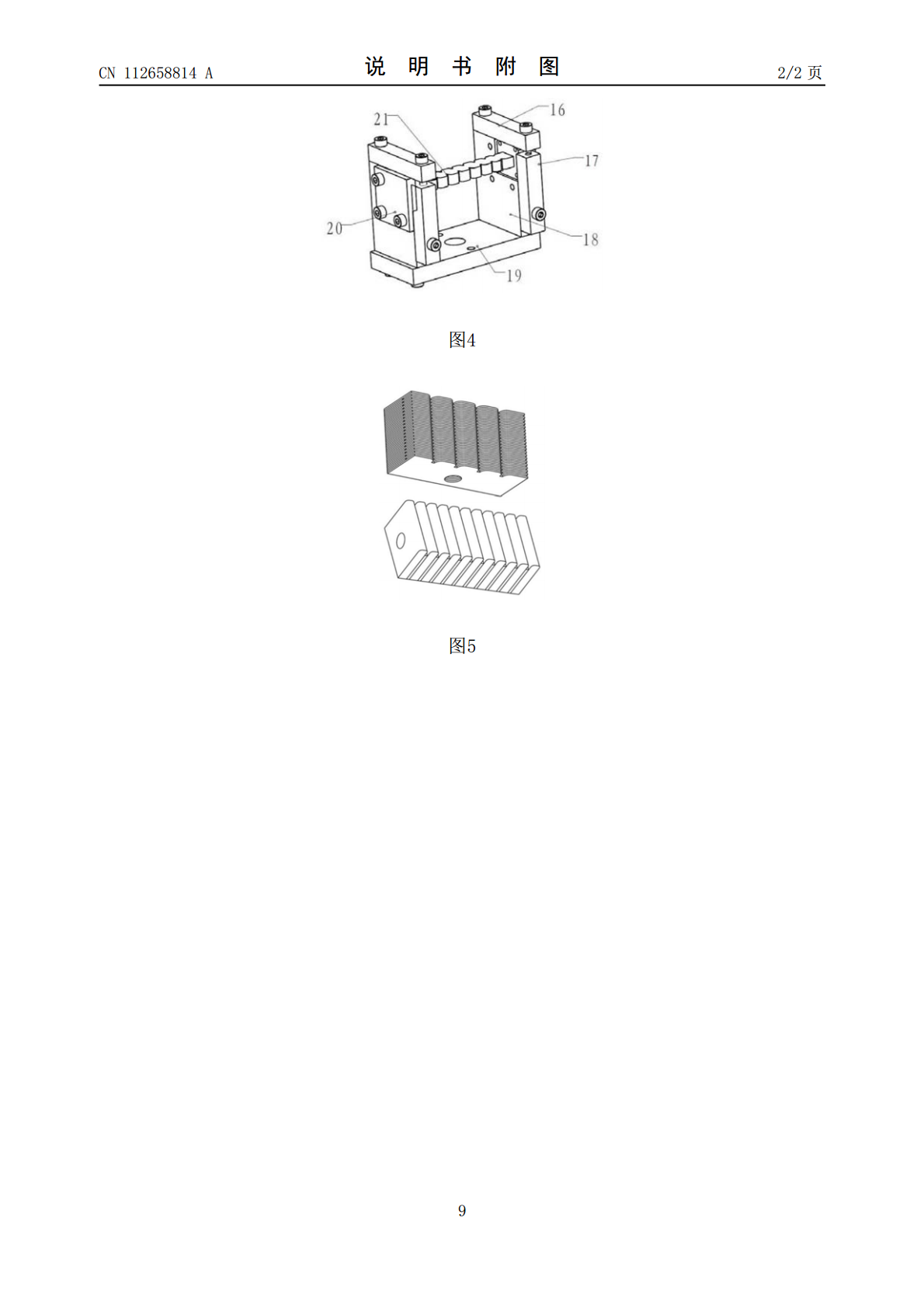
一种复杂内流道超声振动复合磁力研磨工装夹具,其特征在于,包括工作台(4)、型材支撑架(3)、超声振动装置(1)、永磁回路装置(5)及夹具系统(6);所述工作台(4)上开设T型槽可供各部件安装及定位;所述超声振动装置1的主体安装于型材支撑架(3)的上安装板上,超声振动装置的变幅杆(7)穿过安装板与夹具系统(6)相连,工件(21)夹装在夹具系统(6)上;永磁回路装置(5)由对称的二部分组成,二部分的下端均安装在工作台(4)上,它们的上端分别与工件(21)相对的两面相对。本发明通过调整超声振动装置与磁路的相对位

一种超声振动辅助磨削与磁力抛光的复合加工系统及方法.pdf
一种超声振动辅助磨削与磁力抛光的复合加工系统及方法,其超声振动使得金刚石砂轮或工件存在强迫往复振动,促使工作液中悬浮磨粒冲蚀被加工表面与修锐砂轮表面。当砂轮因振动离开接触工件时,磁流变液在流经砂轮与工件的间隙时,因受磁场力作用而发生磁流变效应,迅速固化而形成“弹性抛光膜”,磁流体里容纳的硬质磨粒均匀分布在“弹性抛光膜”表面,实现工件光整加工与砂轮修锐。当砂轮因振动恢复接触工件时,又直接参与磨削工件表面,砂轮的强迫往复振动,使得其与工件之间存在频繁的脉冲切削作用。本发明将超声加工、磨削加工与磁流体抛光三项技

超声波振动辅助磁力研磨加工研究.docx
超声波振动辅助磁力研磨加工研究超声波振动辅助磁力研磨加工研究摘要:磁力研磨加工是一种有效的精密加工方法,可以实现高效的表面加工和去除材料的微小尺寸缺陷。然而,在某些情况下,传统的磁力研磨加工方法可能无法满足对加工质量和效率的要求。超声波振动作为一种非常有效的能量传递方式,在磁力研磨加工中的应用备受关注。本文通过对超声波振动辅助磁力研磨加工的研究,分析了超声波在磁力研磨过程中所起到的作用,以及其对加工质量和效率的影响。关键词:超声波,磁力研磨加工,加工质量,加工效率引言:磁力研磨加工是一种利用粒子间磁作用力

复杂曲面磁力研磨加工方法研究.docx
复杂曲面磁力研磨加工方法研究复杂曲面磁力研磨加工方法研究摘要:复杂曲面零件的加工对加工工艺和设备提出了更高的要求。本文针对复杂曲面零件的磁力研磨加工方法进行了研究。通过对相关文献的综合分析和实验验证,总结了目前常见的复杂曲面磁力研磨加工方法,并对其优缺点进行了评价。同时,针对每种研磨方法的特点和适用范围,提出了相应的工艺参数和设备要求。研究结果表明,磁力研磨加工方法能够较好地满足复杂曲面零件的加工需求。关键词:复杂曲面,磁力研磨,加工方法,工艺参数,设备要求引言:随着工业制造技术的不断发展,对于复杂曲面零
一种对复杂形状工件的磁针磁力研磨方法及装置.pdf
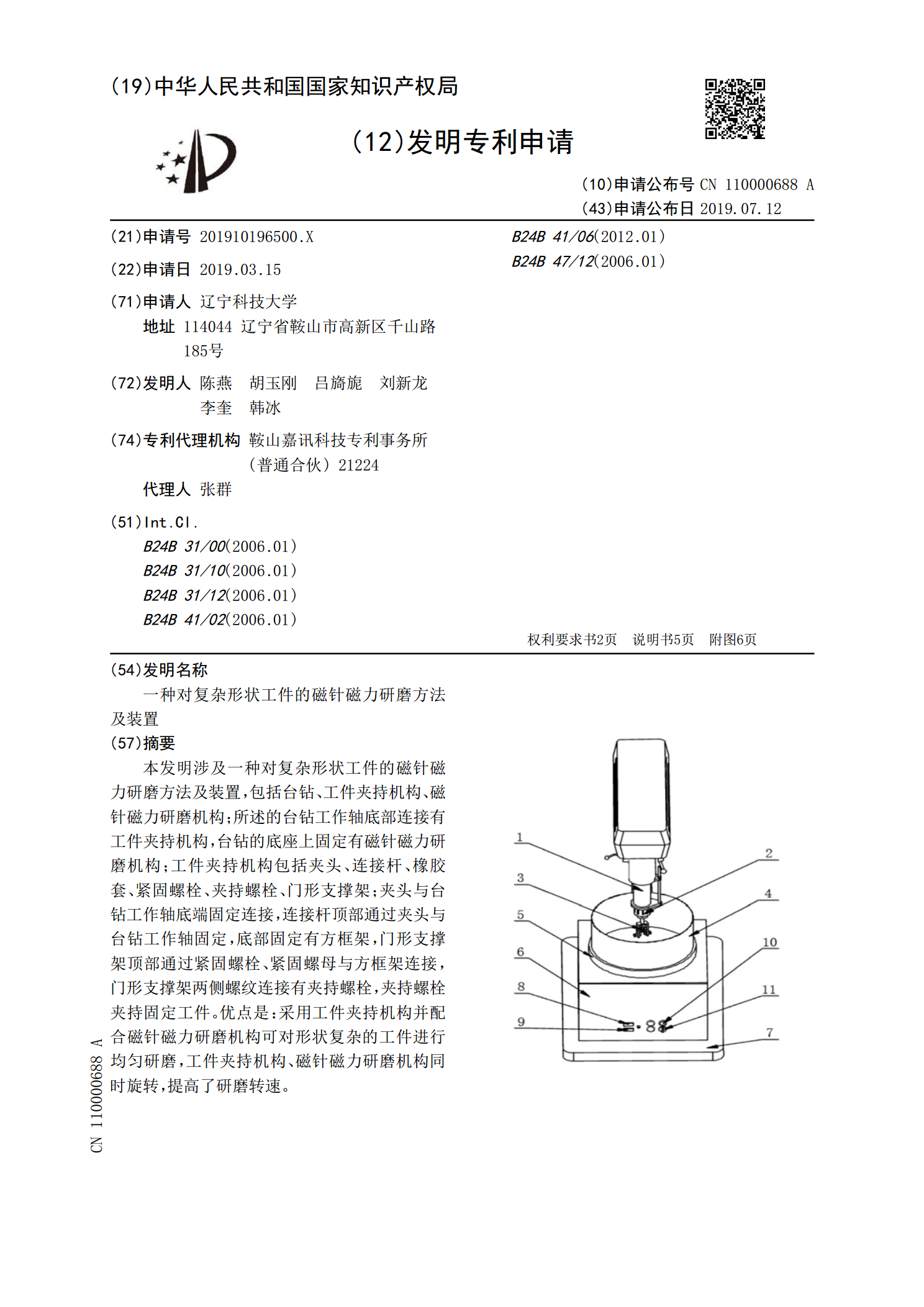
本发明涉及一种对复杂形状工件的磁针磁力研磨方法及装置,包括台钻、工件夹持机构、磁针磁力研磨机构;所述的台钻工作轴底部连接有工件夹持机构,台钻的底座上固定有磁针磁力研磨机构;工件夹持机构包括夹头、连接杆、橡胶套、紧固螺栓、夹持螺栓、门形支撑架;夹头与台钻工作轴底端固定连接,连接杆顶部通过夹头与台钻工作轴固定,底部固定有方框架,门形支撑架顶部通过紧固螺栓、紧固螺母与方框架连接,门形支撑架两侧螺纹连接有夹持螺栓,夹持螺栓夹持固定工件。优点是:采用工件夹持机构并配合磁针磁力研磨机构可对形状复杂的工件进行均匀研磨,